



1.装配尺寸链的概念
所谓“装配尺寸链”,是指在产品装配关系中,由相互连接的零、部件的设计尺寸(或相互位置关系)所形成的尺寸链,如图9-1所示。
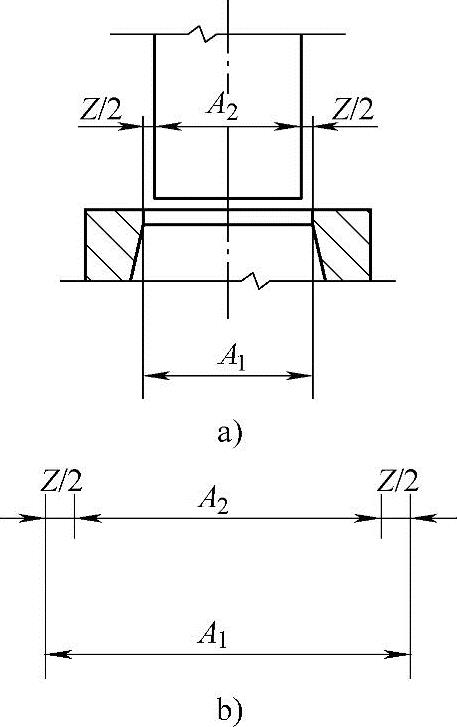
图9-1 凸、凹模的冲裁间隙
a)凸、凹模装配简图 b)装配尺寸链
装配尺寸链与工艺尺寸链基本相同,即由组成环、封闭环形成,也有增、减环问题等,所不同的是工艺尺寸链发生在一个零件上,而装配尺寸链发生在若干个零件的关系中。
2.装配尺寸链的解法
装配尺寸链的解法有两种:一是用极值法(也称极大、极小法),另一种是统计法(也称概率法)。下面,以图9-1所示落料冲模为例,用极值法来判断凸模和凹模型孔的制造精度能否保证装配要求。
(1)技术要求 装配时,要确保凸、凹模冲裁间隙为:Zmin=0.10mm,Zmax=0.14mm。在模具加工过程中直接控制的尺寸为
A1=29.740+0.024mm;A2=29.640-0.016mm
图示尺寸链中,A1为增环(同向变动的环),A2为减环(逆向变动的环)。
(2)计算(https://www.xing528.com)
1)封闭环的基本尺寸(Z)为
Z=(29.7429.64)mm=0.10mm
2)封闭环的上、下偏差为
上偏差=[(+0.24)(0.016)]mm=0.04mm
下偏差=0+0=0
求出的冲裁间隙尺寸及偏差为0.10+0.04mm,能满足Zmin=0.10mm,Zmax=0.14mm。故凸模和凹模型孔按设计要求制造能保证冲裁间隙要求。
如果冲裁间隙的允许范围较小,比如在上述实例中,若要求凸、凹模冲裁间隙为Zmin=0.03mm,Zmax=0.042mm,凸模、凹模型孔仍按图示精度制造,最大间隙与最小间隙之差为ZmaxZmin=0.012mm;而封闭环间隙为T1+T2=(0.024+0.016)mm=0.04mm,则将出现:
ZmaxZmin(0.012mm)<T1+T2(0.04mm)
即在尺寸链中各组成环的公差小于封闭环公差,未满足设计要求。此时,需用下述方法解决:缩小凸模和凹模型孔的制造公差,使ZmaxZmin=T1+T2。这样会使凸模和凹模型孔的精度提高,加工困难,制造费用增加等,因此一般不采用。
出现这种问题的实质是模具设计计算出现错误。在实际生产中,通常是按设计要求先加工好凹模,按凹模实际尺寸配作凸模,以保证冲裁间隙。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。