



多线螺纹是指沿两条或两条以上的螺旋线所形成的螺纹,该螺旋线在轴向等距分布。
1.多线螺纹特征分析
多线螺纹一般包含两条或两条以上的螺旋线,螺旋线的数量称为线数(用n表示)。在垂直轴线的断面上,各螺旋线沿圆周是均匀分布的;在通过轴线的剖面上,同一条螺旋线上的相邻两牙在中径线上对应两点间的轴向距离称导程(用Ph表示),相邻螺旋线上相邻两牙在中径线上对应两点间的轴向距离称螺距(用P表示),多线螺纹的导程被螺距所均分,导程、螺距与线数之间的关系是
Ph=Pn
多线螺纹的加工便是依据以上特征进行的,包括改变螺纹切削的起始角和改变螺纹切削的起始点两种方法。多线螺纹加工中的刀具进给量必须严格遵守主轴每转一转,刀具移动的距离为一个导程。
2.改变螺纹切削起始角
改变螺纹切削起始角(又称初始角)车削多线螺纹是基于垂直轴线的断面上各螺旋线沿圆周均匀分布的几何特征进行的。改变螺纹起始角车削多线螺纹的方法又称圆周分线法。以下通过程序示例进行学习。
图2-86所示为某零件上的双线外螺纹M24×Ph3P1.5-6g,即公称直径为24mm,螺距为1.5mm,导程为3.0mm。工件坐标系设在工件端面中心。设其进刀次数4次,每刀背吃刀量(直径值)分别为0.8mm、0.6mm、0.4mm、0.16mm,切入、切出长度分别为4mm、2mm。
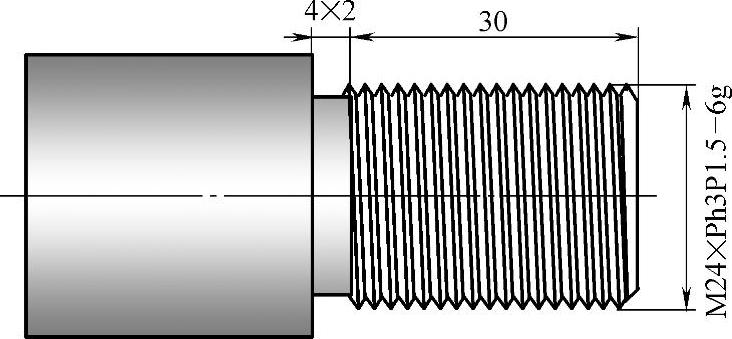
图2-86 螺纹加工图示(1)
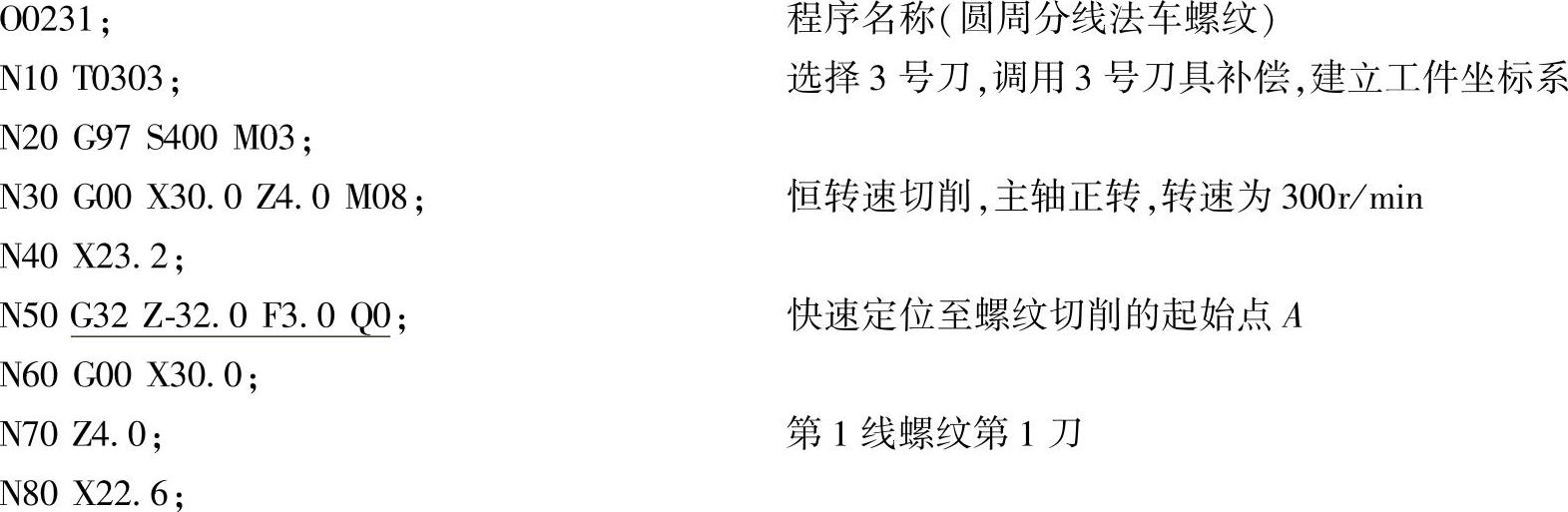
