



【摘要】:导柱和导套分别安装在塑料模的动模和定模上,是模具合模和启模的导向装置。导柱和导套采用压入的方式分别装入模板的导柱、导套孔内。因此,加工时除确保导柱、导套、模板等零件间的装配要求外。压入前应对导柱、导套进行选配。在两只导柱装配合格后,再装配第三只、第四只导柱。5)多导柱安装时,应将两只距离最大的导柱先安装。图9-34 导柱和导套的安装的几种形式a)Z1型 b)Z2型 c)Z3型 d)F1型 e)F2型 f)F3型
导柱和导套分别安装在塑料模的动模和定模上,是模具合模和启模的导向装置。
导柱和导套采用压入的方式分别装入模板的导柱、导套孔内。对于不同结构的导柱所采用的装配方法也不同。
1)短导柱可采用图9-32所示的方法压入。
2)长导柱应在定模板上的导套装配完成后,以导套为导向将导柱压入定模板内,如图9-33所示。
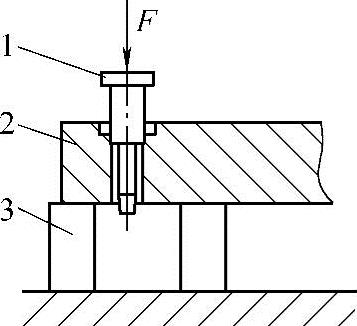
图9-32 短导柱的装配
1—导柱 2—模板 3—平行垫铁
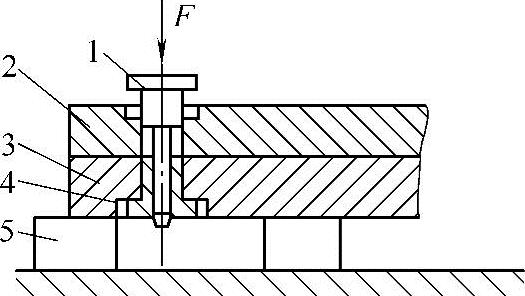
图9-33 长导柱的装配(https://www.xing528.com)
1—导柱 2—固定板 3—定模板 4—导套 5—平行垫铁
3)导柱和导套装配后,应确保定模板在启模和合模时都能灵活滑动,无卡阻现象。因此,加工时除确保导柱、导套、模板等零件间的装配要求外。还要确保动、定模板上的导柱、导套安装孔的中心距一致(其误差不大于0.01mm)。压入前应对导柱、导套进行选配。压入模板后导柱、导套孔应与模板的安装基准面垂直。
4)如果装配后启模和合模有卡阻现象,可用红粉涂抹导柱表面往复拉动定模板,观察卡阻部位和分析原因,然后将导柱退出并重新装配。在两只导柱装配合格后,再装配第三只、第四只导柱。每安装一只都要应进行上述的观察。
5)多导柱安装时,应将两只距离最大的导柱先安装。
定模中的主板和垫板,有时连同定模座板,其间分别装有与导柱固定段外径均相同的导套或导柱。因此,其装配方式可根据设计结构特点,分为正装(代号Z)和反装(代号F),如图9-34所示。其中F3型即为导柱定位段与后端定位段相同的外径,使用定模座板与型腔板定位。
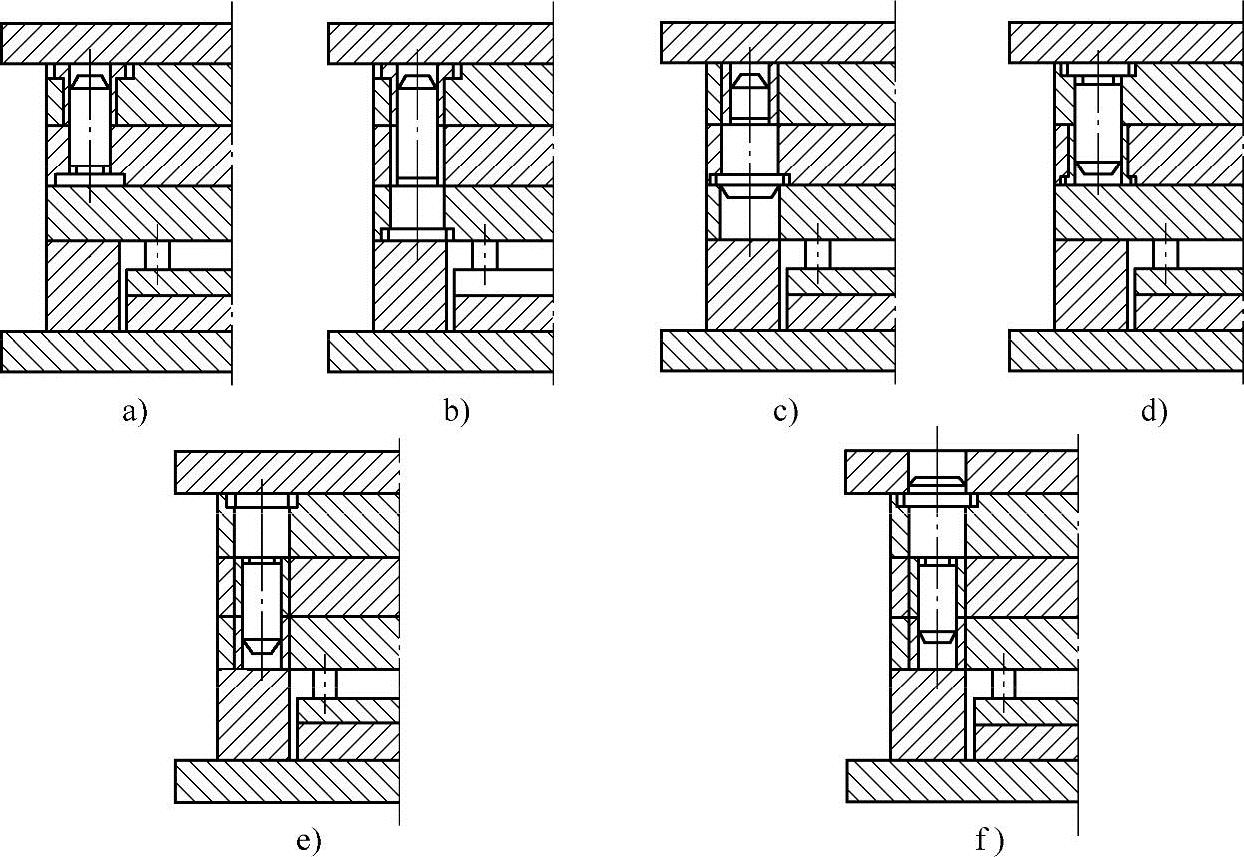
图9-34 导柱和导套的安装的几种形式
a)Z1型 b)Z2型 c)Z3型 d)F1型 e)F2型 f)F3型
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。