



由于塑料模的结构不同,型芯在固定板上的固定方式也不同。常见的固定方式,如图9-21所示。
图9-21a固定方式的装配过程与装配带台肩的冷冲模凸模相类似。在压入过程中要注意确保型芯的垂直度,不损坏孔壁和不使固定板产生变形。型芯和型腔的配合要求经修配合格后,在平面磨床上用等高垫铁支承磨平端面A。
为了确保装配要求,应注意以下几点:
1)检查型芯高度和固定板厚度在装配后,能否达到设计要求,型芯台肩平面应与型芯轴线垂直。
2)固定板的通孔与沉孔平面的相交处一般为90°角,而型芯上的与之配合部位往往呈圆角,装配前应将固定板的上述部位修成圆角,使其不对装配产生不良影响。
图9-21b所示固定方式,常用于热固性塑料压模。对某些有方向要求的型芯,当螺钉拧紧后型芯的实际位置与理想位置往往出现误差,如图9-22所示。α为理想位置与实际位置之间的夹角,型芯的位置误差可通过修磨a面或b面予以消除。为此,应先进行预装并测量出α角度大小,其修磨量Δ修磨可按下式计算:
式中 P——连接螺栓的螺距(mm);
α——误差角(°)。
图9-21c所示的固定方式,对某些有方向要求的型芯,装配时只需按设计要求将型芯调整到正确位置后用螺母固定,使其装配过程简便。这种固定方式适用于固定外形为任何形状的型芯以及在固定板上同时固定几个型芯的场合。
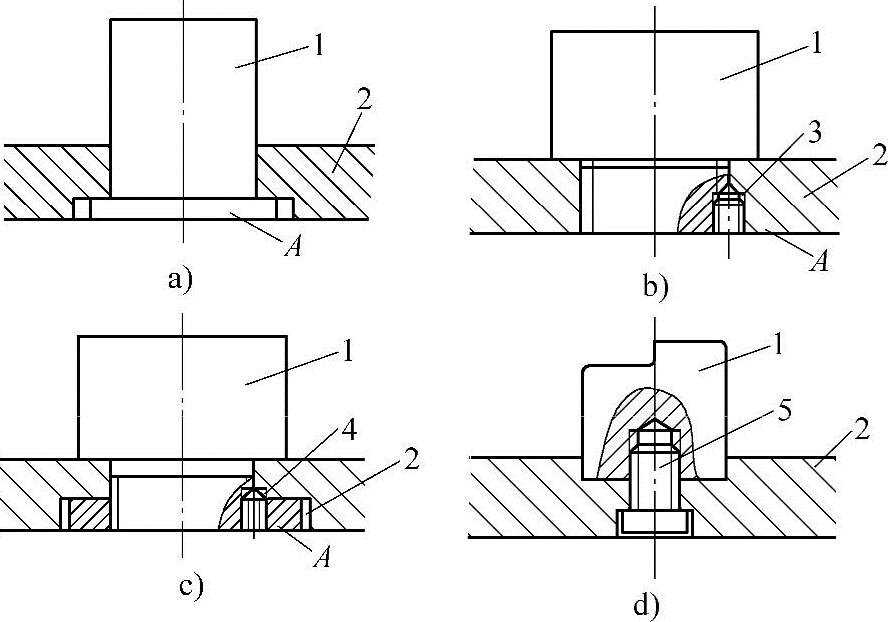
图9-21 型芯的固定方式
a)采用过渡配合 b)用螺纹固定 c)用螺母固定 d)螺钉紧固配合 1—型芯 2—固定板 3—骑缝螺钉 4—定位销 5—螺钉(https://www.xing528.com)
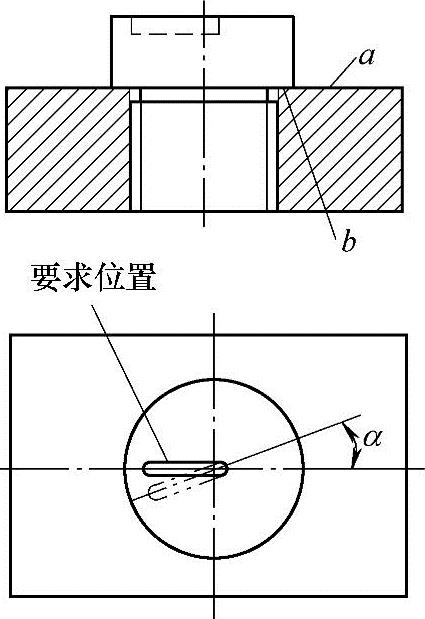
图9-22 型芯的位置误差
图9-21b、c所示型芯固定方式,在型芯调整好并紧固后要用骑缝螺钉定位。骑缝螺钉孔应安排在型芯淬火之前加工。
大型型芯的固定方式如图9-21d所示。装配时,可按下列顺序进行:
1)在加工好的型芯上压入实心的定位销套。
2)根据型芯在固定板上的位置要求,将定位块用平行夹头夹紧在固定板上,如图9-23所示。
3)在型芯螺孔口处抹红粉,把型芯和固定板合拢,将螺钉孔位置复印到固定板上后取下型芯,在固定板上钻螺钉过孔和加工沉孔,用螺钉将型芯初步固定。
4)通过导柱、导套把卸料板、型芯、型芯及支承板装合在一起,将型芯调整到正确位置后拧紧固定螺钉。
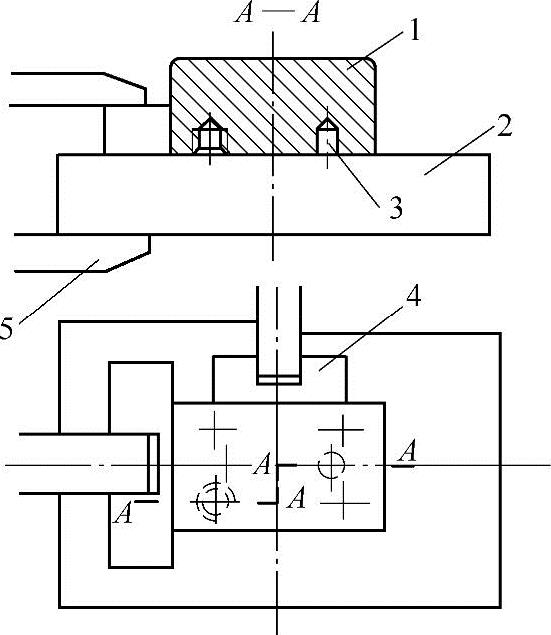
图9-23 大型型芯与固定板的装配
1—型芯 2—固定板 3—销钉 4—定位板 5—平行夹头
5)在固定板的背面划出销孔位置线。钻、铰销孔并打入销钉。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。