



计算机辅助编程(又称自动编程)是实际生产中常用的编程方法之一,但是,计算机生成的程序格式固定,往往要操作者手工修改以符合自身要求。
1.计算机辅助编程示例
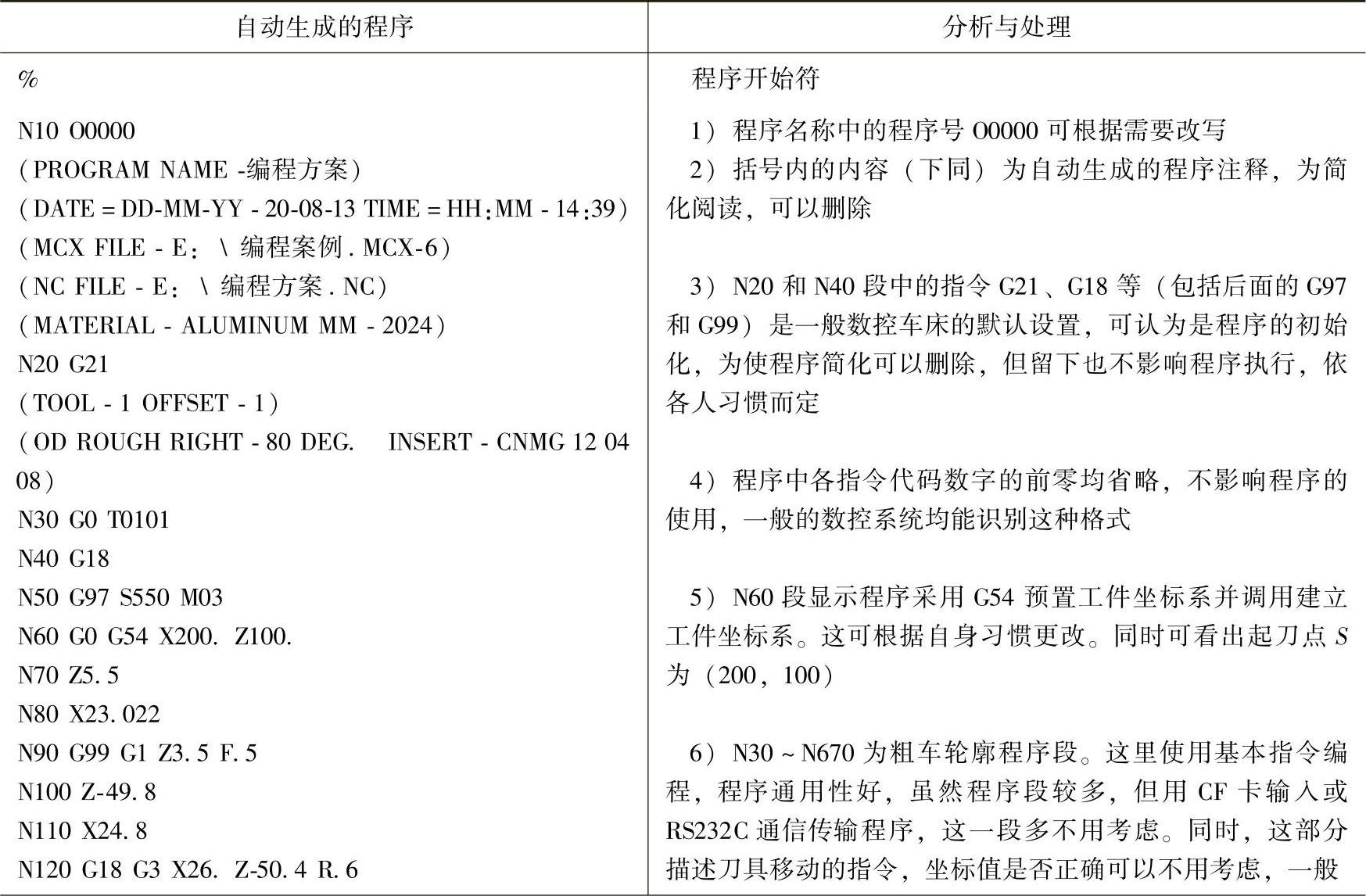
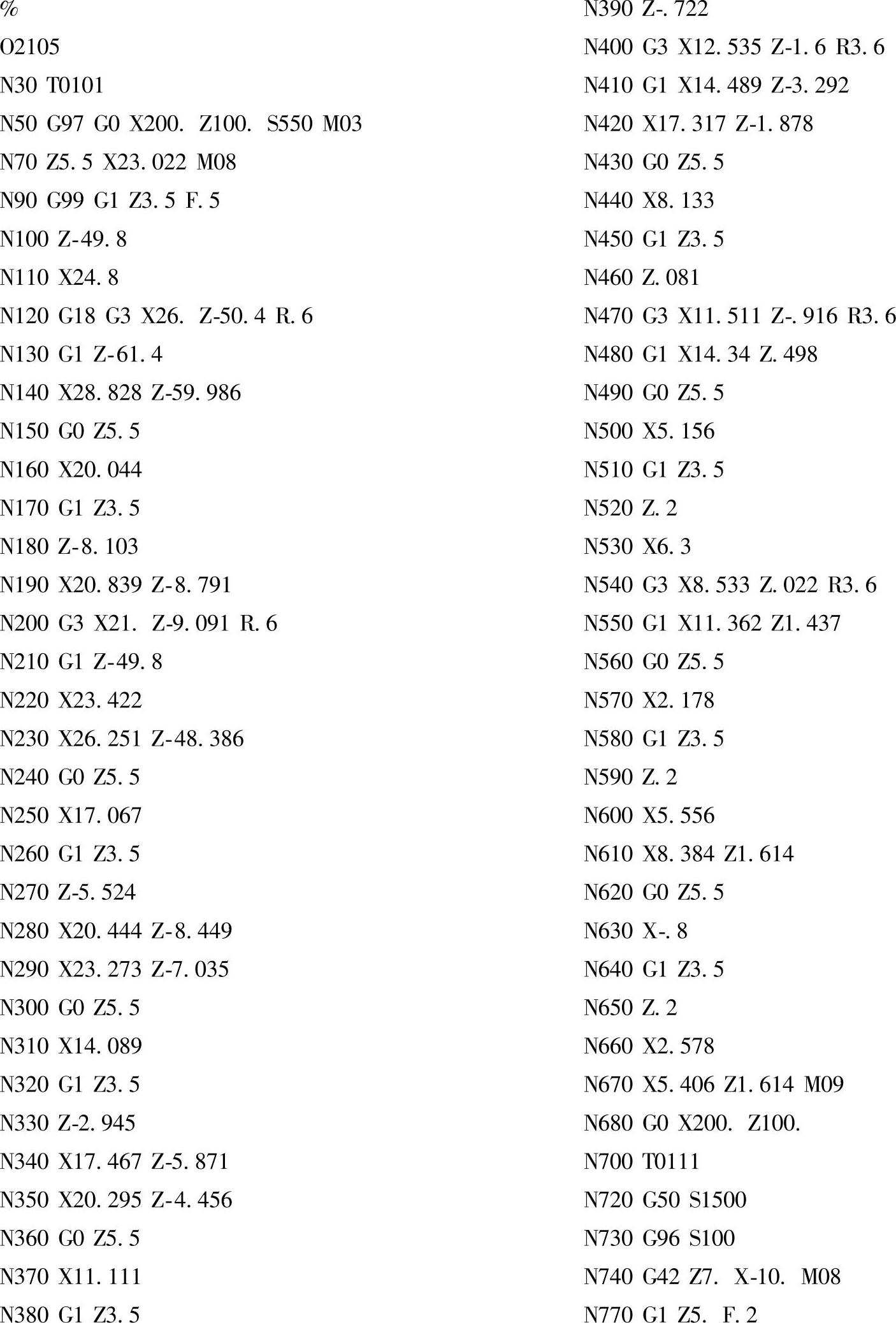
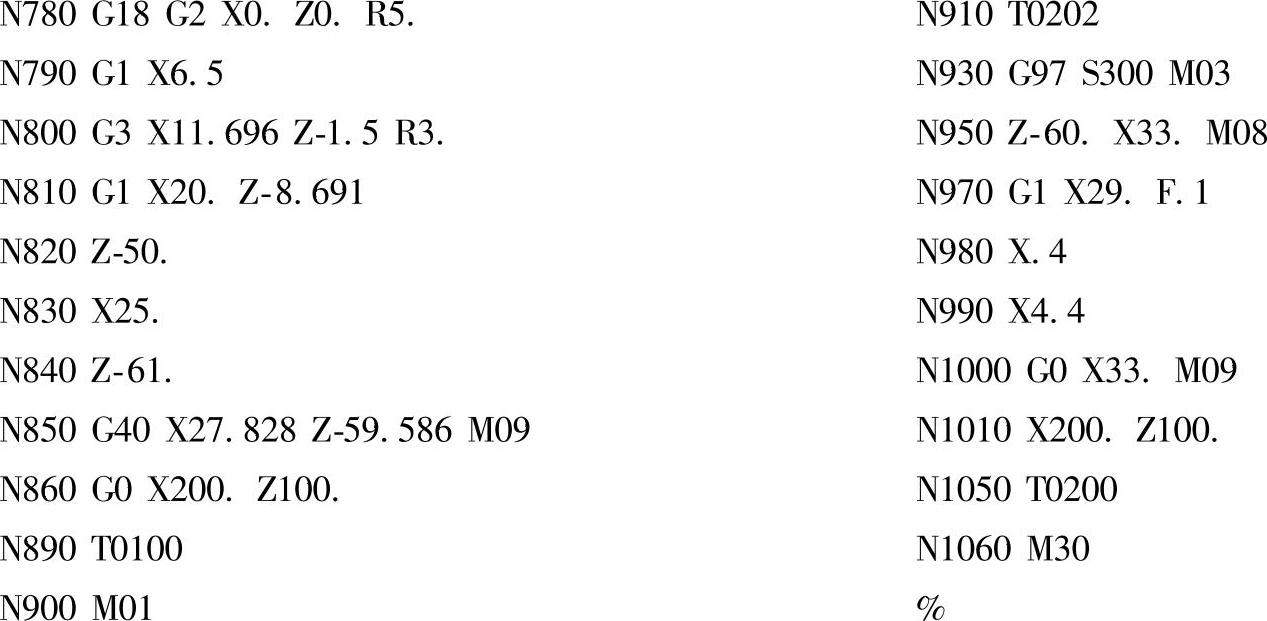
以下基于Mastercam X6编程软件,以图2-105所示零件为例进行讨论。工艺过程为:T0101粗车外轮廓→T0111精车外轮廓(应用G96、G42等)→T0202切断,自动编程的NC程序如下所示。简化前后的刀具轨迹如图2-106所示。
