



模具装配是按照模具的设计要求,把模具零件连接或固定起来,达到装配技术要求,并确保加工出合格的制件。对于冲裁模,即使模具零件的加工精度已达到技术要求,如果在装配过程不能确保其间隙均匀,也会影响制件质量和模具使用寿命。因此,模具装配也是模具制造过程的主要组成部分。下面,以图9-15所示的冲裁模为例,说明其装配方法。
冲裁模装配的技术要求:
1)装配好的冲模,其闭合高度应符合设计要求。
2)模柄(活动模柄除外)装入上模座后,其轴心线对上模座上平面的垂直度误差,在全长范围内不得大于0.05mm。
3)导柱和导套装配后,其轴心线应分别垂直于下模座的底平面和上模座的上平面,其垂直度误差应符合表9-3的规定。
4)上模座的上平面应与下模座的底面平行,其平行度误差应符合表9-3的规定。
5)装入模架的每对导柱和导套的配合间隙值(或过盈量)应符合表9-4的规定。
6)装配好的模架,其上模座沿导柱上、下移动应平稳,无阻滞现象。
7)装配后的导柱,其固定端面与下模座下平面应保留1~2mm的距离,选用B型导套时,装配后其固定端面应低于上模座平面1~2mm。
8)凸模和凹模的配合间隙应符合设计要求,沿整个刃口轮廓应均匀一致。
9)定位装置要保证定位正确、可靠。
10)卸料和顶件装置活动灵活、正确,出料孔畅通无阻,以保证制件及废料不卡在冲模内。
