



进给轴速度控制刀具移动,包括快速定位移动G00与切削进给移动G01/G02/G03。
1.快速定位移动的速度控制
快速定位移动主要用于非切削加工刀具的移动,目的是尽量缩短辅助时间。其移动速度的控制有以下特点:
1)各轴的移动速度由系统参数No.1420设置固定,程序中无法指定。
2)快速移动速度可由机床操作面板上的倍率调节开关F0、25%、50%和100%进行调节。其中F0的速度由参数No.1421设置,一般参数No.1421的设定值小于参数No.1420中的设定值。
3)快速移动指令移动至终点坐标时一般均要执行“到位”检查,到位检查精度由参数No.1826设定,“到位”检查时先减速,再检查进入到位精度后转入执行下一个程序段。
2.切削进给移动的速度控制
切削进给移动速度控制指直线插补G01与圆弧插补G02/G03等指令中由进给速度控制指令F指定的移动速度控制。切削进给移动的速度控制有以下特点:
1)数控车削的进给速度控制有两种,即每分钟进给和每转进给,分别由指令G98和G99指定,其对应的速度单位为mm/min和mm/r。
2)G98/G99为同组的模态指令,可以相互注销,其中每转进给G99为系统开机默认指令。
3)数控车削系统切削进给时一般亦执行“到位”检查,其到位检查精度一般设置为:下一个程序段为切削进给时,执行参数No.1827的设定值(其一般小于No.1826的设定值)。若下一个程序段非切削进给,则与G00指令的到位检查精度相同。
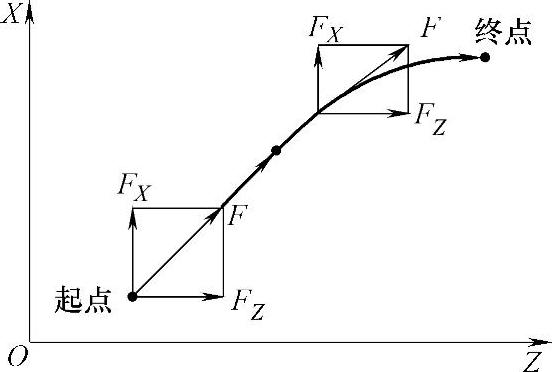
4)切削进给移动速度的方向控制是,直线插补时为直线方向,圆弧插补时为当前刀位点的切线方向,如图2-7所示。
5)切削进给移动速度可以用机床操作面板上的进给倍率调节开关在一定范围内进行调节。
6)数控车削状态下,主轴转速较低时会造成进给速度不稳定,且主轴转速越低,进给速度的波动越频繁。
