



1.坐标系偏移实现刀具偏置
通过坐标系偏移进行刀具偏置是基于偏置矢量移动坐标系实现偏置控制刀具移动的,常用于实现外形偏置。图2-11所示为通过坐标系偏移进行偏置。图中A点用刀具指令调用刀具外形偏置,但刀具不动,仅是坐标系偏移,执行下一个程序段AB后,终点坐标是按偏移后的坐标系X′O′Z′计算,故刀位点实际移动至B′点,C点为刀具补偿号为00的程序段,当LGC=0时,刀具移动至C′点,且坐标值为坐标系X′O′Z′中的坐标,即使LGC=1,刀位点仍在C′点,只是坐标值转为坐标系XOZ中的坐标。

图2-11 坐标系偏移实现偏置
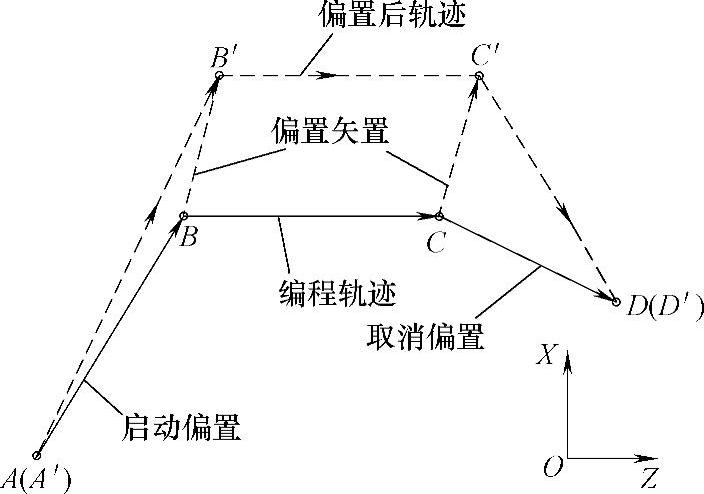
图2-12 刀具移动实现补偿
应用技巧与禁忌:
1)刀具外形偏置实现后,刀位点的实际位置等于编程坐标矢量与偏置矢量的矢量和。分量坐标为相应编程坐标与其分矢量的代数和。
2)图2-11动作分析。移动坐标系但刀具不动;计算第一个程序段终点B′的坐标(编程坐标与偏置矢量的矢量和);刀具按偏置后的终点坐标直线移动,图中轨迹AB′完成启动偏置,后续每一个程序终点均按偏置后的坐标系确定并实现刀具移动。
2.刀具移动实现刀具补偿
通过刀具移动进行刀具补偿,常用于实现刀具磨损补偿。图2-12所示为通过刀具移动进行刀具补偿。图中A点调用刀具磨损补偿,B′点是B点坐标加上编程矢量后获得的点,即刀具补偿是通过AB段的刀具移动实现的。同理,若C点用00偏置号取消刀具补偿,则接着的移动段CD的D点就返回到没有刀具补偿的D点。
应用技巧与禁忌:
1)刀具磨损补偿后,刀位点的实际位置等于编程坐标矢量与偏置矢量的矢量和。分量坐标为相应编程坐标与其分矢量的代数和。(https://www.xing528.com)
2)图2-12动作分析。在直线段AB启动磨损补偿,计算终点坐标B′(编程点坐标B加上磨损矢量);刀具按补偿后的终点坐标移动(轨迹AB′),完成磨损补偿;后续每一个程序终点均按补偿后的坐标点确定并实现刀具移动。取消磨损补偿后的动作正好相反(图中CD段)。

图2-13 坐标移动与刀具移动偏置(补偿)轨迹分析
1—编程轨迹 2—刀具磨损且未进行刀具磨损补偿的轨迹 3—刀具未磨损或磨损后并进行刀具磨损补偿后的轨迹 4—磨损前刀具轮廓 5—磨损后刀具轮廓
3.坐标系偏移与刀具移动实现刀具偏置(补偿)
数控车削系统一般设置为用一个刀具偏置号同时调用刀具外形偏置与磨损补偿(LGN=0)。这时刀具移动到达的程序段终点坐标实际上是刀具外形偏置矢量与磨损偏置矢量的矢量和,其X轴和Z轴的分矢量是相应外形与磨损偏置分矢量的矢量和,当然也等于其代数和。图2-13所示为通过坐标系偏移与刀具移动实现刀具补偿。图中矢量G(G=GX+GZ)为外形偏置,通过坐标系偏移实现偏置,矢量W(W=WX+WZ,图中未示出其分矢量)为磨损补偿,通过刀具移动实现补偿。
4.应用技巧与禁忌
1)刀具外形偏置又称几何偏置,一般设置为坐标系偏移实现,可用于工件坐标系的建立、非基准刀的位置偏差补偿等。
2)刀具磨损补偿一般设置为刀具移动实现,顾名思义,它用于刀具磨损后的补偿,实际中还广泛用于加工尺寸的微调控制。
3)刀具偏置(补偿)一般包括启动偏置、偏置保持运动和取消偏置三个步骤,其中启动与取消偏置必须在直线段中进行,禁止用于圆弧段。
4)刀具总的偏置量等于外形偏置与磨损偏置的代数和。
5)由于刀具指令具有启动与取消刀具偏置功能,所以,编程时启动偏置指令与取消偏置指令一般成对出现,且尽可能不与刀具移动指令同程序段书写。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。