



1.模柄的装配
模柄用来将模具活动部分与压力机滑块相连接。模柄有多种形式,它与模座的连接方式也各不相同。如图9-15所示的冲裁模采用压入式模柄,模柄与上模座的配合为H7/m6。在装凸模固定板和垫板之前应先将模柄压入模座内,用角尺检查模柄圆柱面与上模座上平面的垂直度,其误差不得大于0.05mm。模柄垂直度经检查合格后再加工骑缝销孔(或螺孔)。装入骑缝销(或螺钉)后将端面在平面磨床上磨平。模柄的装配参见图9-10。
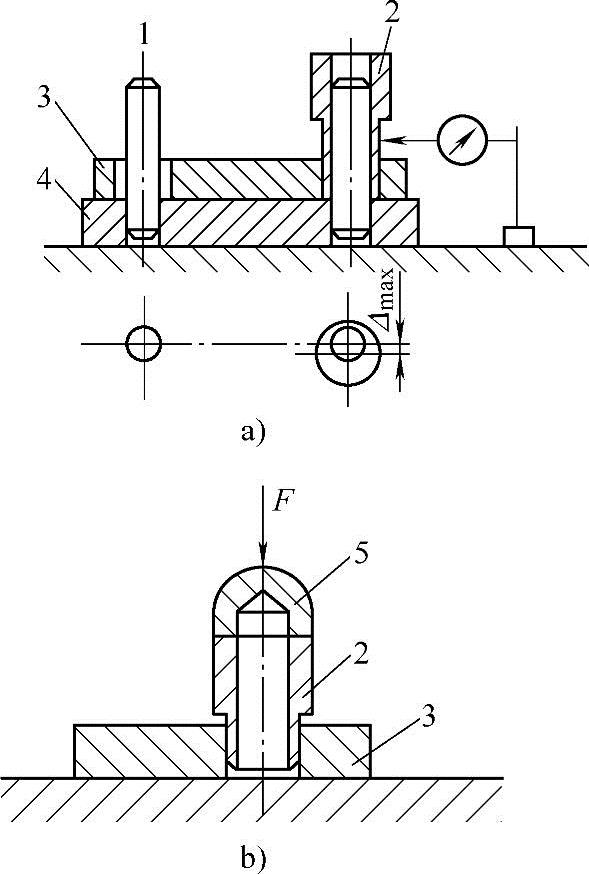
图9-16 导套的装配
a)装导套 b)压入导套 1—导柱 2—导套 3—上模座 4—下模座 5—帽形垫块
2.导柱和导套的装配
图9-15所示冲裁模的导柱、导套与上、下模座均采用压入式连接,导柱、导套与模座的配合分别为H7/r6和R7/r6。压入时要注意校正导柱与模座底面的垂直度。装配好的导柱的固定端面与下模座底面的距离不小于1~2mm。
导套的装配图如图9-16所示。将上模座反置套在导柱上,再套上导套,用百分表检查导套配合部分内、外圆柱面的同轴度,同轴度的最大偏差Δmax处在两导柱中心连线的垂直方向,如图9-16a所示。用帽形垫块放在导套上,将导套一部分压入上模座,取走下模座后继续将导套的配合部分全部压入,如图9-16b所示。这样可以减少因导套内、外圆不同轴引起的孔中心距变化对模具运动性能的影响。
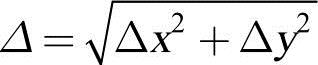
导柱装配后的垂直度误差,采用比较测量法进行检验,如图9-17b所示。图中右侧是测量工具的示意图,测量前将圆柱角尺置于平板上,对测量工具进行校正,如图9-17a所示。由于导柱对模座底部的垂直度具有方向性,因此应当在相互垂直的两个方向上测量,并按下式计算处导柱的最大误差值Δ
 (https://www.xing528.com)
(https://www.xing528.com)
式中 Δx、Δy——在互相垂直的方向上测量的导柱垂直度误差(μm);
Δ——导柱的垂直度误差(μm)。
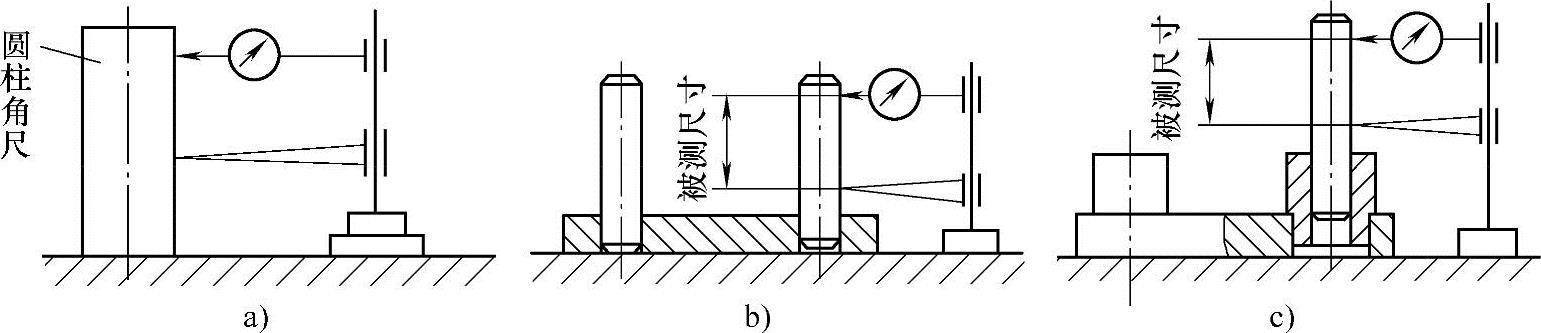
图9-17 导柱、导套的垂直度测量
采用类似的方法时,在导套孔内插入锥度0.015/200的心棒也可检查导套孔轴线对上模座顶面的垂直度。
导柱的垂直度误差不应超过表9-3的规定。否则,应查明原因并予以消除。
将装配好的导柱、导套的模座组合在一起,在上、下模座之间垫入一球头垫块支撑上模座,垫入垫块的高度必须控制在被测模架闭合高度范围内,然后用百分表沿上模座周界对角线测量被测表面的平行度,如图9-18所示。根据被检测的表面大小可移动模座或百分表座。在被检测表面范围内取百分表的最大和最小读数之差,作为模座的平行度误差。
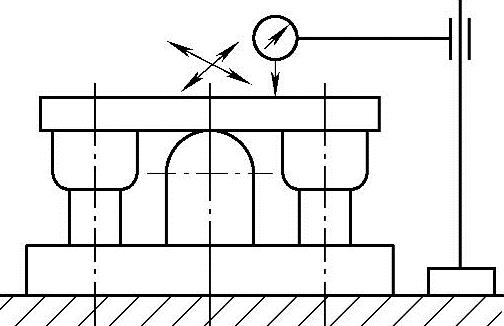
图9-18 模架平行度的检测
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。