7)最大钳制进给速度可由参数No.1422设定,若实际切削时的进给速度(如用进给倍率调节时)超过该值时,即可被钳制在该速度上。
 (https://www.xing528.com)
(https://www.xing528.com)
图2-7 切削进给速度方向
3.进给轴速度控制应用技巧与禁忌
1)快速定位移动主要用于非切削加工的刀具移动,而切削进给移动主要用于切削加工。
2)严禁G00指令用于切削加工。
3)进给轴移动速度的控制均实行加/减速运动方式,但两者加/减速运动曲线不同,如图2-8所示,快速移动为恒加速/恒减速的直线型,而切削进给移动一般为指数型(图b)或铃型(图c)。可见进给移动的速度变化更为平稳。图中,FR和FC分别为快速移动与进给切削刀具移动速度,TR和TC分别为快速移动与进给切削速度的加/减速时间常数。
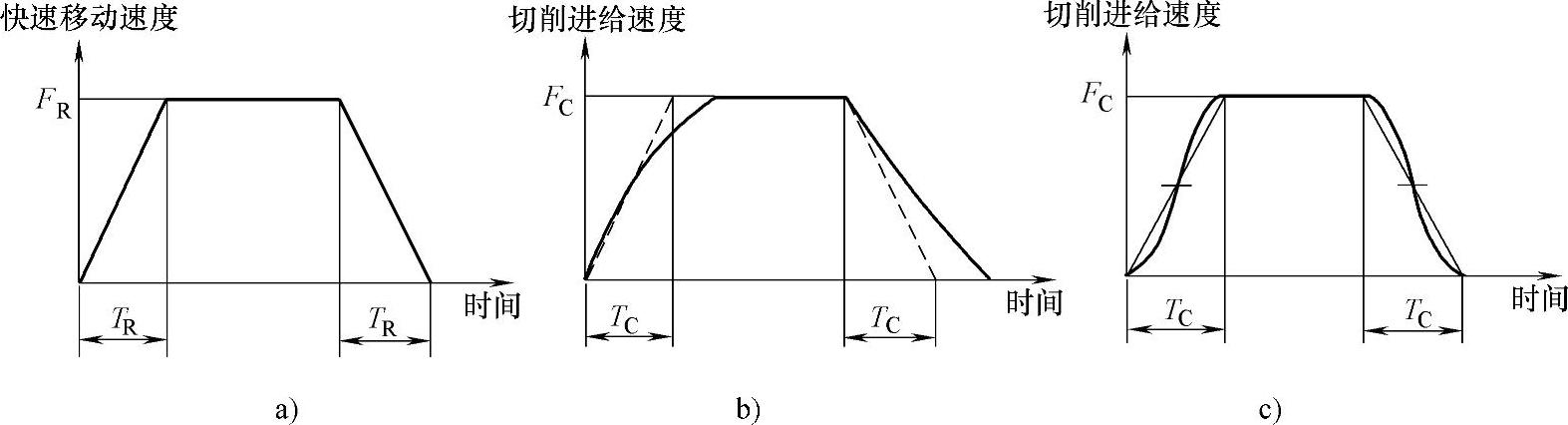
图2-8 进给轴速度控制时的加/减速曲线
a)快速定位移动 b)、c)切削进给移动
4)切削进给移动在运动方向发生变化时,会产生圆角轨迹,如图2-9所示,但进给速度较低时影响不明显,若要求较高时可考虑加入暂停指令G04。
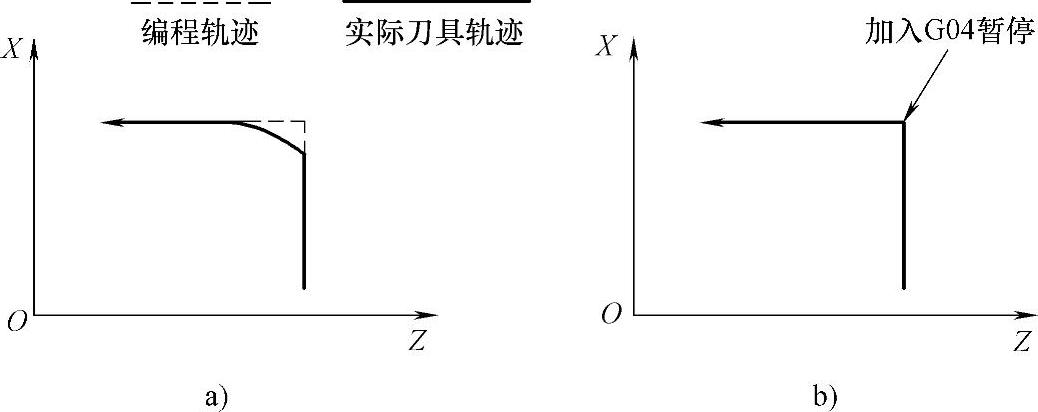
图2-9 两程序段过渡轨迹分析
a)未加G04暂停 b)加入G04暂停后
注:图2-9a所示的过渡轨迹,在数控铣削系统切削进给方式(G64方式,是系统的开机默认方式)时也可能出现,除用G04暂停外,还可以用准确停止指令G61或G09控制。
5)由于进给倍率调节范围的下限范围较大,因此数控编程时的进给速度一般取得偏大,以便实际中调整的空间更大。螺纹切削加工时进给倍率调节无效。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。