



1.经验估计法
采用类比法估计确定加工余量的大小。多用于单件小批生产。
2.分析计算法
以一定的经验资料和计算公式为依据,对影响加工余量的诸因素进行逐项的分析计算以确定加工余量的大小。仅在贵重材料及某些大批生产和大量生产中采用。
3.查表修正法
以有关工艺手册和资料所推荐的加工余量为基础,结合实际加工情况进行修正以确定加工余量的大小,应用较广。
表7-15所示为轴类正火件、调质件的径向预留量.
表7-15 轴类正火件、调质件的径向预留量 (单位:mm)
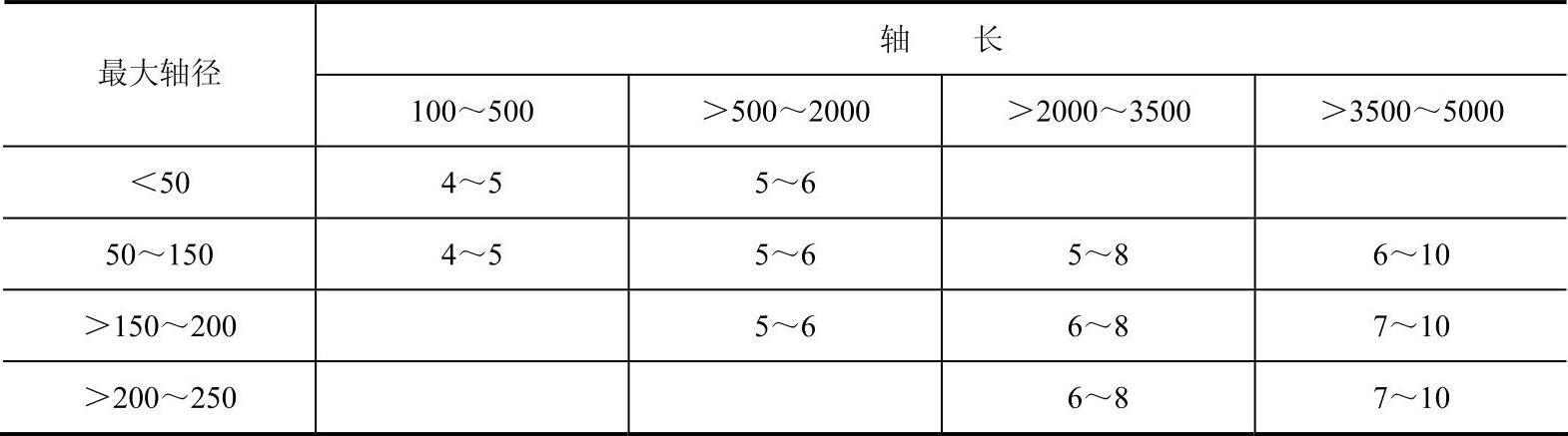
表7-16所示为轴、杆类淬火件的预留余量及淬火变形允差。
表7-16 轴、杆类淬火件的预留余量及淬火变形允差 (单位:mm)
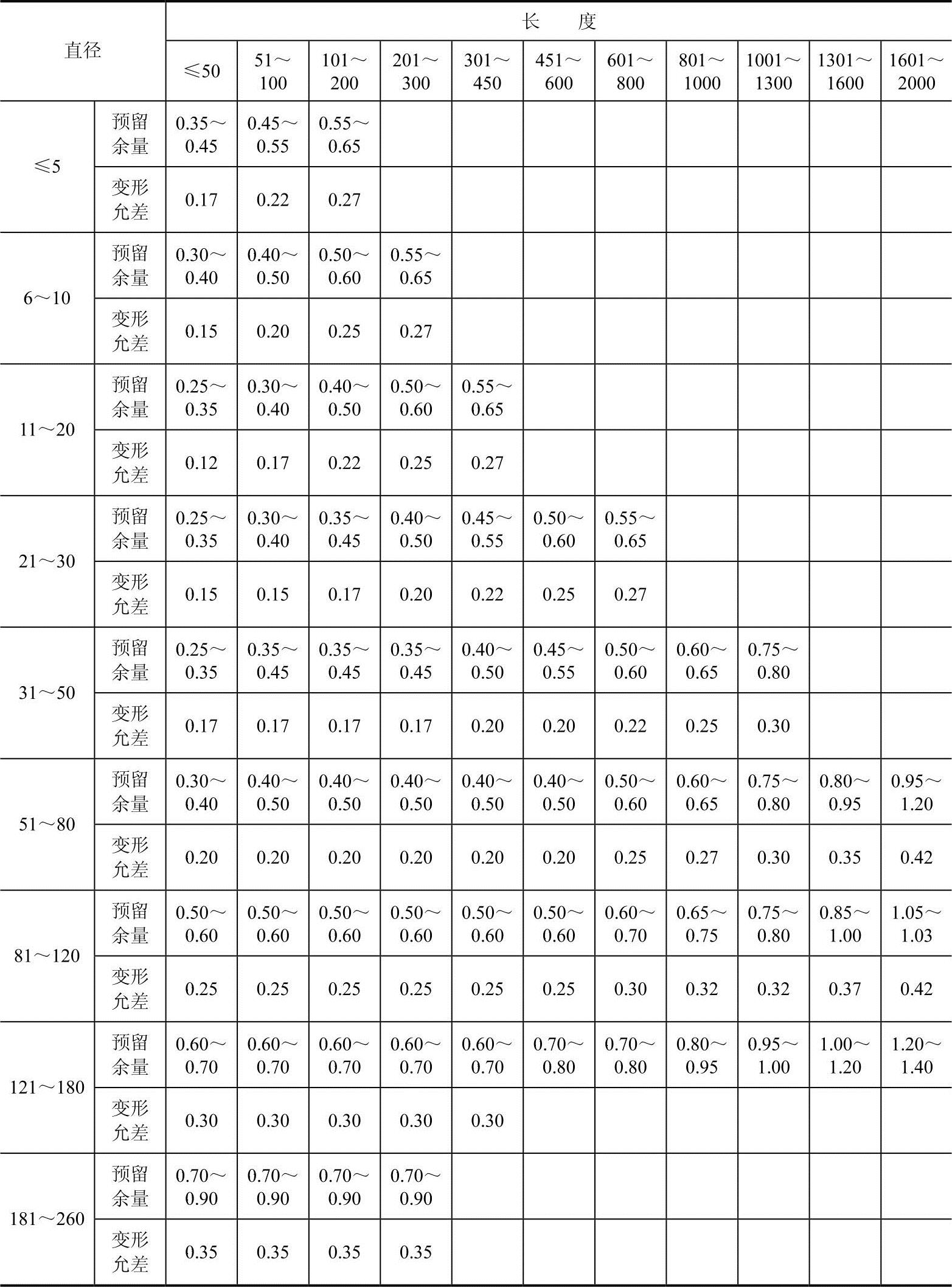
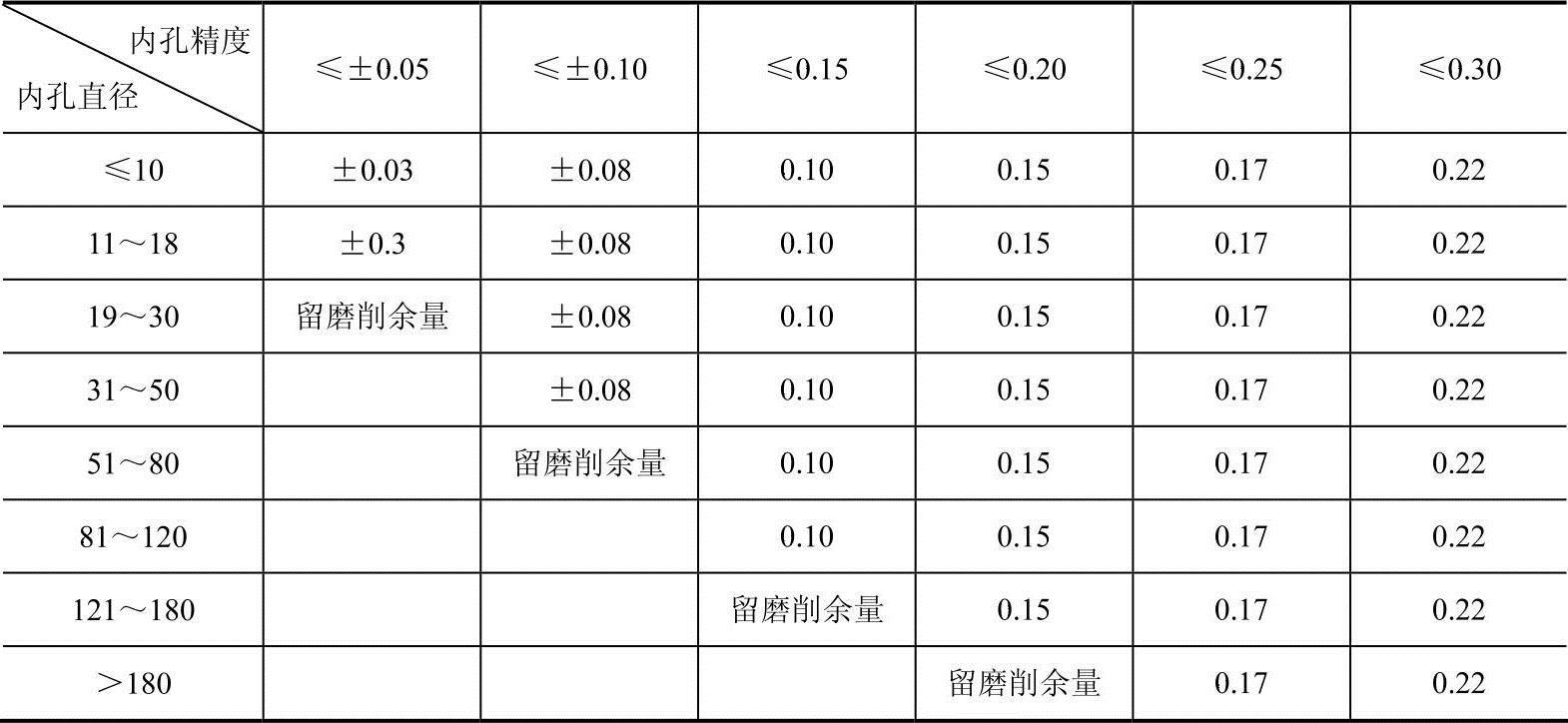
表7-17所示为套类淬火件的预留余量及淬火变形允差。
