



1.G32指令子程序简化编程技巧与禁忌
通过以上介绍可知,用G32指令直接编程,程序繁琐、冗长,G92指令虽然可以简化编程,但每一刀还是占用一个程序段,对于多线螺纹切削,还有简化的空间,方法之一是调用子程序,参考程序如下:
程序示例一:
编程技巧分析:该程序螺纹仅加工了一刀,使用价值不高,仅适用于较小螺距的螺纹加工,但可供子程序调用原理分析。
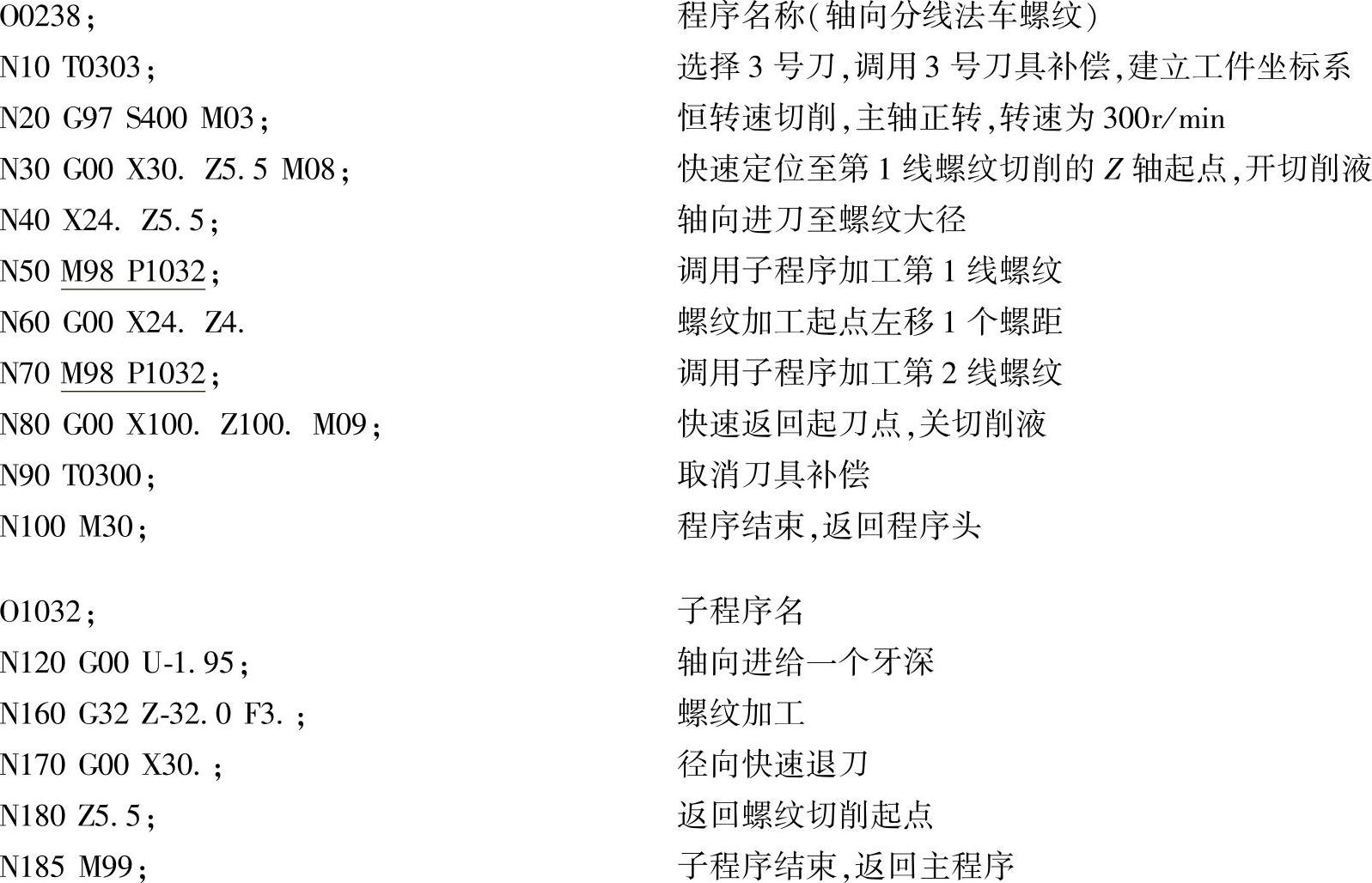
程序示例二:程序示例一的改进,用等螺距螺纹加工指令G32、轴向分线法、子程序调用、恒切削深度控制方式加工图2-86所示螺纹。

