



1.数控铣削的整圆编程与处理
(1)圆弧插补指令分析 圆弧插补指令G02/G03指定机床的X、Y、Z轴以其中两轴联动的方式使刀具按给定的进给速度在指定的工作平面作圆弧插补运动。圆弧插补指令必须在指定的工作平面中移动,立式铣床默认为G17平面,此时的圆弧插补指令格式可简写如下,插补方向判断图解可简化为图3-40。
图3-40 圆弧插补方向判断
指令的格式如下:
指令中各参数的含义可参见1.2.4节中关于圆弧插补指令的说明。
(2)选择技巧与禁忌
1)圆弧插补指令只能在指定的工作平面中移动。
2)按指定圆心方法不同,圆弧编程指令有两种写法:一种是I_J_指定圆心,可称为圆心坐标编程;另一种是R指定圆心,可称为圆弧半径编程。前一种更通用,后一种更直观。
3)整圆编程只能用圆心坐标编程,若用圆弧半径编程,可变通为两段(或以上)圆弧半径编程,如图3-41所示。图中为一个整圆,假设起、对刀点均为圆心O,则其数控程序可见图3-41b、c。

图3-41 整圆编程
a)图例 b)圆心坐标编程程序 c)圆弧半径编程
4)圆弧插补指令中指令圆心的尺寸字I_J_和R_均为非续效字,即非模态,每个程序段均必须重新写。
5)圆弧插补指令刀具移动的进给速度为刀位点的移动速度,若启用了刀具圆弧半径补偿,则是沿补偿后的圆弧测量的。
6)圆弧插补指令不能用于刀具圆弧半径补偿指令的启动与停止程序段。
2.螺旋线编程及其应用分析
(1)螺旋插补指令G02/G03分析 螺旋插补是在圆弧插补程序段的基础上加上非圆弧插补轴同步直线移动形成螺旋移动轨迹的指令,如图3-42所示。
以立式铣床为例,其螺旋插补指令的格式为:

指令中的Z轴是圆弧插补轴之外的移动轴,其他部分与圆弧插补指令相同。F指定的是沿圆弧插补的进给速度,如图3-42所示。而沿直线轴的进给速度如下:

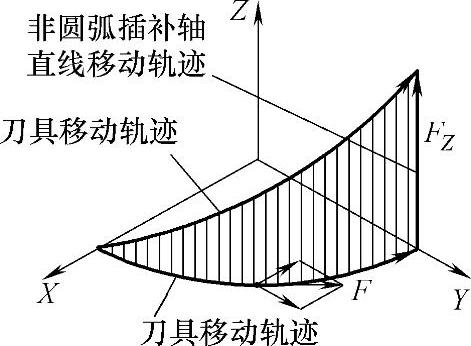
图3-42 螺旋插补移动
