



学习目标
1.了解柴油机气缸的结构类型
2.掌握气缸镗磨的基本工艺和方法
基础知识
1.气缸结构类型
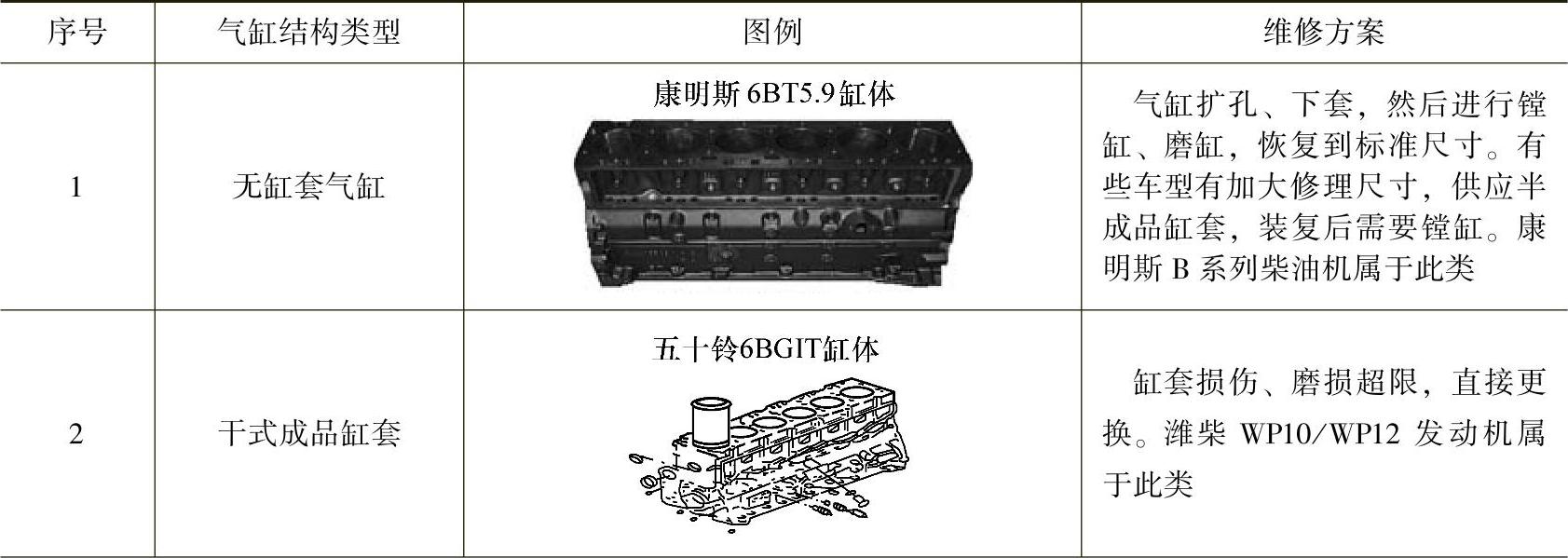
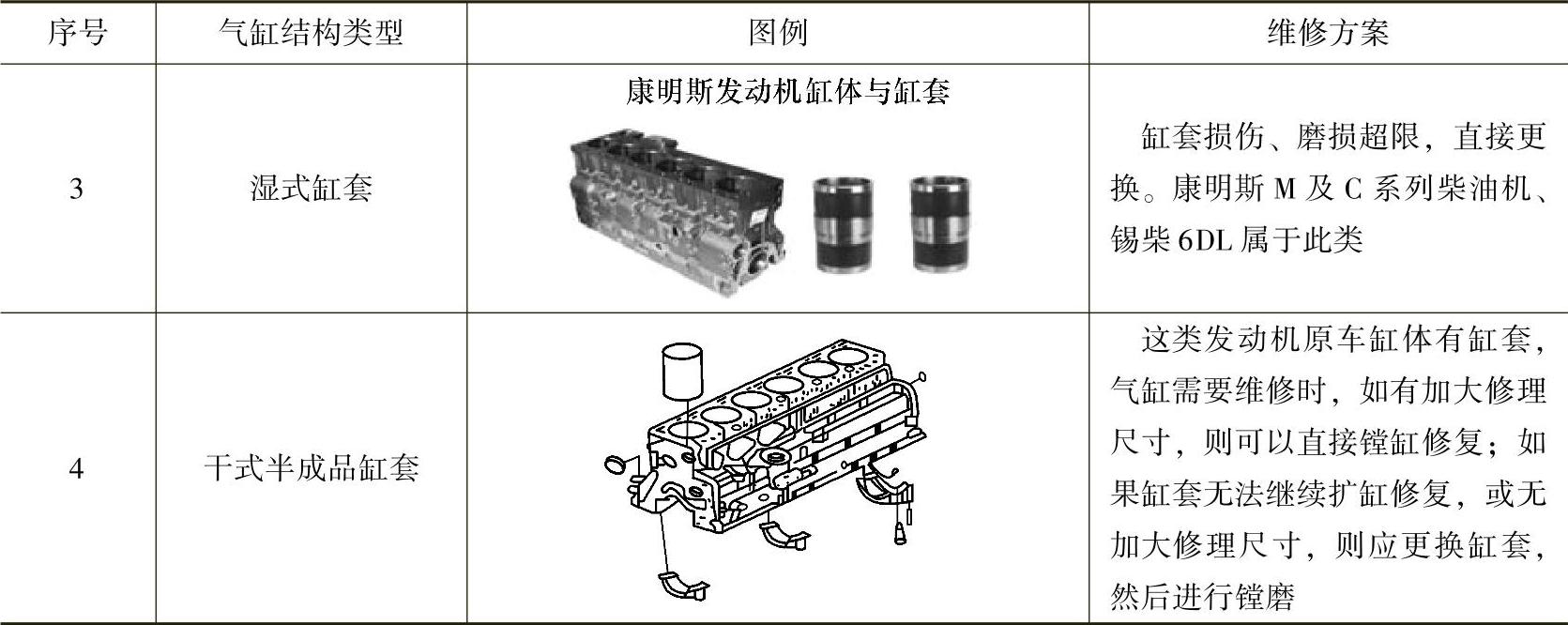
气缸可分为无缸套气缸和有缸套气缸两种。缸套又分为湿式缸套和干式缸套两种。湿式缸套均为成品,新缸套安装后即可使用,无需再进行机械加工(镗缸、磨缸)。干式缸套有成品缸套和半成品缸套,成品缸套更换后即可使用,无需加工;半成品缸套内径留有加工余量,缸套完成安装后需要镗磨。表3-1列出了不同气缸结构的维修方案。
表3-1 不同气缸结构的维修方案
(续)
2.气缸修理尺寸
气缸修理尺寸一般级差为0.25mm。气缸加大修理尺寸级别主要有+0.25mm、+0.50mm、+0.75mm、+1.00mm。具体到某一个机型,是否有修理尺寸,以及有哪几个级别应查阅相关维修资料确认。
3.镗缸机
镗缸机有移动式和固定式两种(图3-1)。移动式镗缸机(图3-1b)灵活性强,成本较低;固定式镗缸机(图3-1a)镗磨精度高,设备成本较高。
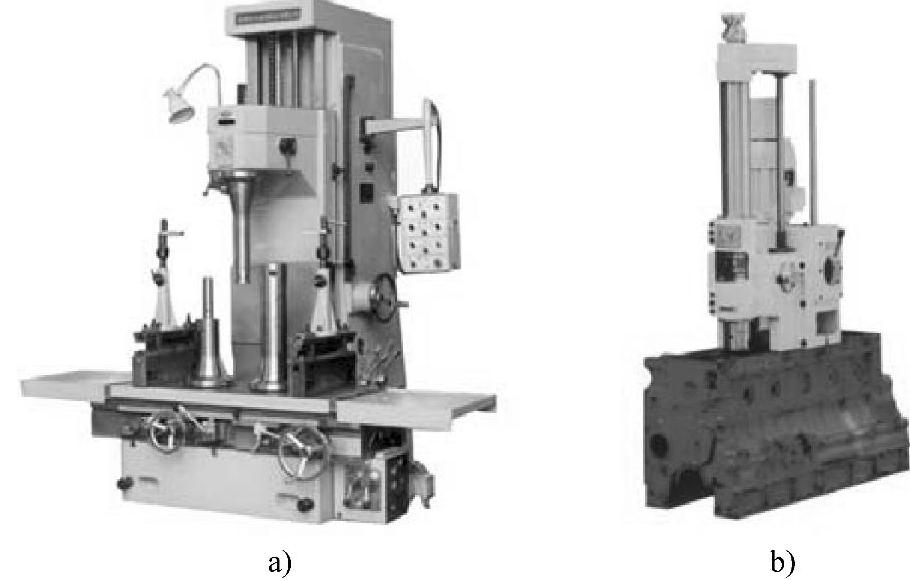
图3-1 镗缸机
a)固定式镗缸机 b)移动式镗缸机
实际操作
(1)气缸的修理级数确定(图3-2) 气缸修理级数依据气缸最大磨损值确定。选择原则是保证气缸最大磨损处的加工余量不小于0.1mm(偏心法,如果采用同心法则此值应为0.2mm左右)。当加工余量小于0.1mm时,不能保证不漏镗(注:漏镗指气缸最大磨损处未能加工到的一种现象)。换句话说就是要保证气缸镗磨后的尺寸大于气缸最大磨损值0.1mm以上。
(2)镗削量的计算 气缸的修理级数确定后,先选定相应修理级数的活塞,然后根据活塞直径和气缸直径计算镗削量。柴油机的活塞与气缸配合间隙一般为0.15mm(具体车型会有差异)。磨缸余量一般为0.02~0.04mm,镗削量可按下式进行计算:(https://www.xing528.com)