编程技巧分析:该程序加工的螺纹为M24×3,螺距P=1.5mm,总背吃刀量(约等于牙型深度)ap=(0.61~0.62)P=0.62×1.5mm=0.93mm,按恒切削深度进刀方式控制,假设切削7刀,则每刀的切削深度api=ap/7=0.93mm/7≈0.132mm,后面舍去的数值通过刀具补偿合并到了第1刀中,实际上第1刀允许多切,因此不影响加工。不足之处是最后1刀没有减小背吃刀量。
程序示例三:子程序通过径向增量编程,实现多刀逐级进刀加工,不足之处是不能实现恒切削面积控制深度进刀。同时,每一线螺纹均需编写一个子程序,略显繁琐。

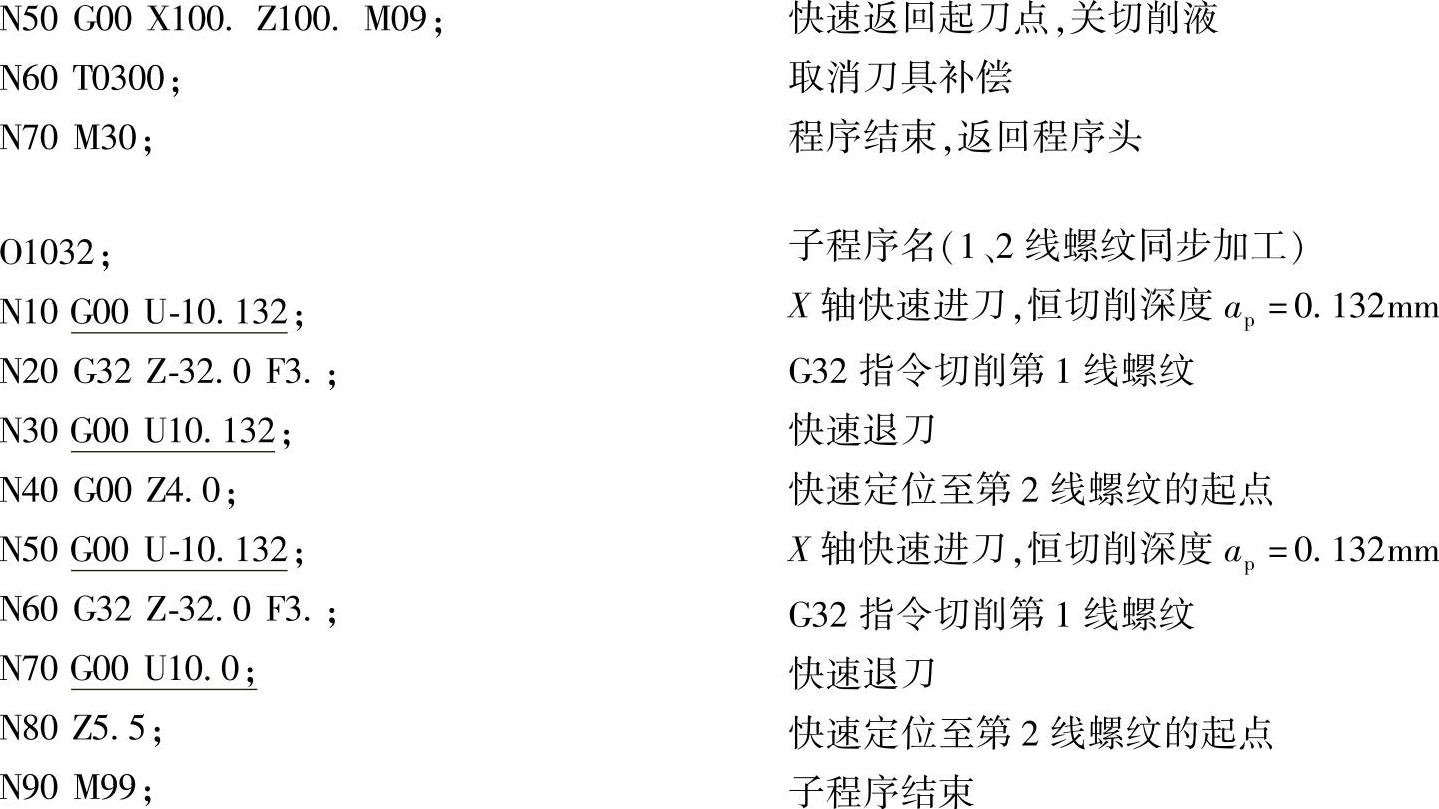
编程技巧分析:该程序为另外一种编程方案。G32指令子程序调用不宜每刀背吃刀量不等,因此,采用恒切削深度控制切削深度进刀模式。不足之处是螺纹线数太多时,子程序略长。该程序可以方便地改造为单线螺纹加工程序。编程技巧是X方向采用增量坐标U编程,实现多次循环的切削深度的递进。程序示例如下:

