



模具的精度要求,最终是靠装配实现的。根据模具的精度要求和产量等因素来确定装配方法。尽管零件的精度直接影响装配精度,但有时也可以通过合理的装配方法,将精度较低的零件达到较高的装配精度。常用的装配方法有以下几种:
1.互换装配法
互换装配法是在装配过程中,同种零件互换后仍能达到装配精度要求的装配方法。其实质是通过控制零件的加工误差来保证装配精度。根据零件的互换程度不同,分为完全互换法和不完全互换法。
(1)完全互换法 完全互换法就是装配时各装配零件不需进行任何修理、选择、调整或修配即可达到装配精度要求的装配方法。
其特点是装配质量稳定可靠、对装配工人的技术等级要求低、装配效率高等,有利于组织流水线装配和自动化装配。但对零件的精度要求严,因此零件的生产成本高。故这种装配方法,仅适于大批大量生产方式。
(2)不完全互换法 这种方法的特点与完全互换法相似,但允许零件的公差比完全互换法所规定的公差大。因此,有利于零件的经济加工,装配过程与完全互换法一样简单、方便。但在装配时,可能会出现达不到装配精度要求的概率为0.27%。
2.选配装配法
选配装配法是将相关零件的相关尺寸公差放大到经济精度,然后选择合适的零件进行装配,以保证装配精度的方法。这种方法常用于装配精度要求较高,而组成环又不多的成批或大批生产的情况下,如滚动轴承的装配等。
选配法,按其形式不同分为直接选配法、分组选配法和复合选配法三种。
(1)直接选配法 即装配时,从待装配的零件中直接选择精度合适的零件进行装配,以保证装配精度的要求。这种方法不必事先分组,能达到较高的装配精度,但需要有经验的工人挑选合适的零件进行试配,因此装配时间不易控制,装配精度在很大程度上取决于工人的技术水平。
(2)分组选配法 即将相关零件的相关尺寸公差放大若干倍,使其尺寸能按经济精度加工,然后按零件的实际加工尺寸分为若干组,按各对应组进行装配,以达到装配精度要求。由于同组零件有互换性,故也称为分组互换法。
分组选配法的关键是,保证零件分组后各对应组的配合性质和配合公差必须满足装配精度要求,同时,对于组内的相配件数量要相配套,配合件的公差应相等。
(3)复合选配法 该种装配法是分组装配与直接选择装配的复合形式。它是将组合环的公差相对互换法所求值增大,零件加工后预先测量、分组,装配时工人还在各对应组内进行选择装配。这种方法既能提高装配精度,还可以不必过多地增加分组数。但装配精度仍在很大程度上依赖工人技术水平,工时也不稳定。
3.修配装配法
在单件小批生产中,对于产品中那些装配精度要求较高且组成环较多的零件装配时,如按互换法或选配法装配,会造成零件精度过高而难以加工,有时甚至无法加工。此时,常用修配法来保证装配精度要求。