表7-17 套类淬火件的预留余量及淬火变形允差 (单位:mm)
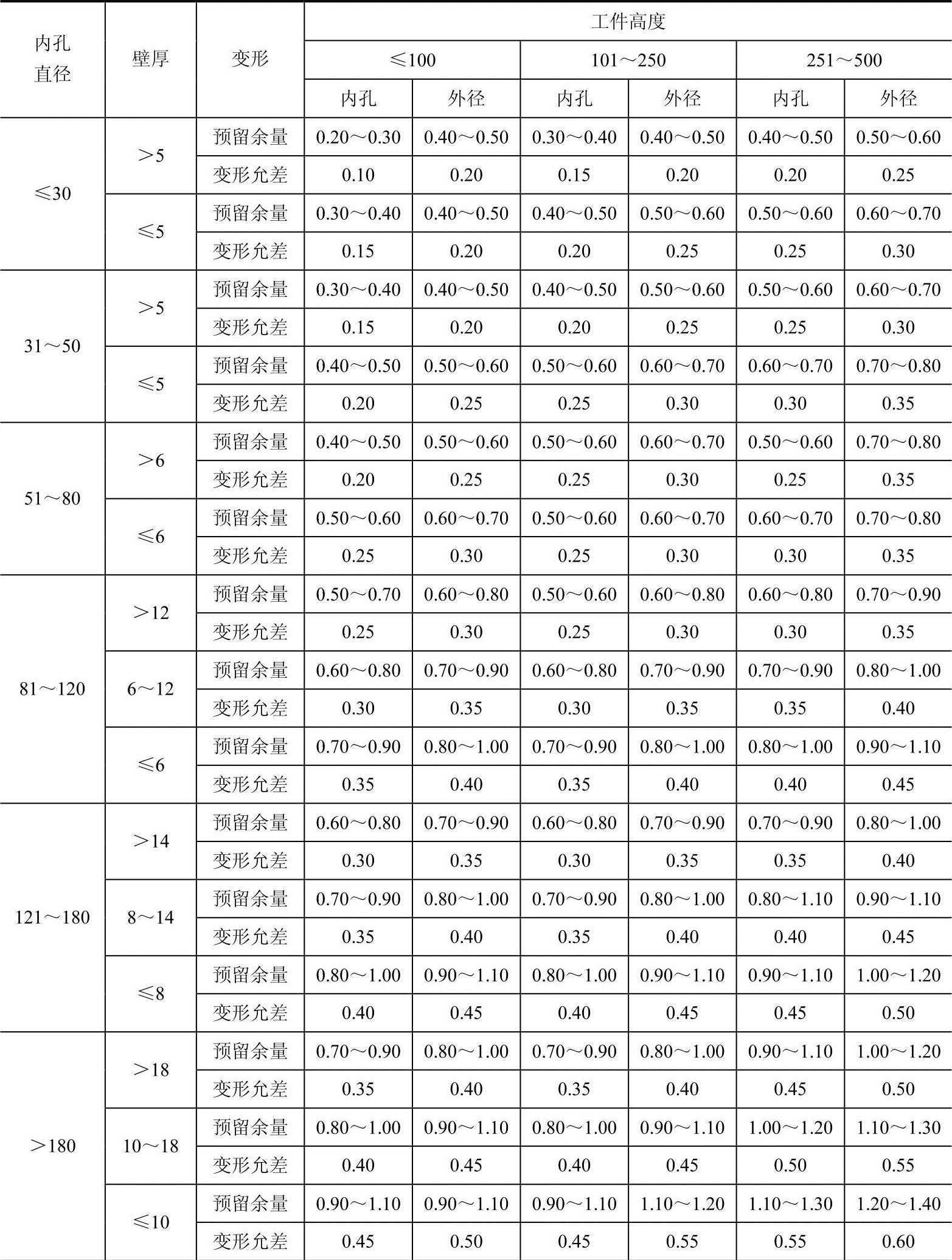
注:1.变形量是指淬火后的最大尺寸与名义尺寸之差。
2.套的截面变化很大时,应按表中规定适当增加20%~30%。
3.碳素钢的预留余量应取上限,其变形量也允许随之增大。
4.套的内孔>80mm的薄壁零件,粗加工后应经正火处理,以消除应力和减小变形。
表7-18所示为平板类淬火件的预留余量及淬火变形允差。
