



【摘要】:塑料模具的淬火和回火 塑料模具淬火时,应预防氧化脱碳、表面腐蚀和减少变形等。表6-30 塑料模具毛坯的等温退火工艺规程表6-31 塑料模具的淬火工艺规程表6-32 塑料模具回火温度与硬度的关系预硬型塑料模具钢的热处理 表6-33为预硬型塑料模具钢的热处理工艺规程。
1.塑料模具毛坯的预备热处理
塑料模具毛坯的预备热处理主要是退火,旨在获得适中的硬度,有利于切削加工和获得工作时所需要的性能。表6-30为塑料模具毛坯的等温退火工艺规程。
2.塑料模具的最终热处理
塑料模具的最终热处理,包括淬火、回火、渗碳和固溶处理及其时效等。
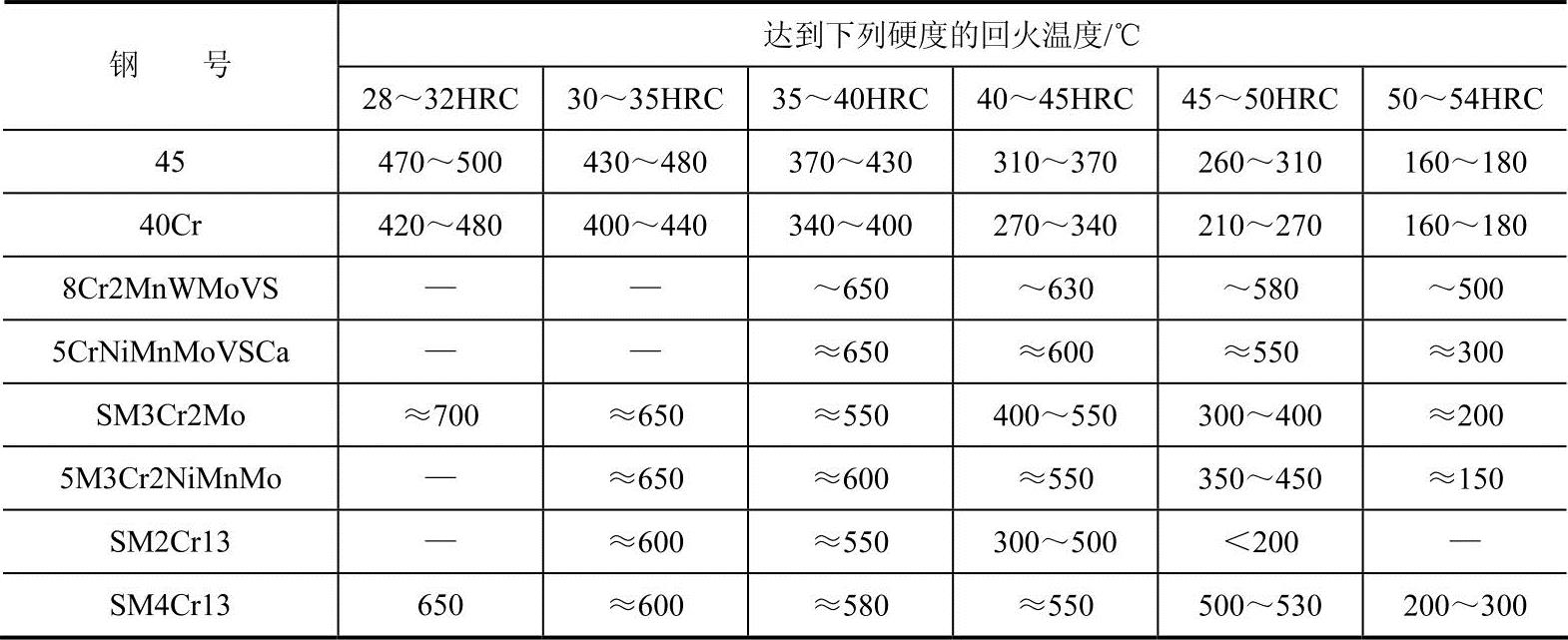
(1)塑料模具的淬火和回火 塑料模具淬火时,应预防氧化脱碳、表面腐蚀和减少变形等。表6-31和表6-32分别为塑料模具的淬火工艺规程、回火温度与硬度的关系。
表6-30 塑料模具毛坯的等温退火工艺规程
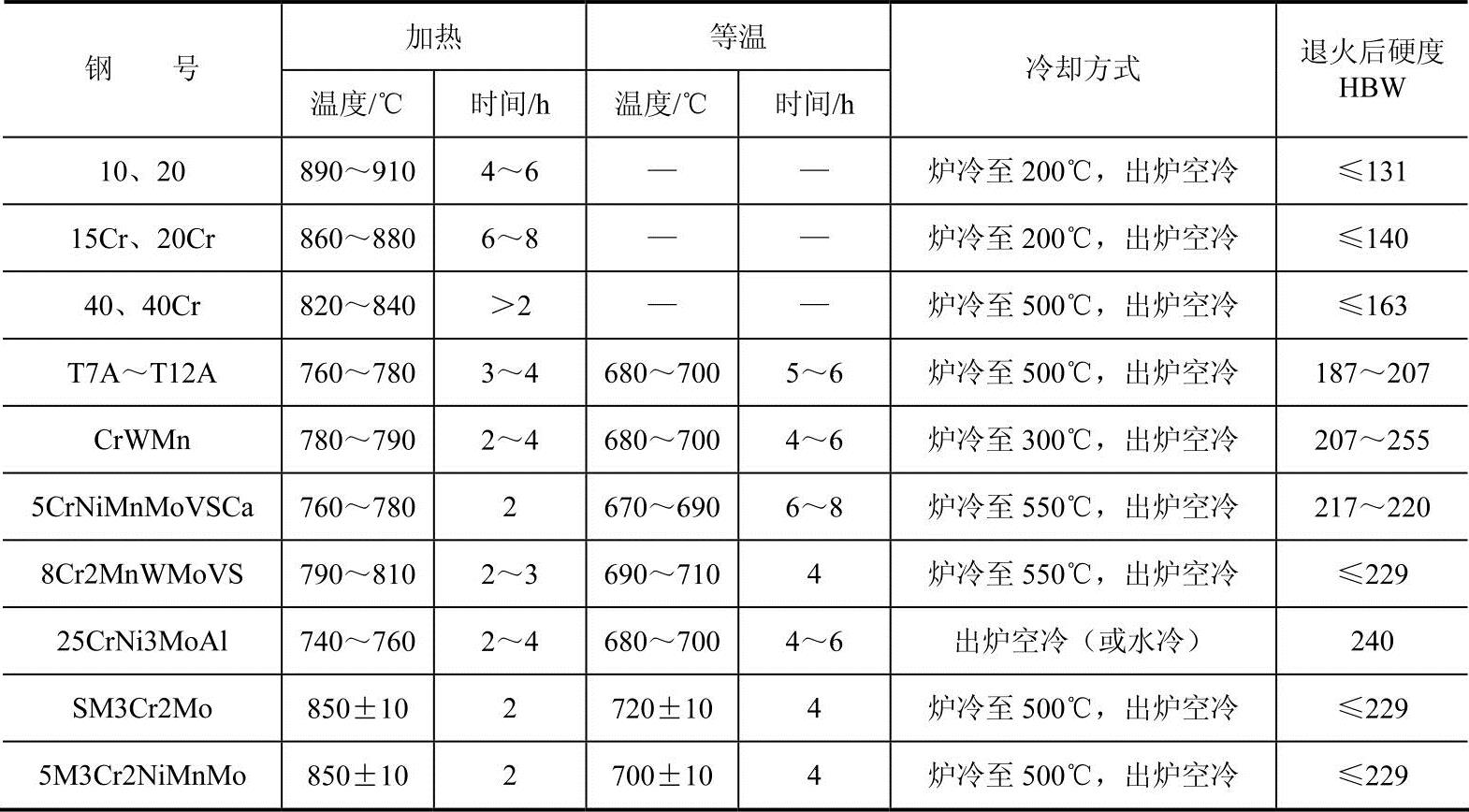
表6-31 塑料模具的淬火工艺规程
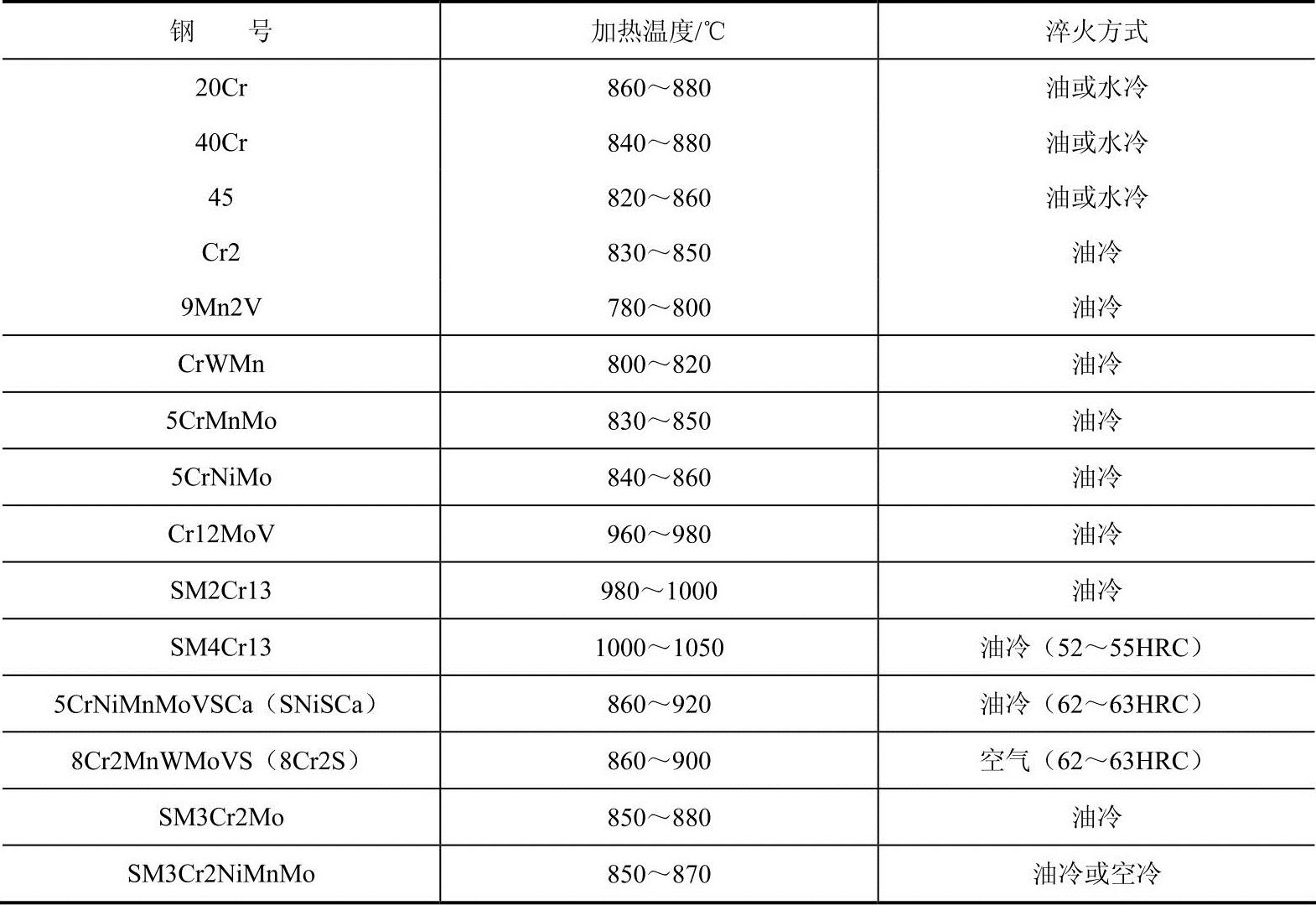