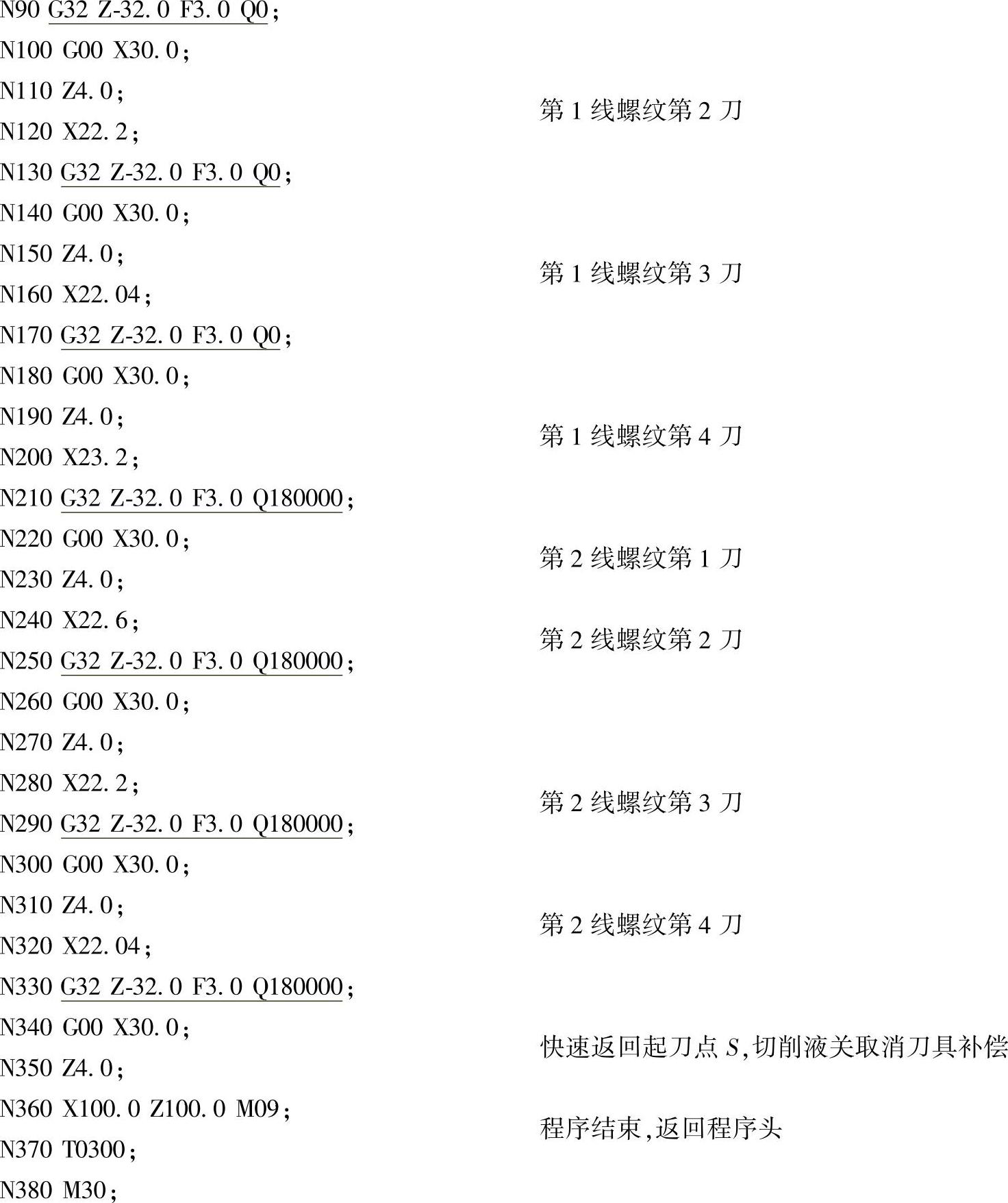
程序示例一:用多线螺纹加工指令G32、圆周分线法、基本编程方式加工图2-86所示的螺纹,各刀加工参数见表2-5,参考程序如下:
表2-5 各刀加工的直径值计算表 (单位:mm)

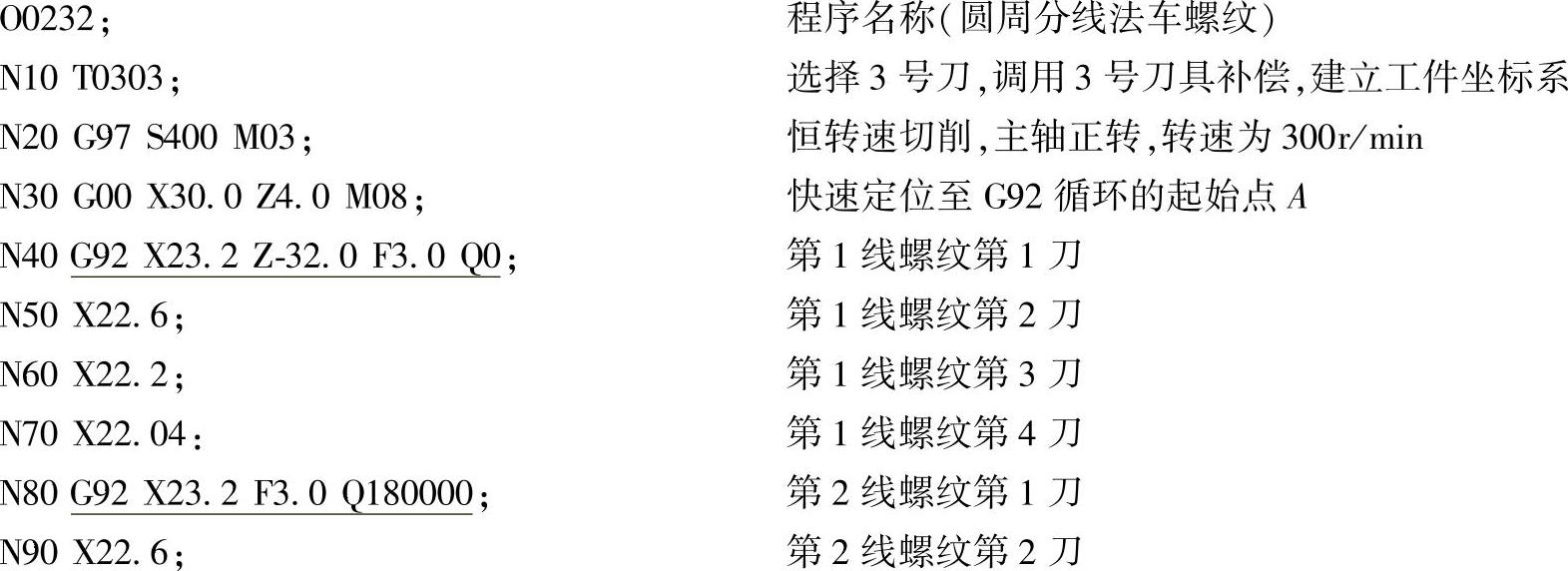
程序示例二:用简单固定循环指令G92、圆周分线法、基本编程方式加工图2-86所示螺纹的参考程序:
程序示例三:用简单固定循环指令G92、圆周分线法、基本编程方式加工图2-86所示螺纹的参考程序:
 (https://www.xing528.com)