表7-18 平板类淬火件的预留余量及淬火变形允差 (单位:mm)
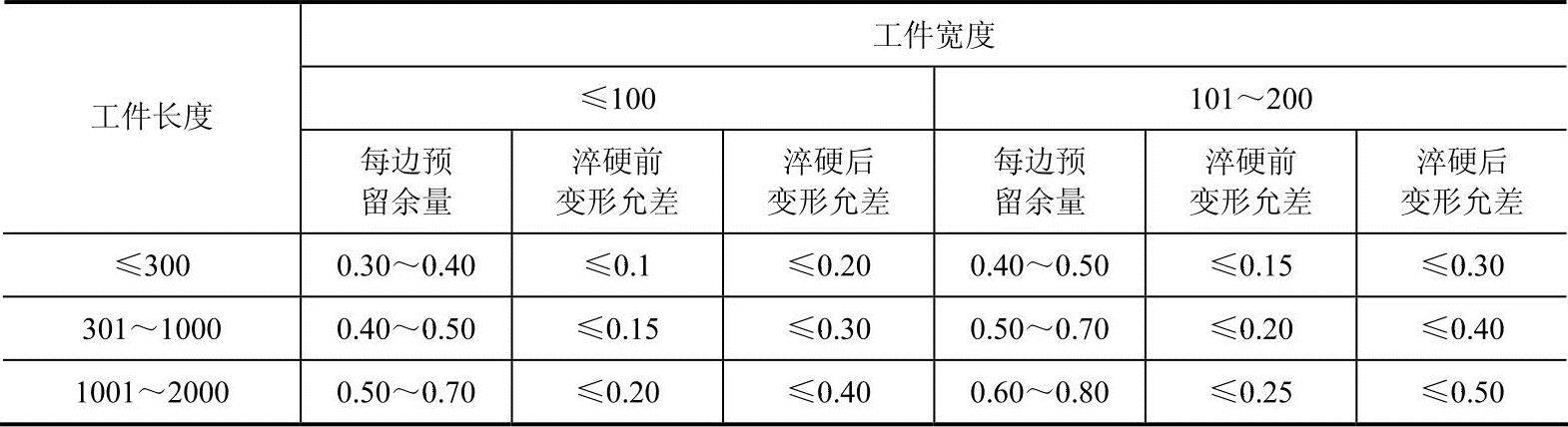
表7-19所示为碳素钢冷作模具的热处理变形允差。
表7-19碳素钢冷作模具的热处理变形允差(不大于) (单位:mm)(https://www.xing528.com)
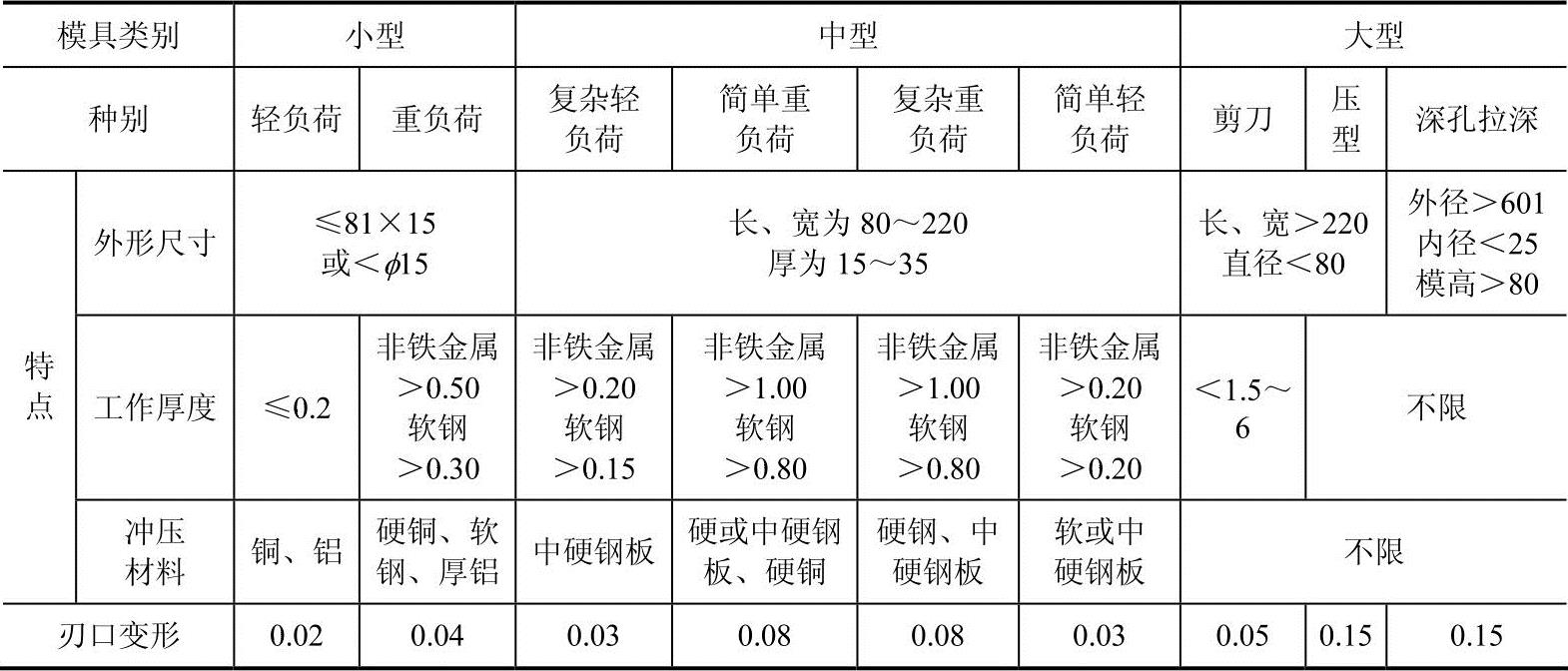
