



【摘要】:近年来,纯粹的机夹式刀具已不多见,市场几乎由机夹可转位式刀具统治。图1-14 刀具的结构形式a)整体式车、铣刀 b)焊接式车、铣刀 c)机夹可转位式车、铣刀选择技巧与禁忌1)刀具的结构形式与刀具材料有关。高速钢材料多制作成整体式结构,而硬质合金材料多制成机夹式与焊接式结构。2)刀具的结构形式与切削刃的复杂程度有关。4)刀具的结构形式与生产纲领有关。
(1)刀具的结构 刀具按其结构形式不同可分为整体式、焊接式、机夹式及机夹可转位式,如图1-14所示。近年来,纯粹的机夹式刀具已不多见,市场几乎由机夹可转位式刀具统治。
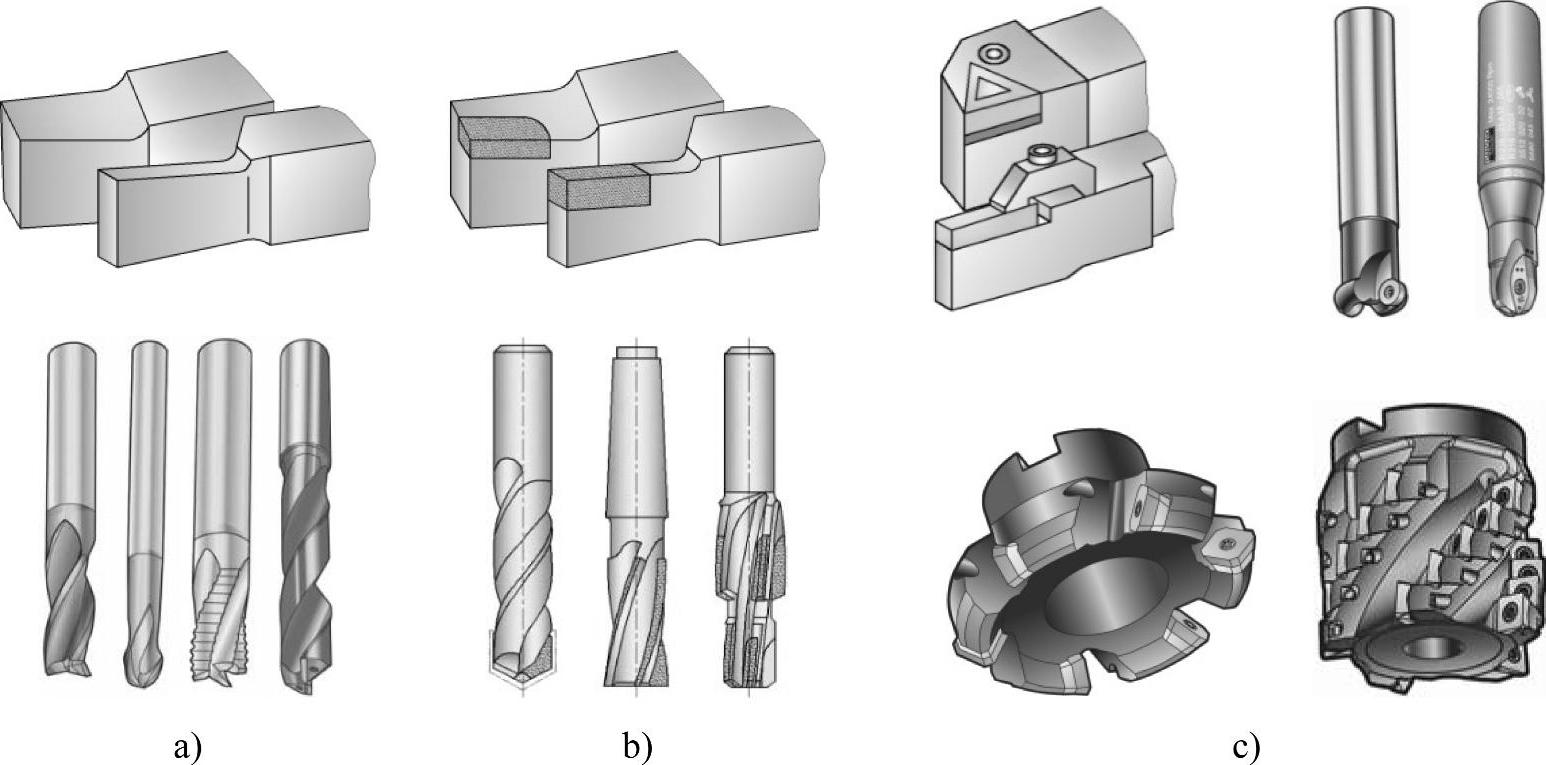
图1-14 刀具的结构形式
a)整体式车、铣刀 b)焊接式车、铣刀 c)机夹可转位式车、铣刀
(2)选择技巧与禁忌
1)刀具的结构形式与刀具材料有关。高速钢材料多制作成整体式结构,而硬质合金材料多制成机夹式与焊接式结构。(https://www.xing528.com)
2)刀具的结构形式与切削刃的复杂程度有关。一般切削刃复杂时多采用整体结构,如螺旋容屑槽的立式铣刀、麻花钻和铰刀等多制成整体式结构,硬质合金的焊接式刀具的切削刃尽可能做成直槽或较小的螺旋角。机夹式刀具刀片的切削刃一般制作得较为简单。
3)刀具的结构形式与刀具的结构尺寸有关。小型的刀具一般做成整体式,而较大尺寸的刀具一般做成机夹式,如面铣刀多为机夹可转位式。
4)刀具的结构形式与生产纲领有关。单件或单件小批量生产可以考虑用整体式刀具,批量生产尽可能使用机夹可转位刀具。
5)整体式刀具损坏更换新刀具时换刀与调整时间较长,而机夹可转位式刀具的转位与更换时间较短,且基本不用重新调整,只需改变刀具补偿值就可很快调整至满足要求,因此,数控加工建议尽可能采用机夹可转位的结构形式。
6)焊接式刀具由于存在焊接内应力,且刀具报废后刀杆基本不重复使用,因此实际生产中尽可能少用这种形式。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。