



1.主、子程序的概念
数控系统可以直接执行某一个加工程序,也可通过程序中相关指令调用某一程序,被调用的程序称为子程序,直接执行并调用子程序的加工程序可称为主程序。
2.主、子程序的结构
FANUC 0i系列数控系统的主、子程序结构基本相同,仅结束指令不同,前者一般为M30或M02,而后者一般为M99。
3.子程序调用指令及程序执行分析
FANUC 0i系列数控系统的子程序调用指令为M98,子程序可由主程序调用,也可由子程序调用,后者称为子程序嵌套。
子程序调用格式为:
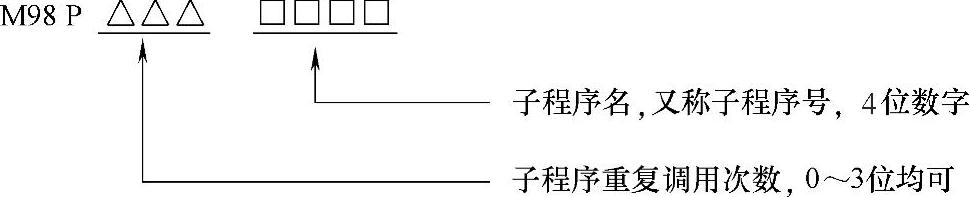
一个调用指令可以重复调用子程序最多达999次,当不指定重复次数时,则子程序只调用一次。
M98指令调用子程序,程序流转向子程序并开始执行,直至子程序结束指令M99,程序流转回调用子程序的M98指令程序段下一个程序段开始执行。图1-1所示为子程序调用3次的执行顺序。
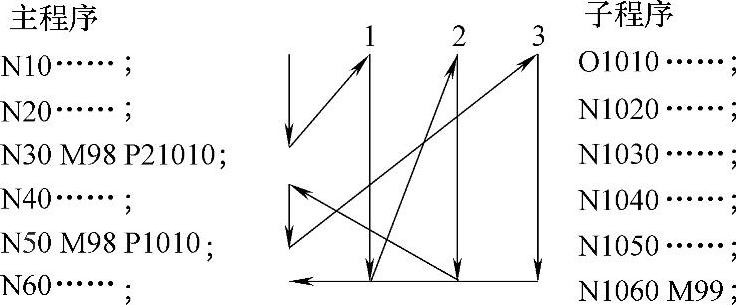
图1-1 子程序调用示例
4.使用技巧与禁忌
(1)主、子程序结构与指令 不同数控系统的主、子程序结构与调用指令会有差异,有兴趣的读者对比西门子数控系统就一目了然了。
(2)子程序嵌套深度 FANUC 0i系列数控系统的子程序最多允许嵌套4级,如图1-2所示。
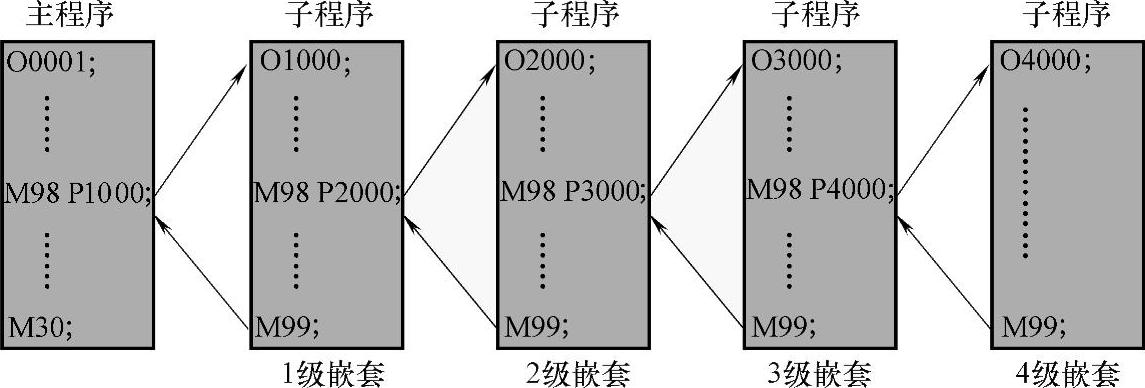
图1-2 子程序嵌套(https://www.xing528.com)
(3)子程序的一般应用分析
1)零件上具有若干处相同的轮廓形状。在这种情况下,只要编写一个加工该轮廓形状的子程序,然后用主程序多次调用该子程序的方法完成对工件的加工。