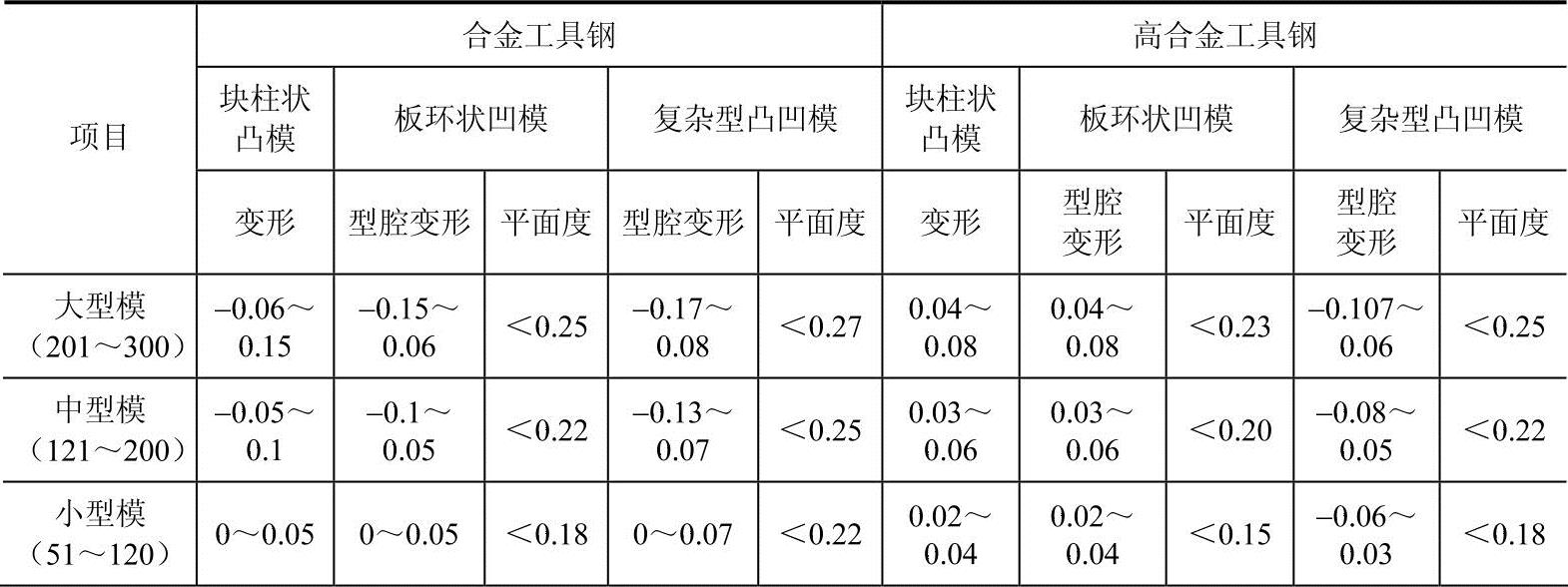
表7-20所示为合金工具钢和高合金工具钢冷作模具的热处理变形允差。
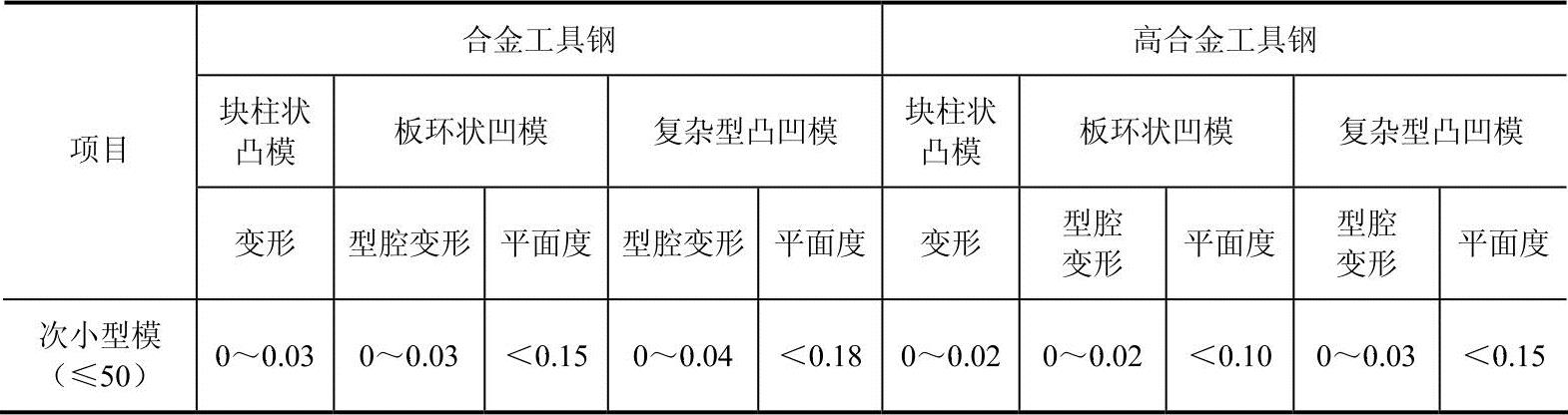
表7-20 合金工具钢模具和高合金工具钢冷作模具的热处理变形允差(不大于) (单位:mm)
(续)
注:1.合金工具钢指9CrSi、CrWMn、9Mn2V、GCr15高碳合金钢,高合金钢指Cr12、Cr12Mo和Cr6WV等高碳合金钢等。
