



1.凸模的装配
图9-15所示模具的凹模与固定板的配合采用H7/n6或H7/m6。总装前,应先将凹模压入固定板内,在平面磨床上将上、下面磨平。
图9-15所示模具的凸模与固定板的配合,也常采用H7/n6或H7/m6。凸模装入固定板后,其固定端的端面应与固定板的支承面处于同一平面内,且凸模应与固定板支承面垂直,其垂直度公差参照表9-5的规定。
表9-5 凸模与固定板的垂直度参考数据
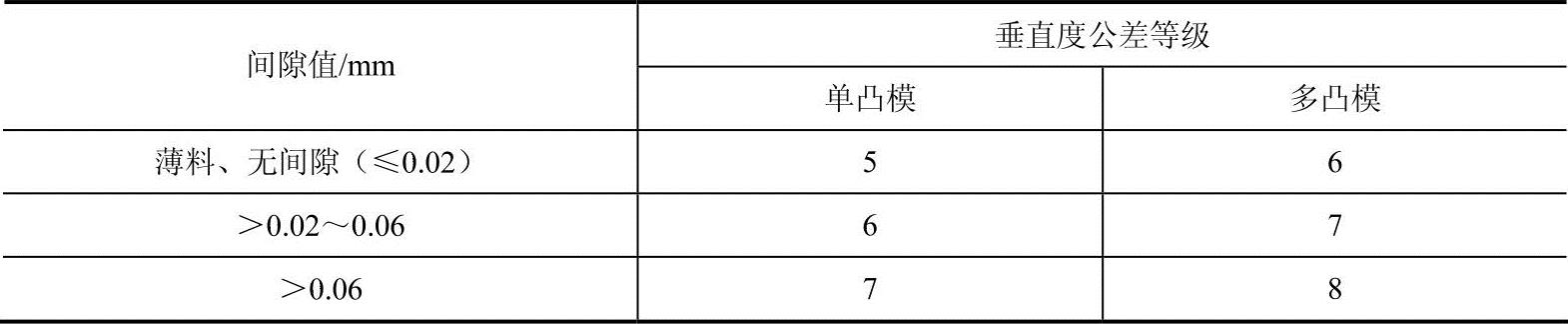
注:间隙值指凸,凹模间隙值的允许范围。
装配时,首先在压力机上调整好凸模与固定板的垂直度,并将凸模先压入固定板内1/3,复查其垂直度是否符合规定后再全部压入。凸模的装配参见图9-8。
最后确认垂直度合格后用锤子和凿子将凸模的上端铆合,并在凸模的上端与固定板一起磨平(参见图9-9a)。为了保持凸模刃口锋利,应以固定板的支承面定位,将凸模刃口端磨平(参见图9-9b)。
2.带台肩凸模的装配(https://www.xing528.com)
固定端带台肩的凸模(图9-19),其装配过程与铆合固定的凸模基本相似。压入时,应确保端面C与固定板的沉窝底部均匀贴合。否则,因受力不均可能发生台肩断裂。当在固定板上压入多个凸模时,一般先压入容易定位和便于作为其他凸模安装基准的凸模。通常是把最难定位或依赖其他零件通过一定工艺方法的凸模放在最后安装。
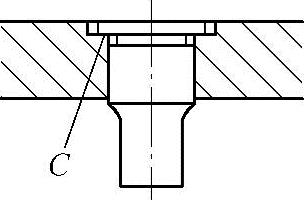
图9-19 带台肩的凸模
3.冲裁模的装配要点
在装配冲裁模时,要注意以下要点:
(1)合理地选择装配方法 前已述及,冲裁模的装配主要采用直接装配法和修配装配法两种。究竟哪种合适,必须具体分析其结构特点、冲裁模零件加工工艺和加工精度等条件,以选择最方便、最可靠的方法来保证装配质量。
(2)要合理地确定装配顺序 冲裁模的装配最主要是保证凸模和凹模的对中,使其间隙均匀。为此,必须考虑上、下模的装配顺序,否则会出现间隙不易调整等情况。
(3)要合理控制凸、凹模间隙 这是冲裁模装配的关键所在。如何控制间隙,视模具结构特点、间隙大小以及装配条件和操作者技术水平而定。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。