镗削量=活塞裙部最大直径-气缸最小直径+活塞与气缸配合间隙-磨缸余量
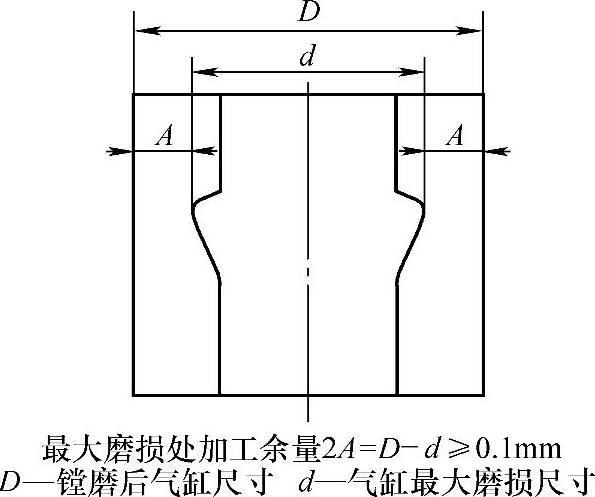
图3-2 气缸修理级数确定
(3)镗缸定位基准的选择 为保证镗缸质量,在操作上应注意做好定位基准的选择。选择镗缸定位基准的目的,是保证气缸镗削后,各缸中心线与曲轴主轴承座孔中心线在一个平面上并相互垂直。固定式镗缸机以缸体底面前后两主轴承座孔和气缸上口作定位基准,其镗缸精度比较高。移动式镗缸机则以气缸顶平面作为定位基准。
(4)确定气缸镗削中心 确定气缸中心有同心法和偏心法两种。同心法,是在气缸未磨损部位定中心,可以保证各缸镗削后中心线与原来相同。偏心法,是在气缸最大磨损部位定中心,镗削后的气缸中心线发生偏移。固定式镗缸机的定心是靠装在镗杆上的定心杆完成的。定心杆,由螺钉调整到与气缸直径对应的位置,然后将镗杆伸入到缸口未磨损的台肩部位(若缸口台肩被刮过,则需以缸套下部未磨损部位定位),使定心杆球端距离气缸顶面3~4mm。转动镗杆,检查定心杆与气缸表面接触是否均匀。当定心杆与缸壁四周间隙相等时,表明已经对正中心。
在实际生产中,为减少每次镗缸的镗削量,也可采用偏心法来镗缸。但只适用于镶过缸套并在允许偏移范围内的气缸。这是因为偏心法镗缸会使气缸中心偏离原有中心,当偏心过大时,会使活塞与缸壁间的受力情况变差,导致偏缸,进而增加气缸的磨损,缩短发动机使用寿命。
(5)选择适当的吃刀量 镗削量确定后,应根据每次允许的吃刀量考虑镗削次数。一般铸铁气缸,第一刀切削深度应不大于0.05mm,因为气缸表面有硬化层且气缸磨损不均,吃刀量过大、切削力过大会引起振动,不仅影响气缸加工质量,还有损于镗缸机,加剧刀具的磨损。中间几次可以大一些,但不得超过镗缸机限制的最大允许吃刀量。最后一刀,切削深度应控制在0.03~0.05mm,以保证镗削的精度和表面粗糙度。