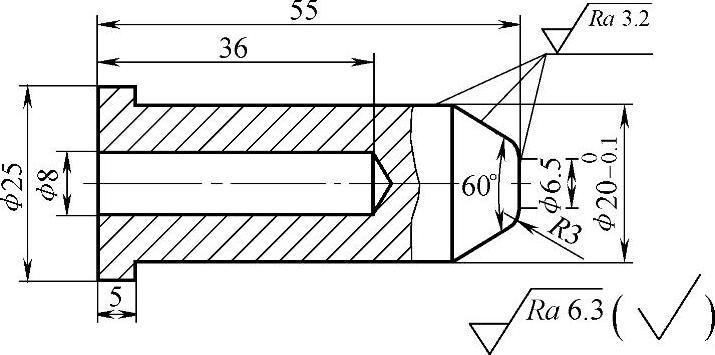
图2-105 自动编程零件示例
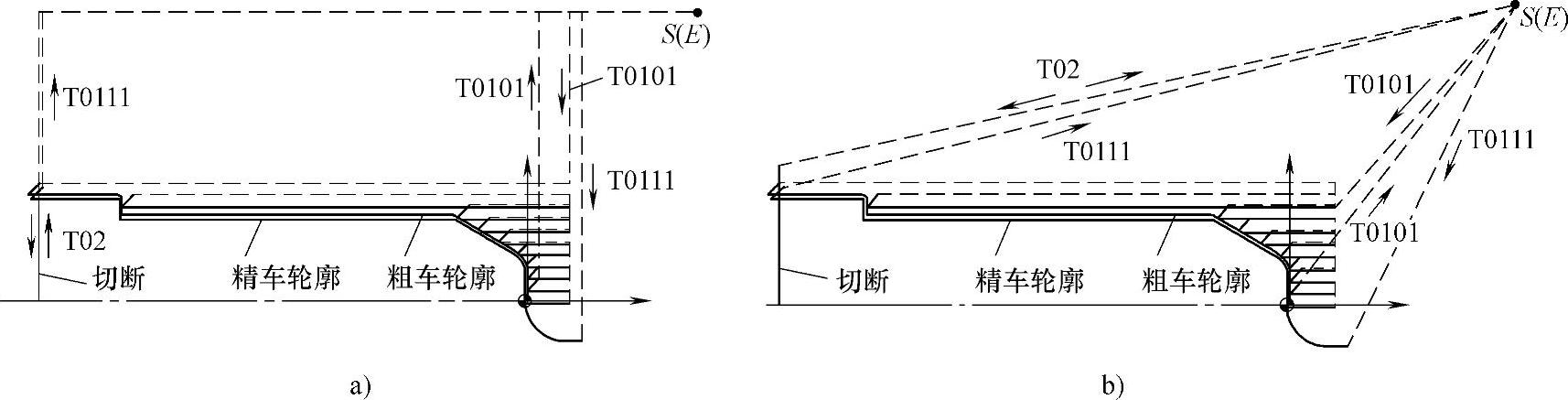
图2-106 程序简化前、后刀具轨迹
a)简化前 b)简化后
(续)

(续)

(续)(https://www.xing528.com)

下面为以上程序手工修改后的程序,读者可对照阅读,体会为什么要这样修改,也许你有自己的观点。为对照阅读方便,未将程序段序号重新编号。
2.自动编程与手工编程的比较