2)加工中反复出现具有相同轨迹的走刀路线。如果相同轨迹的走刀路线出现在某个加工区域或在这个区域的各个层面上,采用子程序编写加工程序比较方便,在程序中常用增量值确定切入深度。
3)在加工较复杂的零件时,往往包含许多独立的工序,有时工序之间需要适当的调整。为了优化加工程序,把每一个独立的工序编成一个子程序,这样形成了模块式的程序结构,便于对加工顺序进行调整,主程序中只有换刀和调用子程序等指令。
(4)子程序的特殊应用分析
1)在子程序结束指令之后用P指定一个顺序号作为返回到主程序中的目标,这时子程序结束时不返回调用该子程序的那个程序段的下一个程序段,而是返回到由P指定其顺序号的那个程序段。程序流示例如图1-3所示。
注意,此方式必须在自动运行方式下才有效。此方法比起正常的返回到主程序方法要耗费长得多的时间。
2)在主程序中执行M99,可控制程序流返回主程序起点。若主程序中书写为M99 Pn,则控制主程序流转到顺序号为n的程序段。这两种应用与“程序段跳跃”功能有机结合,可达到特殊的效果。程序流向如图1-4所示。
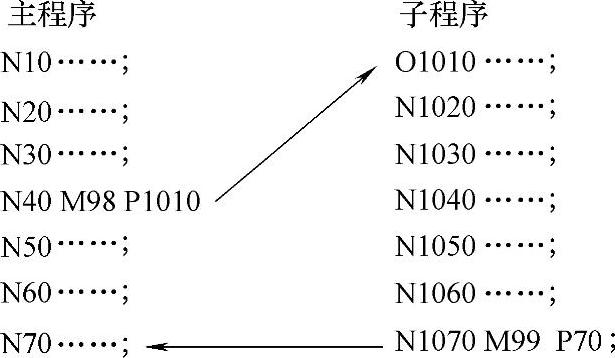
图1-3 子程序特殊应用示例1
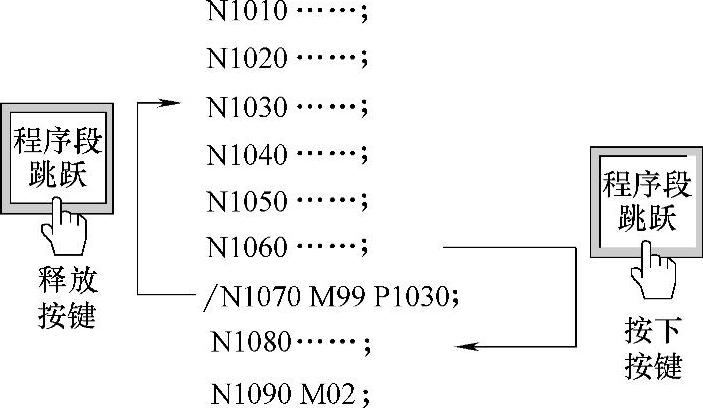
图1-4 子程序特殊应用示例2
读懂以上程序后可以看出,利用机床操作面板上的“程序段跳跃”按键控制,可实现数控机床的考机运行。
3)图1-5所示的程序示例,也具有考机运行的功能。要结束这个程序,必须将包含M02或M30的程序段放置在适当的位置,并将“程序段跳跃”开关设置为断开。这个开关要先设定,不要临时设定。
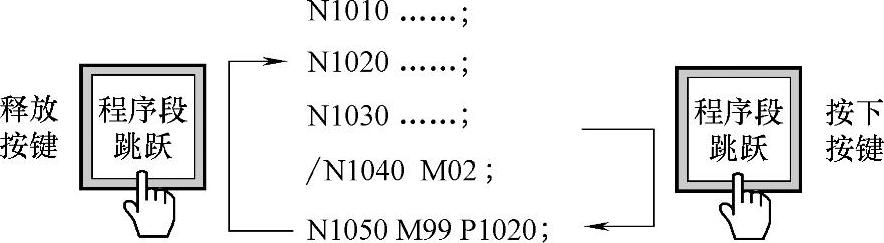
图1-5 子程序特殊应用示例3
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。