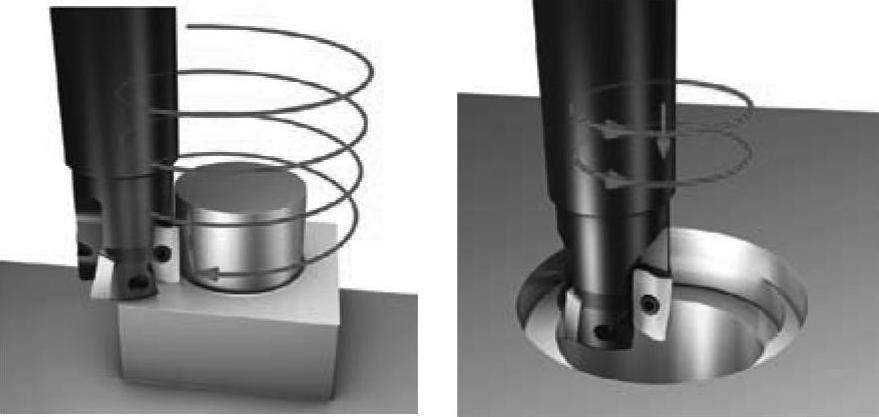
图3-43 螺旋铣削内孔与外圆
(2)编程技巧与禁忌
1)刀具半径补偿只用于圆弧移动部分。(https://www.xing528.com)
2)螺旋插补的程序段中不能使用启动与取消刀具半径补偿和长度偏置指令。
3)直线移动轴的进给速度钳制可由系统参数No.1404#0(HFC)设定。
4)螺旋插补指令可用于型腔铣削中的螺旋下刀、外圆或内孔圆柱面粗铣加工等。图3-43所示为铣外圆柱面与圆孔。
3.圆柱面加工示例及分析
图3-10所示为凸轮槽螺旋下刀加工的应用示例,加工程序参见3.5.3节。
图3-11所示为螺旋下刀在型腔加工上的应用示例,加工刀具为ϕ16圆柱立铣刀,加工尺寸参见图3-11。加工程序如下:
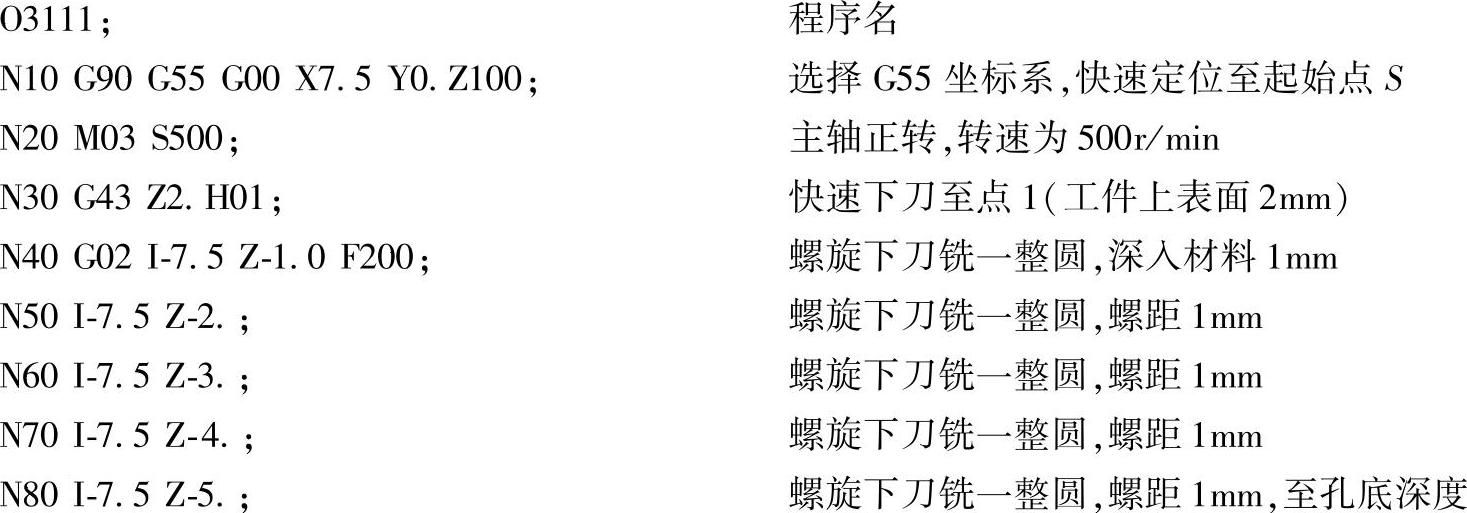
编程技巧分析:
1)程序采用螺旋下刀至孔底,并整圆铣削出底平面,对刀具端面切削刃无特殊要求,且不需工件上钻中心孔。