镗缸的切削要求:对于一般灰铸铁缸体(硬度为180~230HBS),采用YG6或YG8硬质合金刀具;切削速度为125~150m/min;进给量为0.10~0.15mm/r;吃刀量如前所述。气缸应隔缸镗削。镗缸后缸口应加工成75°倒角,以便装配活塞连杆机构,注意倒角宽度应符合规定。
(6)镗缸的工艺过程及技术要求 镗缸必须在缸体螺孔、焊补等其他作业完毕后才可进行,镗缸工艺步骤如下。
1)根据量缸测量结果,确定加大扩缸修理尺寸。
2)根据修理尺寸选定同尺寸的活塞,同组的活塞重量、尺寸应一致,气缸的镗削量计算如前所述。
3)测量选用活塞的直径尺寸,根据配缸间隙,留出粗镗、精镗加工余量及珩磨余量。
4)确定起镗尺寸,初镗进刀量一般在0.03~0.05mm。
5)粗镗,留精镗加工余量为0.10mm。
6)精镗,留珩磨余量为0.03mm。
(7)气缸珩磨 珩磨使气缸达到规定尺寸及表面粗糙度。珩磨后,缸壁表面粗糙度Ra值应不大于3.2μm,在缸套表面形成均匀一致的凸凹痕迹(缸壁的表面有60°可见网纹,缸壁呈泛灰蓝色);气缸的圆度误差应不大于0.005mm,圆柱度误差应不大于0.015mm;同时要保证气缸与活塞之间合适的配合间隙。
在珩磨过程中要随时注意检查气缸的尺寸。一般用量缸表或用活塞试配加工尺寸变化情况。但应注意,加工过程中所产生的切削热量,可能影响到气缸直径的变化,测量时要考虑这一因素,用活塞试配要在珩磨加工结束半小时后进行。活塞与气缸配好后,应在活塞顶部打好缸号,以防装配时错乱。
你学会了吗?1.为防止出现漏镗情况导致镗削量减小,一般采用哪种定心方法?2.同心镗缸和偏心镗缸哪一种更理想?为什么?
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。