(https://www.xing528.com)
编程技巧分析:以上程序通过改变螺纹切削起始角Q实现多线螺纹加工。程序O0231为G32指令编程,程序显得烦琐、冗长,G92指令则较好地解决了这个问题。O0232和O0233多线螺纹的切削方式不同,前者为两线分别加工,后者为两线交替加工,其加工质量更好。
3.改变螺纹切削起始点
改变螺纹切削起始点车削多线螺纹的原理是:通过轴线的剖面上,相邻两牙在中径线上对应两点间的轴向距离(即螺距P)相等,且螺距乘以线数等于导程,即导程被螺距所均分。按照此原理,轴向相差一个螺距即可车出相邻的螺旋槽。改变螺纹起始点车削多线螺纹的方法又称轴向分线法。以下通过程序示例进行学习。
程序示例一:用多线螺纹加工指令G32、轴向分线法、基本编程方式加工图2-86所示螺纹。
编程技巧分析:本程序为程序O0231的改进,增加了一个轴向分线程序段N195,同时,修改了程序段N230、N270、N310、N350。
程序示例二:用简单固定循环指令G92、轴向分线法、基本编程方式加工图2-86所示螺纹。

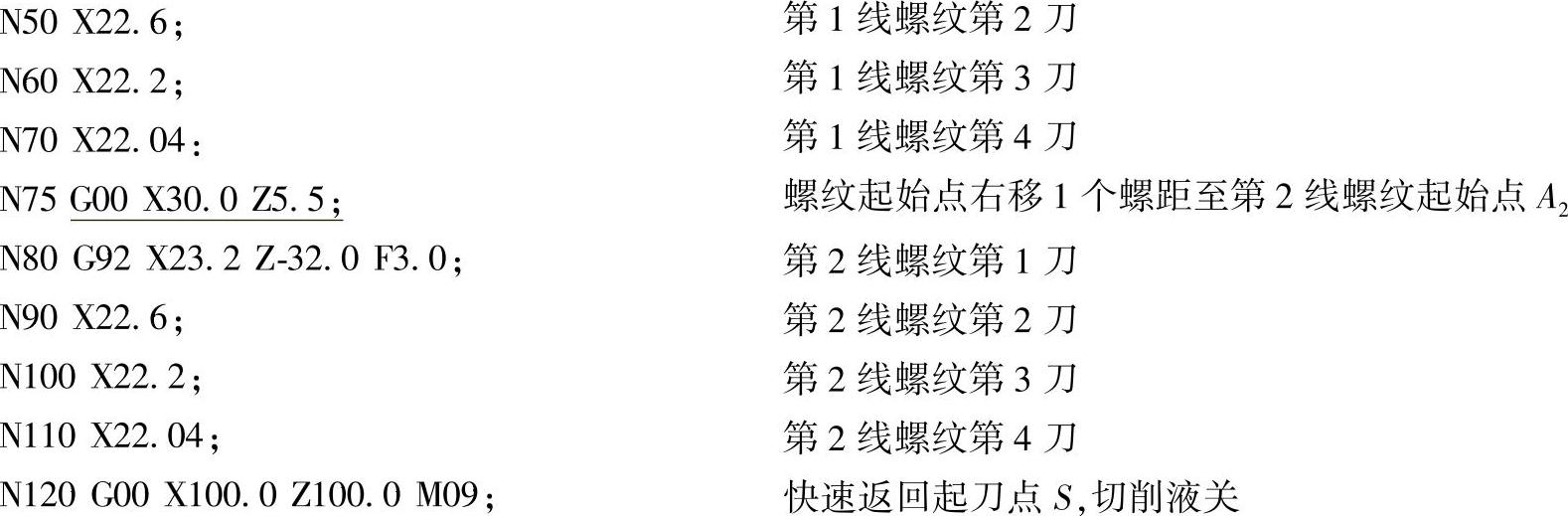

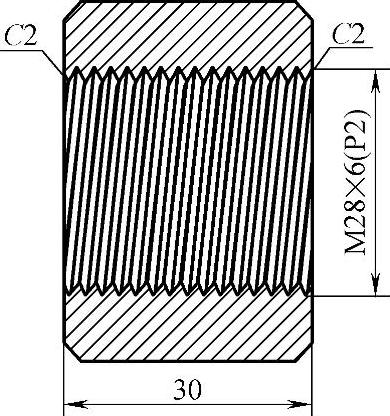
图2-87螺纹加工图示(2)
编程技巧分析:本程序为程序O0232的改进,增加了一个轴向分线程序段N75,同时,在程序段N80增加了G92循环指令的切削终点坐标Z-32.0。G92与G00为同组(01组)的模态指令。
