



【摘要】:以图2-16为例,图2-16a所示为加工零件图样,编程时将最右端点定义为编程坐标系原点。图2-16b为三爪卡盘装夹示意图,采用30棒料,加工坐标系定在毛坯端面偏材料内侧1mm位置处。应用技巧与禁忌:1)编程坐标系与加工坐标系是基于不同的用途命名的,两者紧密联系。3)工件端面是否留加工余量取决于编程与工件的加工要求。
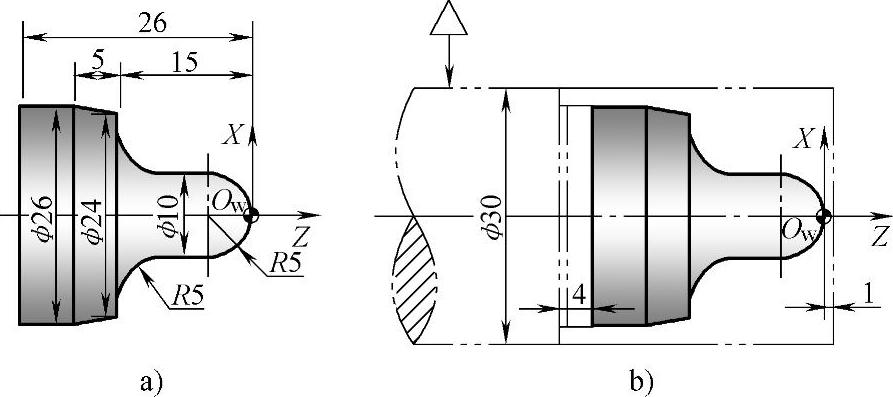
图2-16 工件坐标系
a)编程坐标系 b)加工坐标系
工件坐标系一般可细分为编程坐标系与加工坐标系。前者一般依据工件图样确定,后者在机床加工时通过对刀确定,对刀时一般要求将加工坐标系与编程坐标系重合。以图2-16为例,图2-16a所示为加工零件图样,编程时将最右端点定义为编程坐标系原点。图2-16b为三爪卡盘装夹示意图,采用ϕ30棒料,加工坐标系定在毛坯端面偏材料内侧1mm(即留端面加工余量1mm)位置处。实际中该棒料安装到车床上的轴向位置是不确定的,因此,必须在棒料安装后通过对刀将棒料端面内测1mm的原点Ow位置(Ow相当于机床参考点的坐标)告知数控系统(如存入图2-10a所示的外形偏置存储器中),加工时,通过相应的工件坐标系建立指令(如通过刀具指令调用外形偏置存储器中的偏置值)以安装后棒料上实际的Ow点建立其加工坐标系,这时的加工坐标系才是真正意义上的数控系统能够识别的工件坐标系。
应用技巧与禁忌:(https://www.xing528.com)
1)编程坐标系与加工坐标系是基于不同的用途命名的,两者紧密联系。
2)尽可能将工件坐标系设定在工件的外端面上,如图2-16所示。
3)工件端面是否留加工余量(如图2-16b所示的1mm余量)取决于编程与工件的加工要求。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。