2.模具形状特殊者,需冷、热加工工艺人员协商确定加工余量及变形量。
表7-21所示为模孔中心距热处理变形允差。
表7-21 模孔中心距热处理变形允差(不大于) (单位:mm)

表7-22所示为热模套热处理后的变形允差。
表7-22 热模套热处理后变形允差(不大于) (单位:mm)
注:该表适用于5CrMnMo、5CrNiMo、T7和55等钢制造的热作模套及漏模等。
表7-23所示为热锻模的热处理后变形允差。
表7-23 热锻模热处理后变形允差(不大于)(单位:mm)
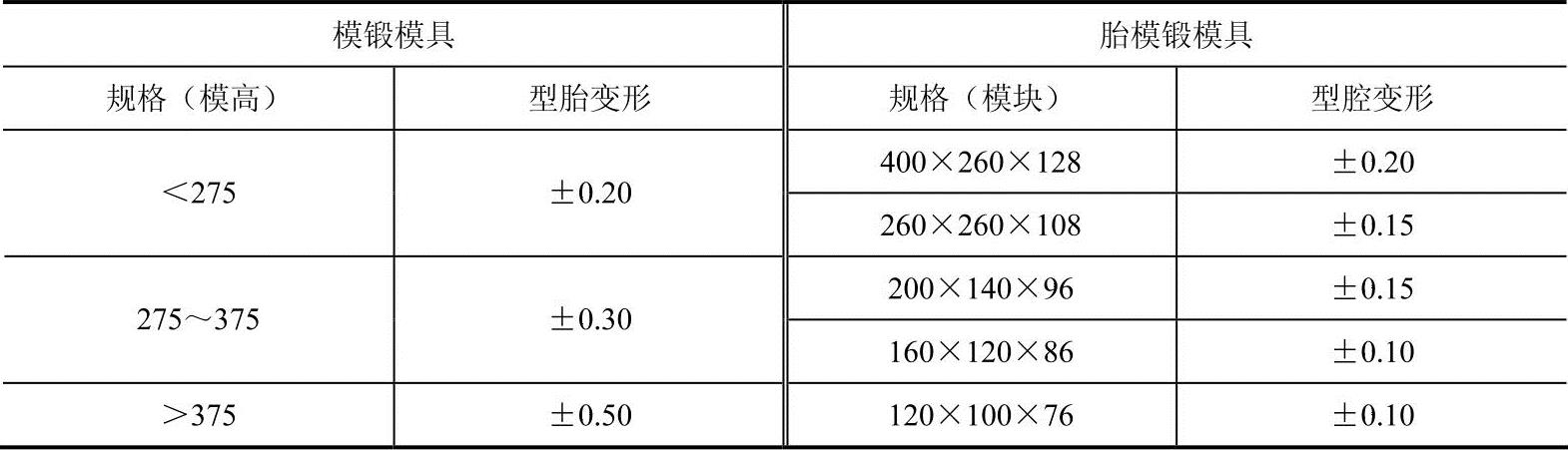
注:该表适用于5CrMnMo和5CrNiMo钢制模具。
表7-24所示为锻件热切边模热处理后变形允差。
表7-24 热切边模热处理后变形允差(不大于) (单位:mm)

注:适用于7Cr3、QT900-2等材料制造的模具。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。