编程技巧分析:该程序的编程技巧是X方向采用增量坐标编程,实现多次循环的切削深度的递进。
程序示例三:将前述程序O0228修改为子程序调用、恒切深控制、径向进刀车螺纹的加工程序。

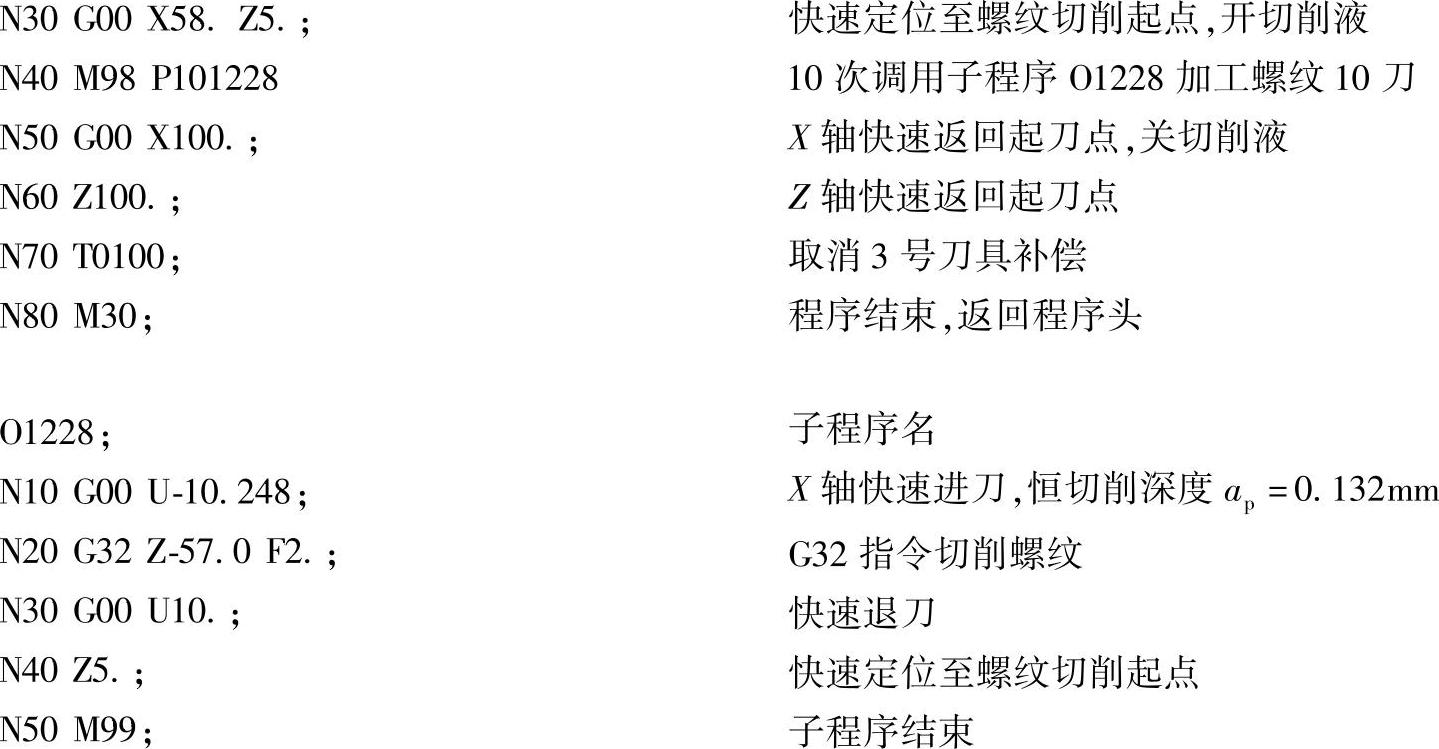
编程技巧分析:该程序加工的螺纹为M48×2,螺距P=2mm,总背吃刀量(约等于牙型深度)ap=(0.61~0.62)P=0.62×2mm=1.24mm,按恒切削深度进刀方式控制,假设切削10刀,则每刀的切削深度api=ap/7=1.24mm/10=0.124mm,直径值为0.248mm。(https://www.xing528.com)
总结:子程序通过径向增量编程(这是编程技巧),实现多刀逐级进刀,实现多刀加工,不足之处是不能实现恒切削面积控制深度进刀。
子程序调用实现螺纹的多刀加工可简化编程,下面再来看一下G92指令子程序调用编程。
2.G92指令子程序调用简化编程技巧与禁忌
程序示例:将前述程序O0235改造为子程序调用格式。

编程技巧分析:本程序为程序O0235的改进,在轴向分线法的基础上,增加了子程序调用功能。
优点:可实现恒切削面积控制切削深度径向进刀。子程序调用简化了编程,但对于线数较多的多线螺纹,主程序的写法仍然略显繁琐与重复。进一步改进程序如下:

编程技巧分析:本程序为程序O0235的进一步改进,在子程序后面增加了程序段N45实现下一线螺纹起始点的定位。
编程技巧提示:这种编程思想特别适用于螺纹线数较多的多线螺纹加工,如要改成4线螺纹,螺距仍为1.5mm,则导程为6mm,以上程序仅需做如下修改:①主程序的N40程序段改为4次调用,即M98 P41225;②子程序的N10段修改导程,即N10 G92 X23.2 Z-32.0 F6.0。
3.G76指令子程序简化编程技巧与禁忌
依照以上原理,对G76指令编写的螺纹加工程序O0237进行子程序调用的改造,示例程序如下。
示例程序:用复合固定循环指令G76、轴向分线法、子程序调用编程方式加工图2-86所示螺纹。


编程技巧分析:G76指令本身就是一个集成度很高的专用螺纹加工指令,因此,当螺纹线数不多时,其子程序调用意义不大,除非螺纹线数较多的场合。以上程序为加工双线螺纹的程序。若将N50程序段子程序调用次数改写P41237,子程序N20程序段的导程改为F6.,其他部分基本不动即可完成4线螺纹加工编程。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。