



辅助功能指令M是数控程序中不可或缺的功能指令,虽然其主要由机床生产厂家设计,但仍然遵循一定的规则。表1-3列出了数控机床常用的M指令。
表1-3 数控机床常用的M指令

(续)

M指令的应用技巧与禁忌表现如下:
(1)一定的通则
1)除数控系统保留的部分M代码(如M98、M99等)外,其余M代码一般由机床生产厂家设计,不同系统和厂家数控机床的M指令可能会有一定的差异,但M00~M05和M30的含义基本一致。
2)一般情况下,一个程序段中只能有一个M代码,若书写多个M代码则最后一个有效。例如执行程序段“S600 M03 M08”,机床仅仅是开切削液,主轴并不正转。
3)系统也可以通过参数No.3404#7(M3B)设置为同一程序段最多可以指定3个M代码。
4)要注意,M指令也有模态与非模态之分。
(2)常用M指令的功能
1)程序暂停M00和选择暂停指令M01。当程序执行到指令M00时,系统暂停,但各种模态数据仍然保留,仅停止主轴(注:有的机床不停主轴)、切削液等。当按下循环起动按钮,系统继续执行。而选择暂停指令M01是一种可选择的暂停指令,当机床操作面板上的选择停按键按下时,其与M00功能相同;当选择停按键释放时,则程序执行至M01时,机床无任何动作,直接跳过执行。有的机床称该指令为选择暂停指令。
应用技巧:暂停指令可用于加工过程中工件尺寸的测量、数控车削加工时工件的调头、具有齿轮传动变速系统的手动变速、加工过程中的手工排屑等操作。其中选择暂停指令M01可在批量生产时实现定期或不定期的抽检等。
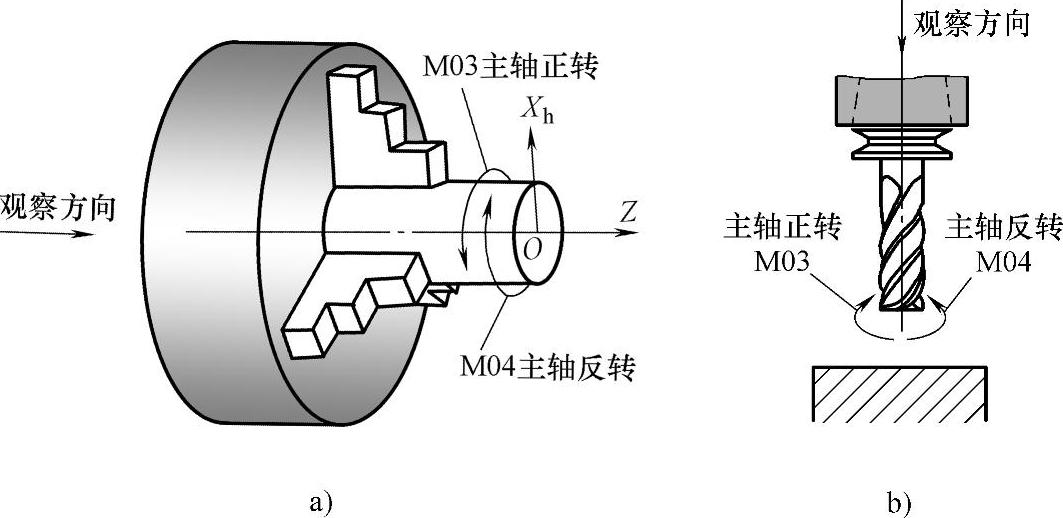
图1-13 主轴旋转方向判断
a)车床 b)铣床
某些厂家的机床,执行M00和M01指令时机床主轴不停转,此时必须在程序中配合使用M05指令使主轴停转。
2)主轴起动与停止指令M03/M04与M05。其中主轴起动指令包括主轴正/反转指令M03/M04,M05指令是主轴停止指令。
应用技巧:
①主轴起动指令应用广泛,几乎每一个数控加工程序都要用到。
②理论上程序中用到了主轴起动指令,必然与主轴停止指令M05配合使用,但实际程序中却常常见不到M05,实际上,这个动作往往集成到M30和M02中去了。(https://www.xing528.com)
③主轴正、反转方向的判断可参见图1-13。对于车床,从主轴箱向尾座方向看,顺时针为正,逆时针为负;对于铣床,从主轴向工作台看,顺时针为正,逆时针为负。
3)程序结束指令M02和M30。由表1-3可见,M02指令称为程序结束指令,而M30指令常称为程序结束并返回程序头指令。实际使用中,这两个指令均是放在程序的最后,用于结束程序。
M02和M30的差异性分析:过去使用纸带记录和运行数控程序时,M02仅表示程序执行结束,但纸带并不倒带,而是处于程序执行完成的状态,下一次执行该指令时必须首先将程序纸带倒回到程序开始处。M30指令则表示程序执行完成后纸带倒回到程序开始处,如果是在加工同一个零件,则只需按下循环起动按钮,就可以立即执行程序。前者使用时的纸带倒带可以在机床外执行,这对于较大的数控程序可有效减少倒带占用机床的时间,提高机床的工作效率。近年来,数控系统均是以软件代替逻辑硬件的计算机形式的系统,这种系统的程序倒带仅仅表现为光标(又称指针)返回程序头,这在现代的数控系统中是瞬间完成的过程,因此,光标返回程序头这种类似于倒带的功能对机床的工作效率几乎没有任何影响。
正是基于这种特点,现代数控系统的M02和M30往往设计成功能相同。即使设计不同也没有关系,按下机床操作面板上的RESET键可以迅速使光标返回程序头。
为保留M02的特点,FANUC 0i系统中,可以通过参数No.3304#5(M02)设置M02指令执行后光标是否返回程序头。
应用技巧:
①M02与M30指令均是放在程序的最后,用于程序的结束。
②执行M02与M30结束程序后,机床的主轴、进给、切削液等全部停止,所有模态参数取复位状态。
③注意到机床操作面板上的RESET键可以在程序执行的任何阶段停止程序并将光标返回程序头,因此,若所使用机床的M02指令不具有返回程序头功能,多按一次RESET键即可。
④常用的切削液操作指令有开启指令M08和关闭指令M09。对于有两组切削液的数控机床,则会增加一个M07指令控制2号切削液的开启。
4)主轴定向停止指令M19。主要用于数控加工中心换刀时主轴的定向停止。
应用技巧:部分固定循环指令必须以此指令为基础。注意,部分数控铣床未设置该功能,故部分孔加工固定循环指令无效。
5)刚性攻螺纹指令M29。指定机床进入刚性攻螺纹模式,此时,Z轴进给与主轴的转速之间建立起严格传动比,适合刚性夹头攻螺纹加工。
应用技巧:
①刚性攻螺纹模式机床主轴必须装有位置编码器。
②要使M29指令有效,必须确保参数No.5210设置为0。
6)主轴低/高挡指令M40/M41,一般用于机械换挡指令,配合变频调速实现全范围无级调速。
应用技巧:
①伺服主轴的数控机床一般不需要该辅助指令。
②若机械换挡的数量大于2时,可能还有M43、M44等。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。