自动编程为计算机辅助编程,是图形化交互式编程,编程者可已将有限的精力集中于工艺、轨迹等方面,而不必关注简单而繁琐的坐标点计算,其编程效率高,可靠性好,应用广泛,是从事编程人员的必备基础,但自动编程的程序略显松散、冗长。
手工编程将大量的精力用于简单、繁琐且易出错的坐标点计算上,程序容易出错,但在编写固定循环指令时效果较好,原因是固定循环指令的格式与数控系统的联系较为紧密,编程软件很难适合多变的数控系统。但手工编程是基础,也是学习数控编程必须经历的过程,不容忽视,况且,自动编程的数控程序一般均需编程者手工修改,以更好地适合自身的需要。
3.自动编程程序的手工修改与应用技巧
1)自动编程的程序尽可能选用基本指令编程,程序通用性好。虽然程序略显冗长,但具备数控程序的传输与在线加工能力。
2)自动编程的程序一般需重新阅读,手工修改,才能符合自身的要求。
3)程序修改时重点注意程序的开始与结束部分,开始部分主要看工件坐标系指令是否需要修改、主轴速度与进给量等是否合适。
4)对于成对使用的指令(M03与M05或M30、M08与M09、G41/G42与G40、G43/G44与G49、T□□△△与T□□00等)要注意前、后呼应以及放置的位置是否正确。
5)专业的阅读与检验数控程序的软件是必备的。CIMCO Edit在这方面表现不错,它能够将程序与轨迹图形一一对应,修改的程序立即生效。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。