所谓修配法,就是在装配时修去指定零件上预留的修配量,以达到装配精度的方法。具体地说就是将装配尺寸链中各组成环按经济精度制造,装配时按实测结果,通过修配某一组成环的尺寸,用来补偿其他组成环因公差放大后产生的累积误差,使封闭环达到规定精度的一种装配方法。这种方法的优点是,能获得较高的装配精度,而零件可按经济精度制造;缺点是增加了一道修配工序。因此,这种方法比较适于模具装配采用。
采用修配法时,关键是正确地选择修配环和确定其尺寸及极限公差。在生产实践中,修配的方式很多,常用的有以下三种:(https://www.xing528.com)
(1)单件修配法 在多环装配尺寸链中,选定某一固定的零件作为修配件(补偿环),装配时用去除其表面层的方法改变其尺寸,以满足精度要求。如冲裁模间隙过小,将凸模作为固定修配件进行修配,以保证满足间隙精度要求。
(2)合并加工修配法 这是将两个或更多零件合并在一起进行加工修配,合并后的尺寸可视为一个组成环,这样就减少了组成环的环数,从而减少修配工作量。
这种方法由于零件合并后再加工和装配,需对号入座,给生产带来一些不便,也仅适于单件小批生产,如冲裁模凸、凹(中间)模的装配等。
4.调整装配法
调整装配法的实质与修配法相同,也是将尺寸链中各组成环的公差值放大,使其按经济精度制造。装配时,选定尺寸链中的某一环作为调整环,采用调整的方法改变其实际尺寸或位置,使封闭环达到规定的公差要求。预先选定的环称为“调整环”,它是用来补偿其他各组成环因公差放大而产生的累积误差。
根据调整方法的不同,调整法可分为可动调整法和固定调整法两种。
(1)可动调整法 这是在装配时,通过改变调整件的位置达到装配精度的方法。这种方法在模具装配中也经常应用。例如,在冲裁模的装配中,为使冲裁间隙保持均匀,可先装好凹模后再进行凸模装配,并以凹模型孔为基准调整凸模的相对位置,使间隙均匀后用固定销钉将凸模固定板定位在模座上。或者与上述情况相反,先装配好凸模,然后再以其为基准调整凹模的相对位置,使间隙均匀后固定凹模即可。
这种方法在调整过程中不需拆卸零件,比较方便,在模具装配中应用较广。
(2)固定调整法 这是一种在装配过程中,选用合适的调整件达到装配精度的方法。
与修配装配法比较,两者都能用精度较低的组成零件达到较高的装配精度。所不同的是,调整装配法是通过更换零件或调整零件位置的方法达到装配精度,而修配法是通过去除表面层一定修配量来达到装配精度。
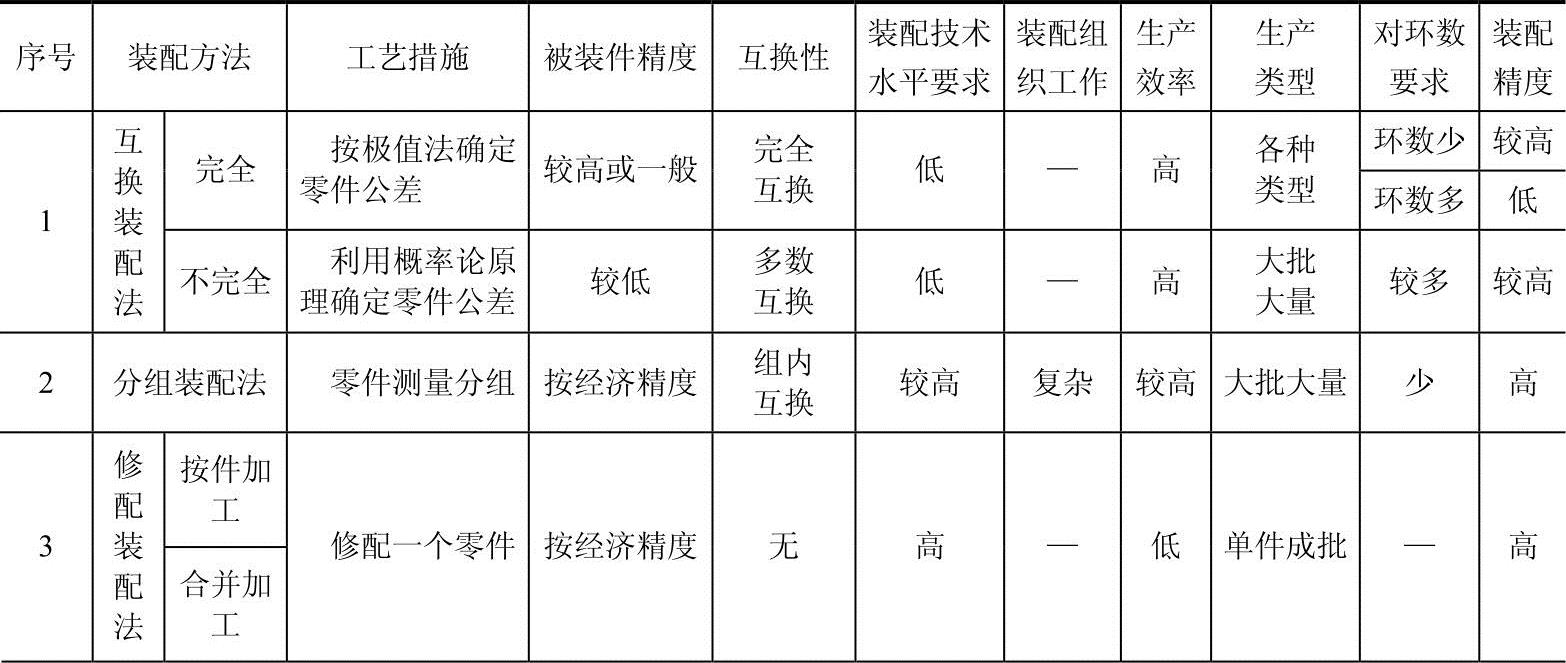
不同的装配方法,不仅装配工作效率不同,对零件的加工精度、装配技术水平等的要求也不同。因此,在选择装配方法时,应从装配的技术要求出发,根据生产类型和实际生产条件合理地进行选择。各种不同装配方法的特性比较见表9-1。
表9-1 各种不同装配方法特性的比较
(续)
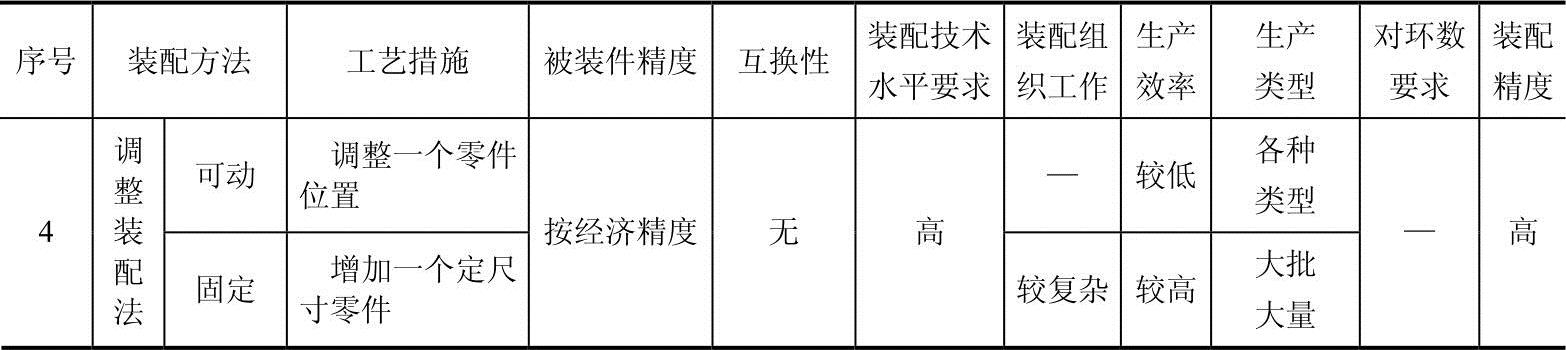
说明:表中“—”表示无明显性特征或无明显要求。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。