



【摘要】:特别是,有时因零件加工和热处理变形问题,需要冷、热加工工艺人员协商确定有关工序的加工余量。1)对于轴类零件,前道工序的工序尺寸等于相邻后续的工序尺寸与基本余量之和。最后一道工序应满足外圆柱面的设计要求。经过计算得各工序的工序尺寸见表7-25。
这是指工艺基准与设计基准重合时,同一表面经多次加工才能达到精度要求的情况下,应如何确定各道工序的工序尺寸及其公差。例如,一般外圆柱面和内孔加工多属这种情况。要确定工序尺寸,首先要确定零件各工序的基本余量。工序尺寸公差可从有关手册中查得,或按所采用加工方法的经济精度确定。特别是,有时因零件加工和热处理变形问题,需要冷、热加工工艺人员协商确定有关工序的加工余量。
基本余量确定后,按基本余量计算各工序尺寸(由最后一道工序向前推算)。
1)对于轴类零件,前道工序的工序尺寸等于相邻后续的工序尺寸与基本余量之和。对于孔类零件,前道工序的工序尺寸等于相邻后续的工序尺寸与基本余量之差。
2)计算时应注意两点:
①对于某些毛坯(如热轧圆钢),应按确定的加工余量从材料的尺寸规格中,选择一个相同或相近的尺寸作为毛坯尺寸。
②对于以相近尺寸作为毛坯尺寸时,原确定的毛坯尺寸应重新修正粗加工(第一道工序)的工序余量;精加工余量应进行验算,以确保精加工余量不致过大或过小。
例1 加工外圆柱面,设计尺寸为 ,表面粗糙度Ra<0.4μm。
,表面粗糙度Ra<0.4μm。
加工工艺路线:粗车→半精车→磨外圆。(https://www.xing528.com)
用查表法确定毛坯尺寸、各工序尺寸及其公差。最后一道工序应满足外圆柱面的设计要求。其余各工序的基本尺寸为相邻后序的基本尺寸加上该后序的基本余量。经过计算得各工序的工序尺寸见表7-25。
表7-25 加工 外圆柱面的工序尺寸计算 (单位:mm)
外圆柱面的工序尺寸计算 (单位:mm)
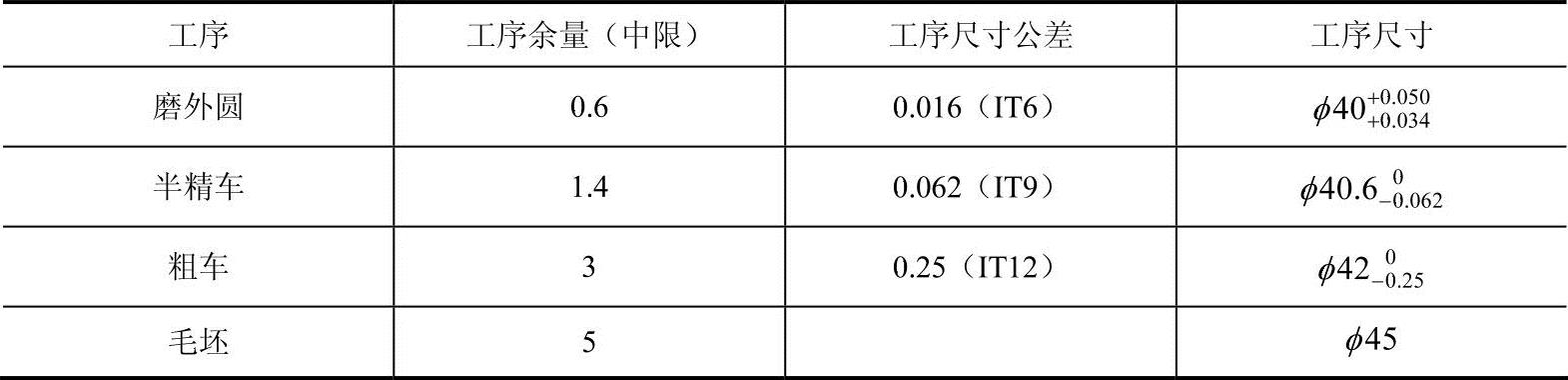
验算磨削余量:
直径上最大余量:(40.6−40.034)mm=0.566mm
直径上最小余量:(40.538−40.050)mm=0.488mm
验算结果表明,磨削余量是合适的。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。