



1.主轴速度指令与控制
现代数控机床多采用地址符S指定主轴速度,其指令格式为:
G96/G97 S_;
其中,G96/G97是主轴速度控制指令,其含义如图2-5所示。在FANUC公司的原厂说明书中表述为“恒表面速度控制”和“恒表面速度控制取消”,实际上就是我们常说的恒线速控制与恒转速控制。该指令用于指定S指令中的数值单位,恒线速度的单位为m/min,而恒转速的单位为r/min。
主轴速度控制指令应用示例如下:
G96 S50;表示S指令指定的工件表面刀位点处的线速度为50m/min。
G97 S800;表示S指令指定的主轴转速为800r/min。
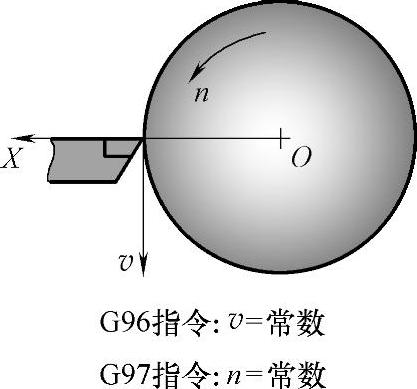
图2-5 G96/G97指令
2.恒线速控制主轴最大转速钳制
注意到车床主轴转速与线速度的关系为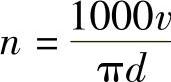 ,它清晰地表示出主轴转速n与线速度v及工件切削点直径d有关。在切削速度v一定的情况下,随着加工直径的减小,主轴转速是增加的,这在切断加工与车端面加工时可能出现速度无限增加的情况,显然,实际生产中是不允许的。为此,数控系统设计了一个最大主轴转速钳制指令,其指令格式为:
,它清晰地表示出主轴转速n与线速度v及工件切削点直径d有关。在切削速度v一定的情况下,随着加工直径的减小,主轴转速是增加的,这在切断加工与车端面加工时可能出现速度无限增加的情况,显然,实际生产中是不允许的。为此,数控系统设计了一个最大主轴转速钳制指令,其指令格式为:
G50 S_;
其中,S_为指令恒线速度控制时允许的最高主轴转速,单位是r/min。
在指令恒线速度控制时,必须在主轴速度指令段之前增加主轴转速钳制指令G50 S_,才可有效避免主轴转速无限增加的问题。(https://www.xing528.com)
以图2-6所示的车端面加工为例,当刀具运行到ϕ21.231mm时,主轴转速已达到1500r/min,这时即使刀具继续朝中心进给,由于N40程序段G50S1500的钳制,主轴转速不会继续增加。
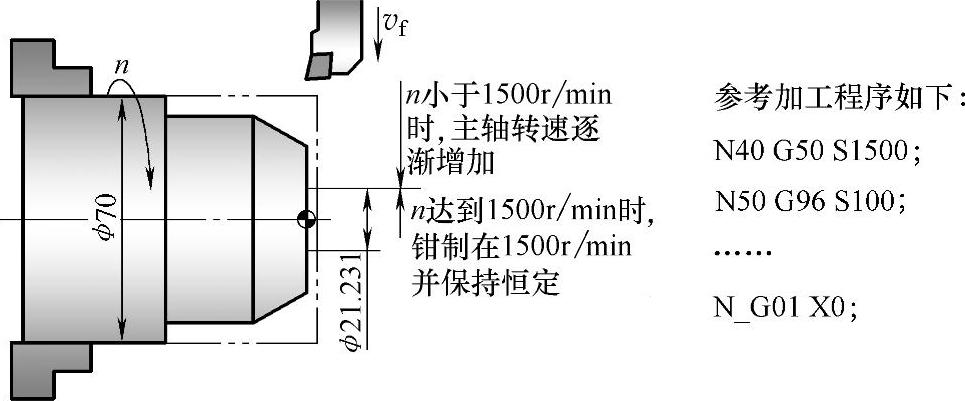
图2-6 G50指令钳制主轴转速
3.主轴速度控制指令应用技巧与禁忌
1)G96与G97指令是同组的模态指令。
2)数控车削系统默认设置为恒转速控制G97,它较为符合一般习惯。
3)恒线速度控制指令加工过程中的切削速度恒定,因此,加工表面的粗糙度较为均匀,适合于精加工。而恒转速控制加工过程较为稳定,粗加工时效果较好。
4)系统参数No.3771和No.3772可以钳制恒线速度控制时主轴的最低转速与最高转速。因此,建议速度钳制指令中的最大主轴钳制速度不超过参数No.3772的设置值,否则无意义。
5)恒线速度控制指令G96与速度钳制控制指令G50 S_宜配套使用,如图2-6中的参考程序所示,并且养成这样写程序的习惯,防止意外事件的发生。尽量不要单独使用恒线速度控制指令。
7)在程序中出现主轴起动指令M03或M04之前,G96指令程序段中的S指令值被当做S=0处理,即主轴不会旋转。
8)G96与G97指令指定主轴速度控制转换过程的两个程序段之间必须至少指定一个其他指令的程序段。
9)恒线速度控制对螺纹切削有效,因此螺纹加工,特别是车削圆锥螺纹与端面(涡形)螺纹时必须用G97指令指定为恒转速控制,严禁恒线速度控制加工螺纹。
10)快速移动指令G00程序段,恒线速度控制是以程序段终点坐标值计算得到的主轴速度控制的。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。