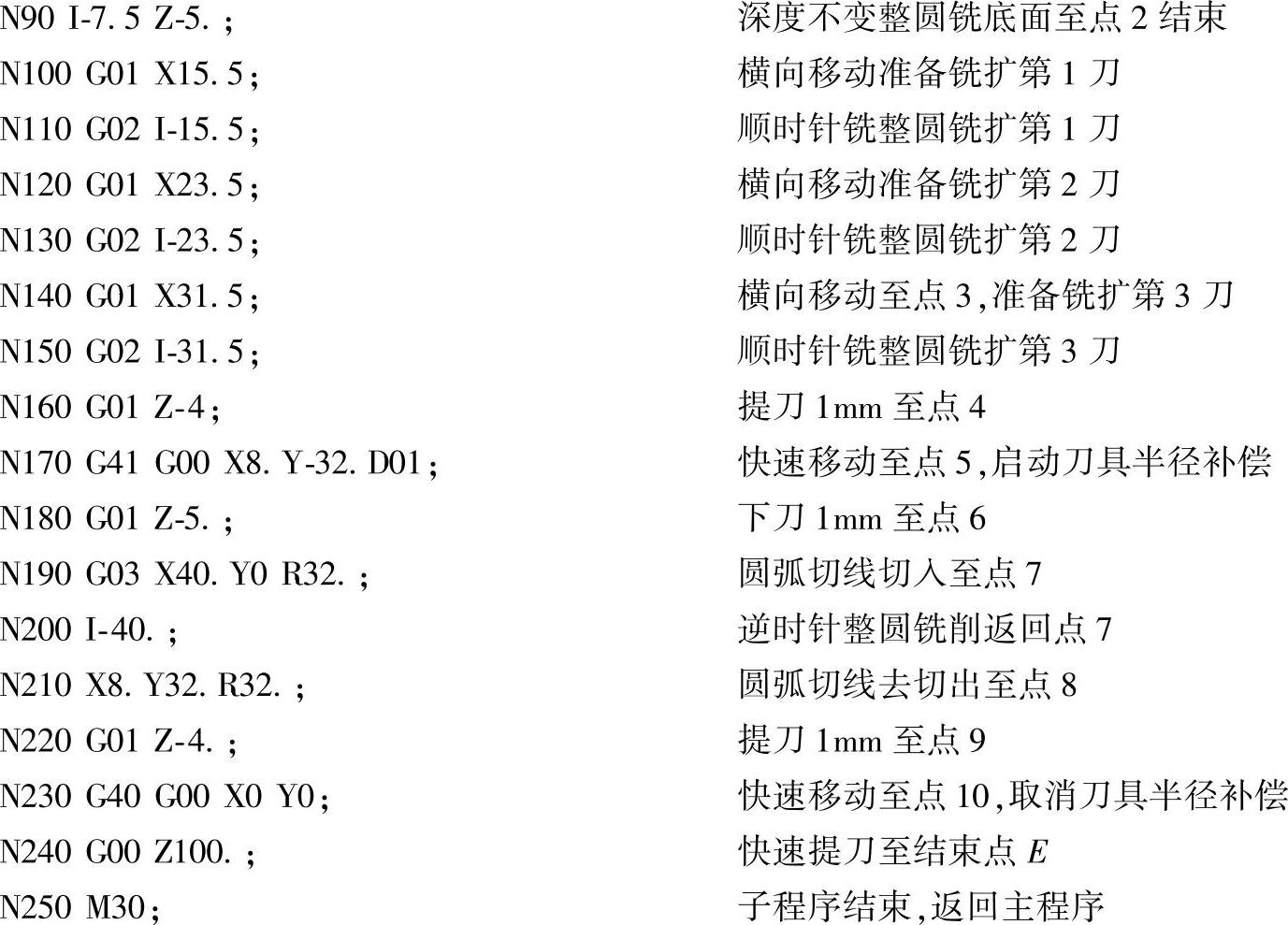
2)粗铣(程序段N30~N150)采用逆铣,精铣(程序段N180~N210)采用顺铣,符合铣削加工工艺要求。
3)精铣程序部分采用了刀具半径补偿功能,可方便控制圆孔直径。采用圆弧切线切入/切出,使内圆切入点接痕最小。
4)采用G55指令建立工件坐标系,工件坐标系原点的设置与刀具当前位置无关,结束点E不必回到起始点S。
下面再以图3-12所示圆柱面加工为例,探讨螺旋指令与整圆加工指令加工圆柱面的问题。
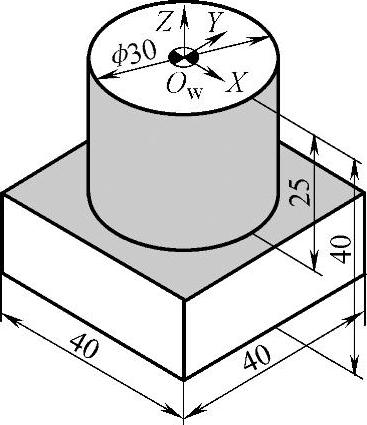
图3-44 圆柱加工示例
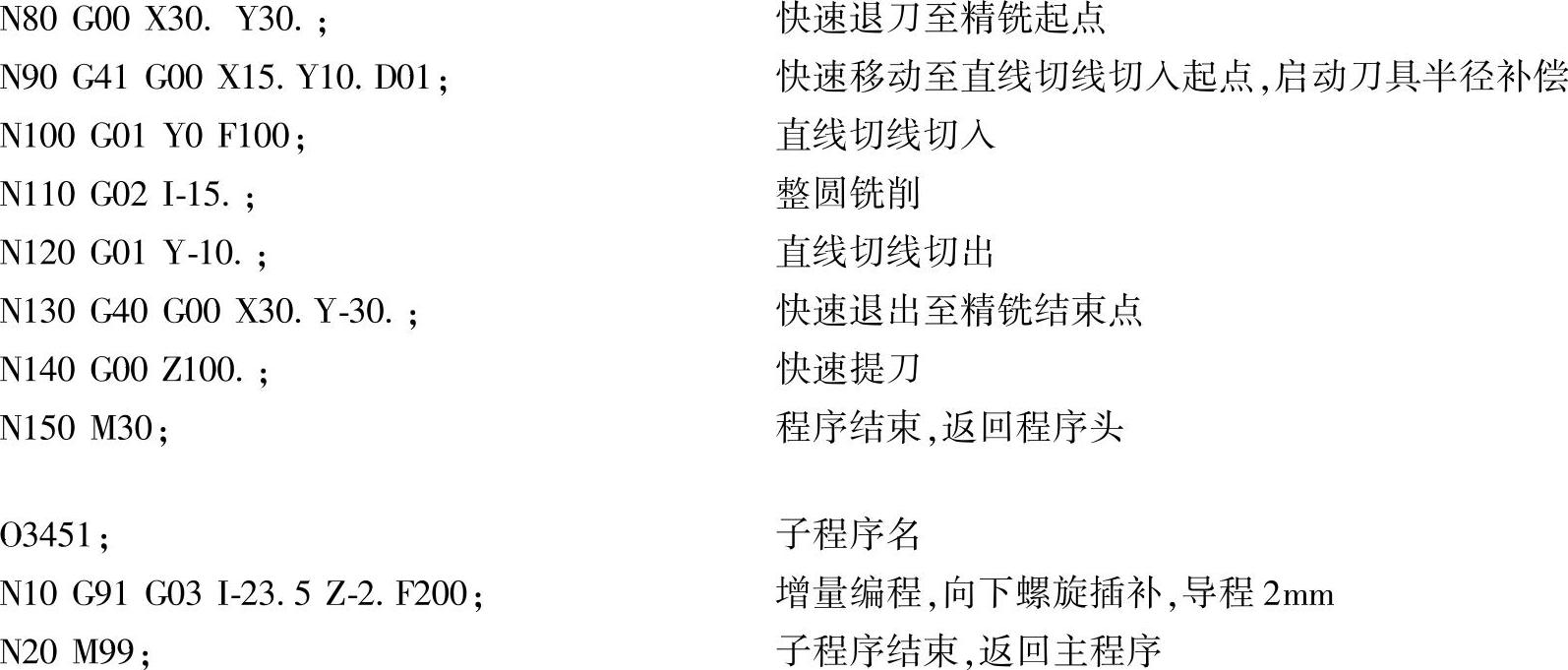
图3-44所示为加工件几何参数。由于外圆柱面较高,用整圆铣削粗加工显然有一定难度,故采用螺旋指令粗铣。