



学习目标
1.了解气门铰削、研磨的工艺流程
2.掌握气门铰削、研磨的基本技能
基础知识
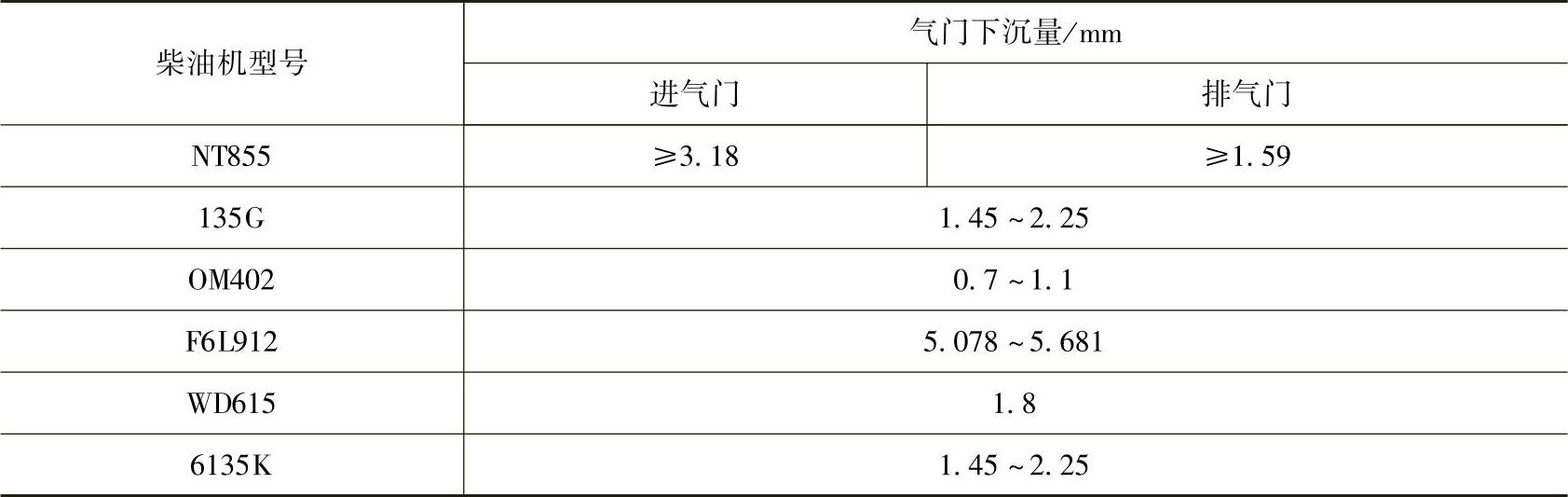
柴油机气门座圈在工作中因承受高温、高压气体侵蚀和连续冲击载荷的作用,工作面磨损在所难免。工作锥面容易出现麻点、凹坑、金属剥落、磨损变宽等现象,造成气门关闭不严,缸压下降,柴油机动力不足。当气门下沉量超差(表3-2),或气门座圈损坏时,必须更换气门座圈。
表3-2 柴油机气门下沉量
实际操作
一、气门座圈更换
1.拆卸
(1)采用拉拔器 气门座圈拉拔器是一种专用工具,如图3-3所示,可自制。它拆卸效率高、不会损坏缸盖。
(2)加热法 如锈蚀严重或没有专用工具时,可采取直接加热座圈(如使用乙炔焊加热座圈或直接在座圈上堆焊一层金属等方法使其升温,待其自然冷却收缩后撬出。
(3)砸出法 如用以上方法仍不能取出座圈,则可采取下述方法取出:将旧气门头部用砂轮磨得比气门座略小,然后将气门和座圈焊接在一起,最后用锤子将气门和座圈一起打出。
2.装配
在装配新气门座圈时,要测量确认座圈孔与座圈之间的配合是否符合要求。一般情况下,进气门座圈与座圈孔的过盈量为0.075~0.12mm,排气门的为0.10~0.16mm。镶入座圈后的端面低于缸盖平面的尺寸也应符合要求,否则应修整座圈高出部分。气门座圈的材料为耐热铸铁,如直接安装,往往会将座圈砸裂或镶不到位,损伤座孔。为避免机件损坏,可采取以下两种方法。
(1)冷缩法 有条件的可将座圈放入-196℃的液氨中保持15~20s,而后迅速放入座圈孔内。如无条件,则可将座圈置于-30℃的冷柜内保持2h以上,取出后迅速装入座圈孔即可。
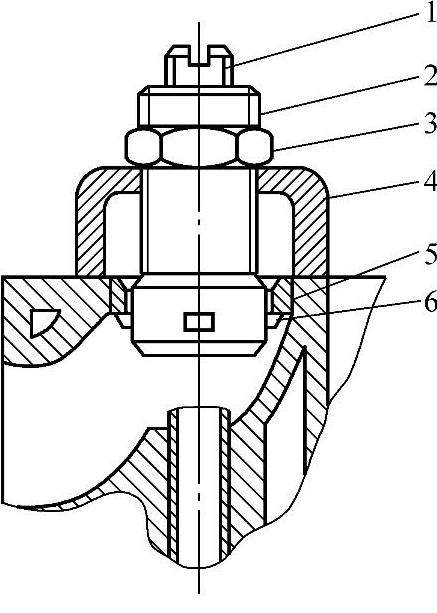
图3-3 气门座圈拉拔器
1—调整顶杆 2—拉拔器体 3—螺母 4—支架 5—气门座圈 6—拉爪
(2)加热法 也可加热座圈孔到100~180℃,再垫以软金属迅速将座圈压入座圈孔内。加热时最好对缸盖整体加热,以防缸盖受热变形。
二、气门铰削步骤
1)修理气门座前,应检查气门导管,若不符合要求应先更换或修理气门导管。严禁在气门铰削、研磨完成后更换气门导管,否则会使气门密封性难以保证。