程序示例三:用简单固定循环指令G92、轴向分线法、基本编程方式加工图2-87所示内螺纹。
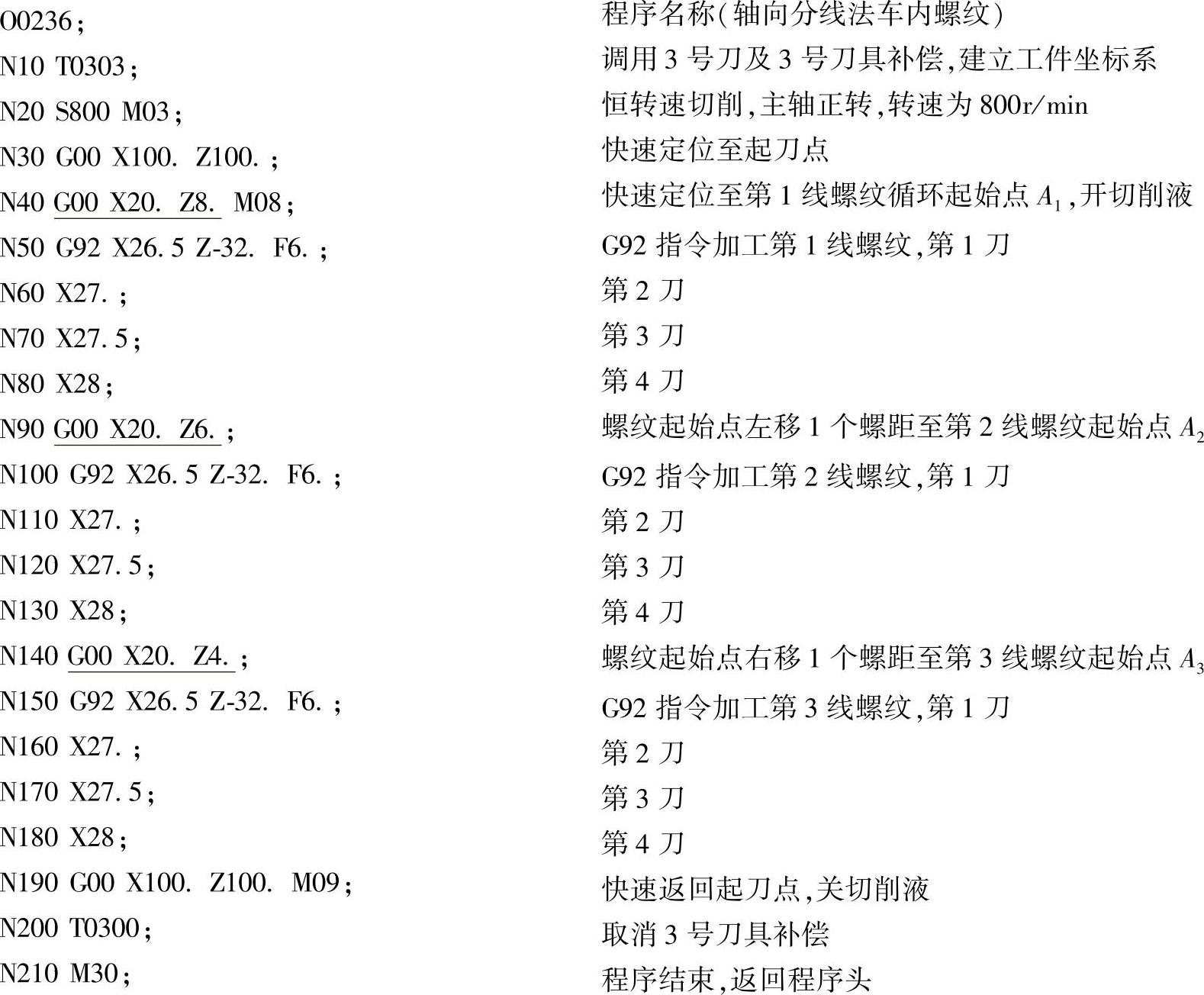
编程技巧分析:本程序采用径向进刀、恒切削深度控制,优点是每一刀切削深度控制方便,不足之处是程序冗长。
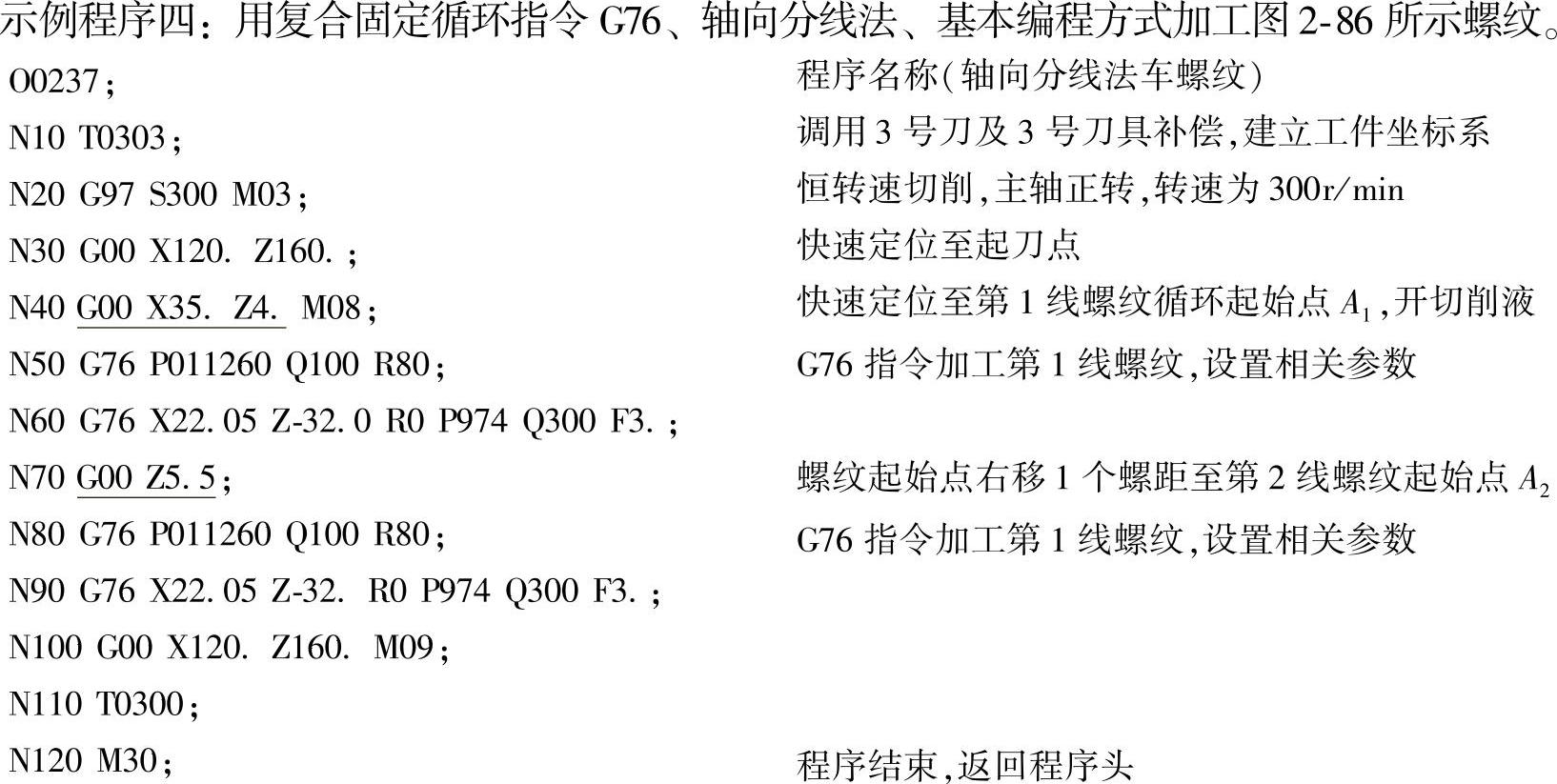
编程技巧分析:G76指令本身不具有圆周分线法车螺纹,因此,这里采用轴向分线法加工。本例的G76指令中(P011260),若刀具角度改为55°(P011255),则粗车的切入方式为改进式侧向进刀。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。