考虑到圆柱直径一般有尺寸精度要求,因此再用具有刀具半径补偿的整圆加工指令精铣一刀。此处选择ϕ16mm的立铣刀,Z轴进刀速度为2mm/r,工件坐标系定在工件上表面圆心处。加工程序如下,刀路轨迹参见图3-12。
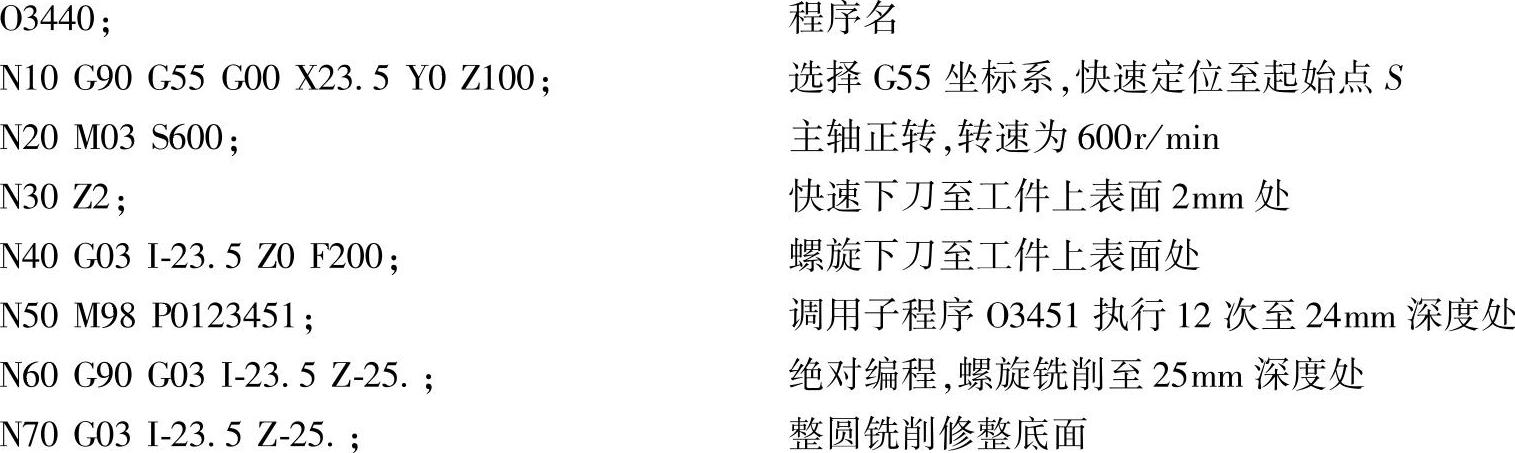
编程技巧分析:
1)螺旋指令编程粗铣+整圆编程精铣这种组合可广泛应用于圆柱面加工,适当改造可用于圆孔加工。
2)精铣程序引入刀具半径补偿功能,可较好地控制圆柱直径加工精度。
3)对于这种需要多程序段螺旋加工的情况,采用子程序调用功能,可显著减少程序段数量。当然用宏程序编程也有这个优点。
4)注意子程序调用必须用增量坐标编程。别忘了返回主程序后改回绝对坐标编程(程序段N60)。
5)尽量选用稍大直径的铣刀,以减少让刀现象,提高加工精度。
6)尽可能避免整圆加工方式直接粗铣。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。