11)模具应在生产条件下进行试验,冲出的制件应符合设计要求。(https://www.xing528.com)
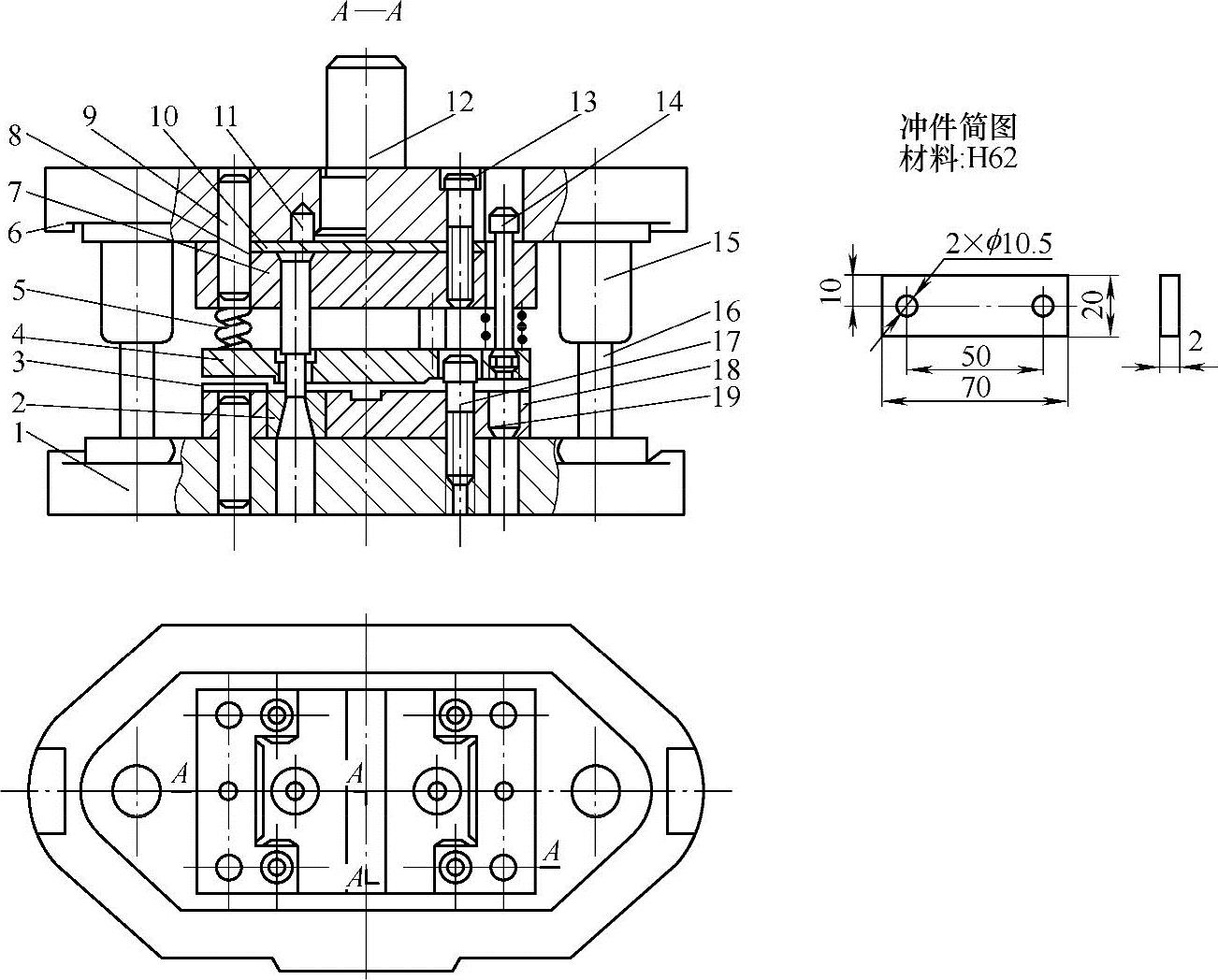
图9-15 冲裁模结构图
1—下模座 2—凹模 3—定位板 4—弹压卸料板 5—弹簧 6—上模座 7、18—固定板 8—垫板 9、11、19—销钉 10—凸模 12—模柄 13、17—螺钉 14—卸料螺钉 15—导套 16—导柱
表9-3 模架分级技术指标
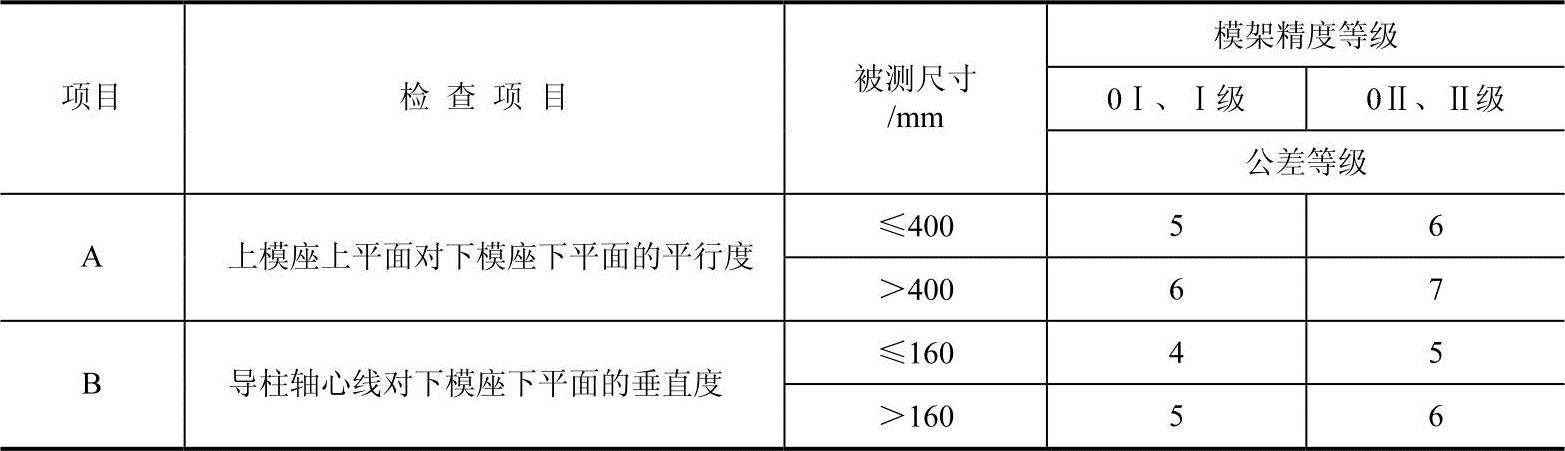
注:公差等级按GB/T 1184—1996。
表9-4 导柱和导套的配合间隙值(或过盈量)(单位:mm)
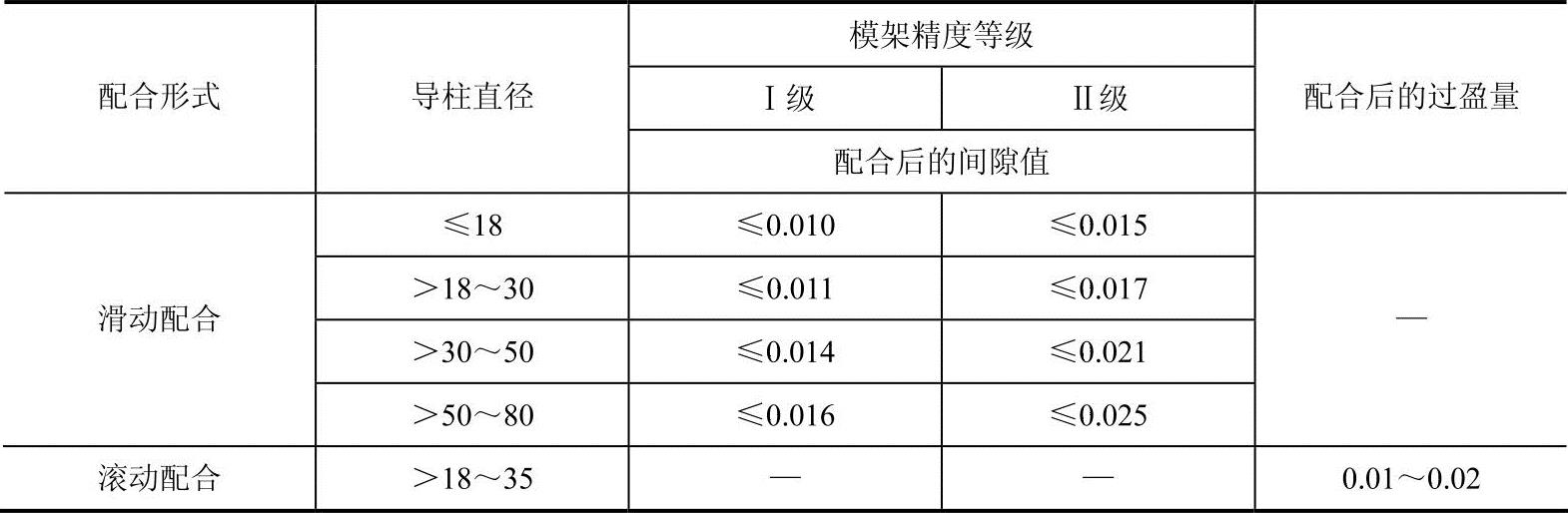
注:Ⅰ级精度的模架必须符合导套、导柱配合精度为H6/h5时,按表给定的配合间隙值。
Ⅱ级精度的模架必须符合导套、导柱配合精度为H7/h6时,按表给定的配合间隙值。
由于模具装配属于单件小批生产,在装配工艺上应多采用修配装配法和调整装配法来保证装配精度。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。