



钣金件是一类特殊的零件,这类零件具有基本均匀的厚度,是通过剪床、冲床、折床等加工设备或工具将平整的薄板加工而成的。概括地说,钣金加工是根据薄板材料的可塑性,利用各种钣金加工机械和工具对薄板件施以各种加工方法,如冲压、弯曲、拉伸等,从而制造出所需的薄板零件形状。通过钣金加工的常见零件有工业机箱、铁桶、通风管道、汽车金属车身和各类弹片等。
在由钣金件组成的产品中,相关钣金件的组合需要用到点焊机,或者利用铆钉、自攻螺纹、螺钉、卡槽等。
在常温(或室温)下,利用钣金压力设备进行钣金加工(包括金属切削加工、使金属产生塑性变形的加工等),可以使金属工件获得一定的形状、尺寸精度和表面粗糙度,这样的加工方法通常被称为“冷加工”。在低于再结晶温度下使金属产生塑性变形的冷加工工艺主要包括冷轧、冷拔、冷锻、冲压、冷挤压等。随着现代工业的快速发展,钣金冷加工技术已经得到了迅速的发展。
由于钣金加工可以使用模具来实现钣金的分离和塑性变形,所以便于实现生产自动化,生产效率很高。另外,钣金加工与其他加工方法相比,具有成型容易、效率高、表面质量好、后处理简单等优点。正是这些优点使得钣金加工在零件加工行业具有举足轻重的地位。
在钣金加工中,需要了解表1-1所示的常见专业术语。
表1-1 钣金加工的常见专业术语(https://www.xing528.com)
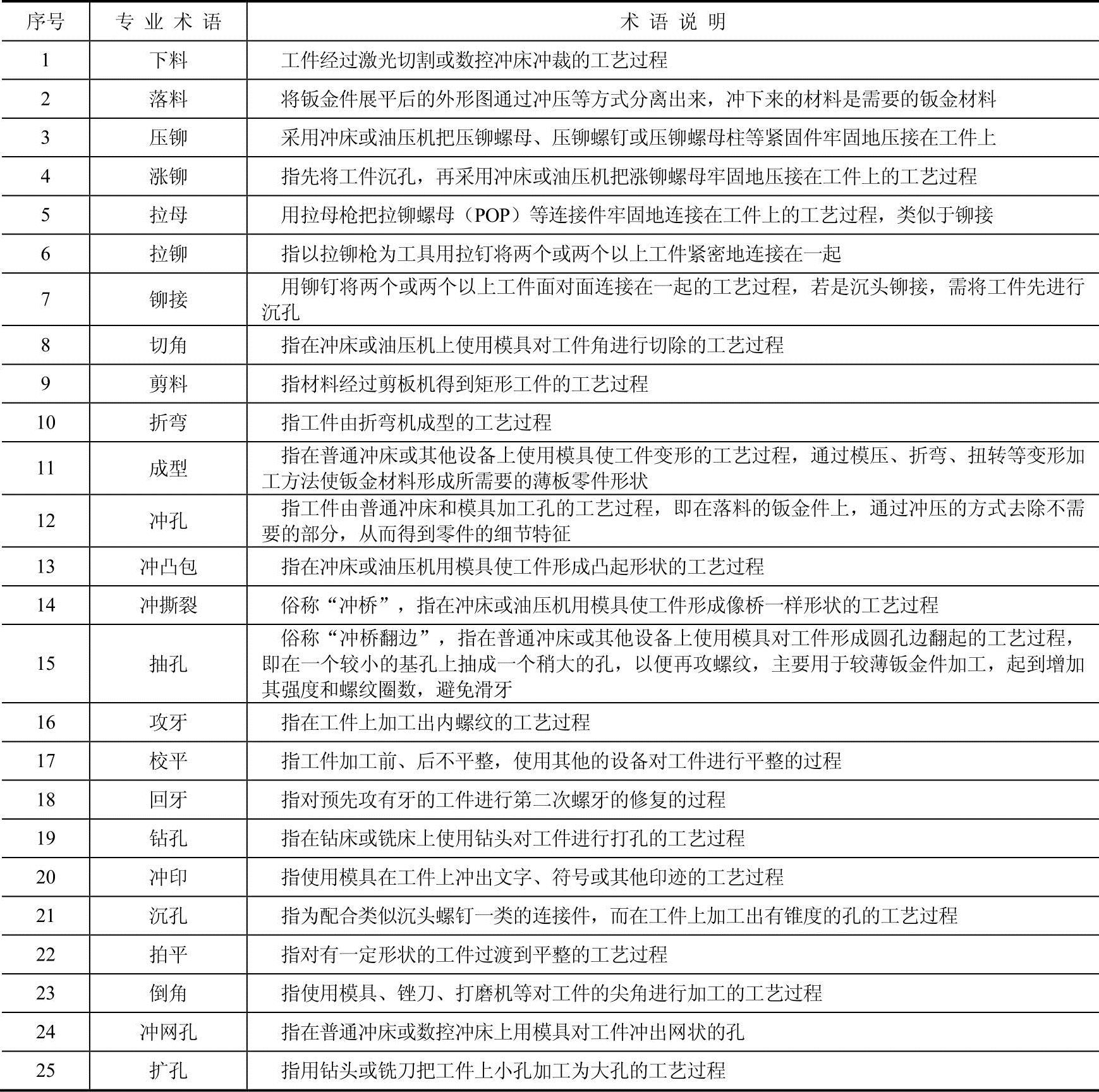
在上述钣金加工术语当中,需要注意落料与冲孔的区别。落料与冲孔的区别在于:落料冲下来的材料是需要的钣金材料;而冲孔冲下去的材料一般不再使用,需要的材料则是保留下来的部分。
钣金件传统的加工工艺,以粗放展开加工并结合机械切削为特点。一般先近似以展开尺寸放样落料,预留后续加工余量后进行折弯;待折弯后再修准尺寸,加工孔槽等细节特征。传统加工工艺对钣金展开图精度要求较低,存在着工艺路线复杂、效率低、浪费材料以及加工质量不易保证等缺点。现代折弯钣金件的加工工艺是基于现代冷加工技术的先进加工工艺,以精确展开加工、零机械切削为特点,可以先按照展开图全部切割出外形及孔、槽等,然后折弯成型。现代折弯钣金件加工工艺具有工艺路线简化、效率高、加工质量好、适合标准化生产等诸多优点,但对钣金展开图的精度要求高。
随着计算机图形技术的飞速发展,现代设计人员可以使用CAD技术随时获得钣金件的展开图以及钣金折弯回去的效果图。在Creo Parametric系统中,设计人员可以根据实际情况设置钣金材料的属性、厚度等参数,从而得到钣金的初步展开数据。再通过试制样件,量取样件尺寸与设计尺寸之间的差别,对钣金展开数据进行修正。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。