图3-4 气门铰刀
2)按气门头部直径和气门座各锥面角度选择一组合适的气门座铰刀(图3-4)。按气门导管内径选择合适的气门座铰刀杆,铰刀杆插入气门导管应能灵活转动但不松旷。
3)先用45°铰刀加工气门座工作锥面,直到工作面全部露出金属光泽。(https://www.xing528.com)
注意:如图3-5所示,铰削时两手握住手柄垂直向下用力,并只做顺时针方向转动,不允许倒转或只在小范围内转动。
4)用修理好的气门或新气门进行初研试配,根据气门密封锥面接触环带的位置和宽度进行调整铰削。接触环带偏向气门杆部,应用75°的铰刀铰削;接触环带偏向气门顶部,应用15°的铰刀修正。使用45°工作面铰刀应与15°和75°锥面铰刀交替反复铰削,才能使工作面的位置和宽度达到规定的技术要求。
位置要求:如图3-6所示,气门工作面位置应在气门头斜面的中间且略偏向气门杆方向。

图3-5 气门铰削
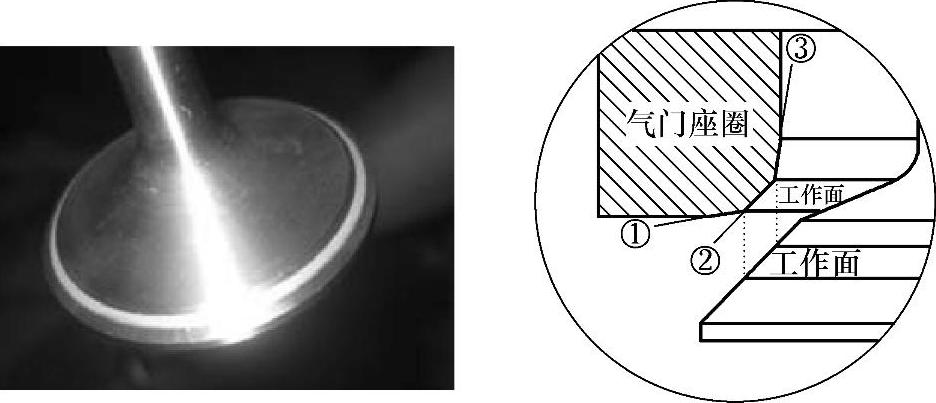
图3-6 气门工作面
①—15°铰刀加工面 ②—45°铰刀加工面 ③—75°铰刀加工面
环带宽度:进气门-1.0~2.2mm,排气门-1.5~2.5mm(仅供参考,具体车型的准确值请查阅相关维修资料)。
三、气门座的研磨
气门座圈经过铰削后,工作面仍然较粗糙,必须进行研磨。具体操作如下。
1)先使用粗砂(凡尔砂)研磨出一条平整、无斑点的接触线带,然后洗去粗砂,换上细砂研磨。直至气门座及气门头的工作面均出现一条整齐而呈灰色无光泽的环带,再洗去研磨膏,用机油拍磨片刻即可。气门研磨机有电动和气动两种,如图3-7所示。无条件时,气门也可以手工研磨。

图3-7 气门研磨机
a)电动气门研磨机 b)气动气门研磨机
2)密封性能试验
①油浸检查。先将气门组零件按技术要求组装好,再从气门孔注入柴油或煤油,等待3~5min后观察气门和气门座的结合面,若无渗漏现象,则表明密封性能良好,研磨质量合格。
②印油检查。在气门头锥面上薄薄地涂一层印油,然后将气门放在气门座上旋转1/4圈,如看到气门座环带全部染上印油,且十分整齐,则表明密封性能良好,研磨质量合格。
特别提示
1)在研磨操作过程中,绝对不允许研磨砂(或研磨膏)落入气门导管与气门杆之间,以防损坏气门杆与导管的密封性能。
2)研磨后的气门要做好标记,不得窜装。气门密封性不只与工作面状况有关,气门导管间隙过大、气门下沉量过大、气门弹簧弹性减弱均会影响气门密封性。
你学会了吗?
1.气门工作面位置应是怎样的?工作面宽度大约是多少?
2.气门座圈的常用安装方法有哪些?如何操作?
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。