表6-32 塑料模具回火温度与硬度的关系(https://www.xing528.com)
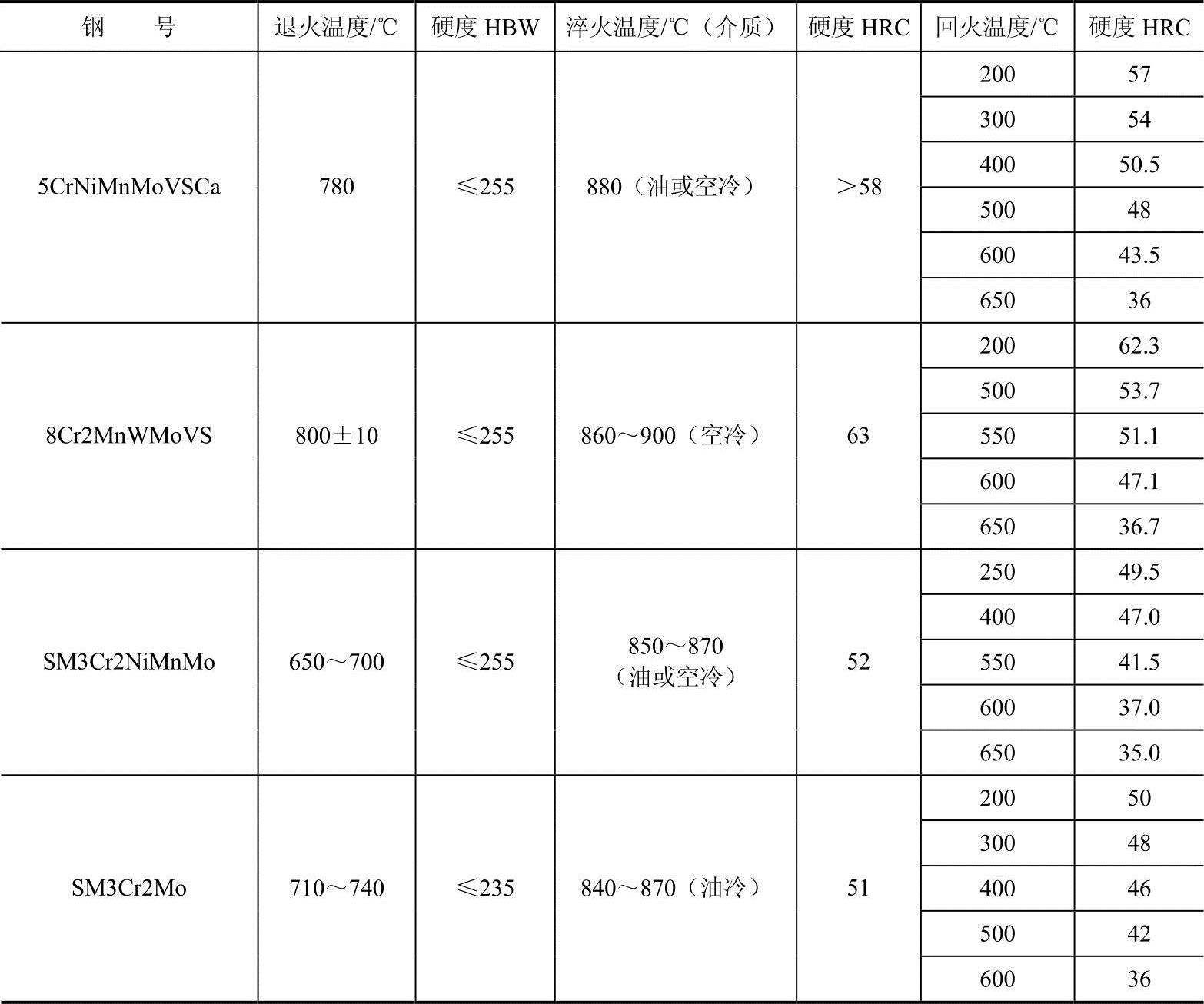
(2)预硬型塑料模具钢的热处理 表6-33为预硬型塑料模具钢的热处理工艺规程。
表6-33 预硬型塑料模具钢的热处理工艺规程
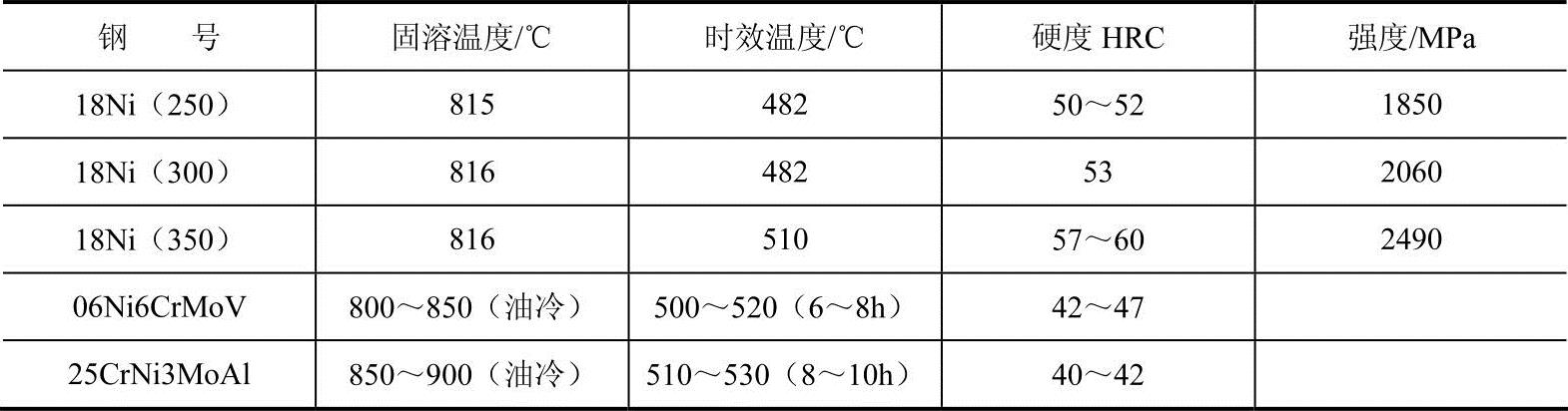
(3)时效硬化模具钢的固溶和时效处理 表6-34为时效硬化模具钢的固溶和时效处理工艺规程。
表6-34 时效硬化模具钢的固溶和时效处理工艺规程
(4)塑料模具的渗碳 塑料模具渗碳的具体工艺方法和工艺参数,应根据模具图样规定的渗层深度和硬度要求以及所具备的设备条件等进行确定。当要求渗层较薄时,也可采用碳氮共渗,不仅耐磨性好,而且变形小。
压制含硬质填料的塑料时,模具渗碳层深度为1.3~1.5mm;压制软塑料时,渗层深度为0.8~1.2mm;对于薄壁和有尖齿的模具应适当减薄渗层深度,如0.6~0.8mm。渗碳层表面的碳浓度(质量分数)一般控制在0.8%~1.1%为好。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。