



【摘要】:为了改善冷作模具钢原材料和锻轧毛坯的质量,为切削加工和最终热处理奠定良好的组织基础,其预备热处理包括:正火、退火和调质处理等。表6-15为几种冷作模具钢的正火工艺规范。表6-15 几种冷作模具钢的正火工艺规范2.去应力退火冷作模具钢的去应力退火,旨在消除淬火或精加工前的残留应力,以便避免淬火裂纹和减少变形。冷作模具钢的调质处理,即经过常规加热淬火后在640~680℃进行高温回火。
为了改善冷作模具钢原材料和锻轧毛坯的质量,为切削加工和最终热处理奠定良好的组织基础,其预备热处理包括:正火、退火和调质处理等。
1.正火
冷作模具钢的正火,旨在消除碳素工具钢和合金工具钢的碳化物网和细化珠光体组织,以及有利于提高淬火的硬化层深度和减少变形、防止开裂等。表6-15为几种冷作模具钢的正火工艺规范。
表6-15 几种冷作模具钢的正火工艺规范

2.去应力退火
冷作模具钢的去应力退火,旨在消除淬火或精加工前的残留应力,以便避免淬火裂纹和减少变形。常用工具钢的去应力退火工艺规范见表6-16。
表6-16 常用工具钢的去应力退火工艺规范

3.球化退火(https://www.xing528.com)
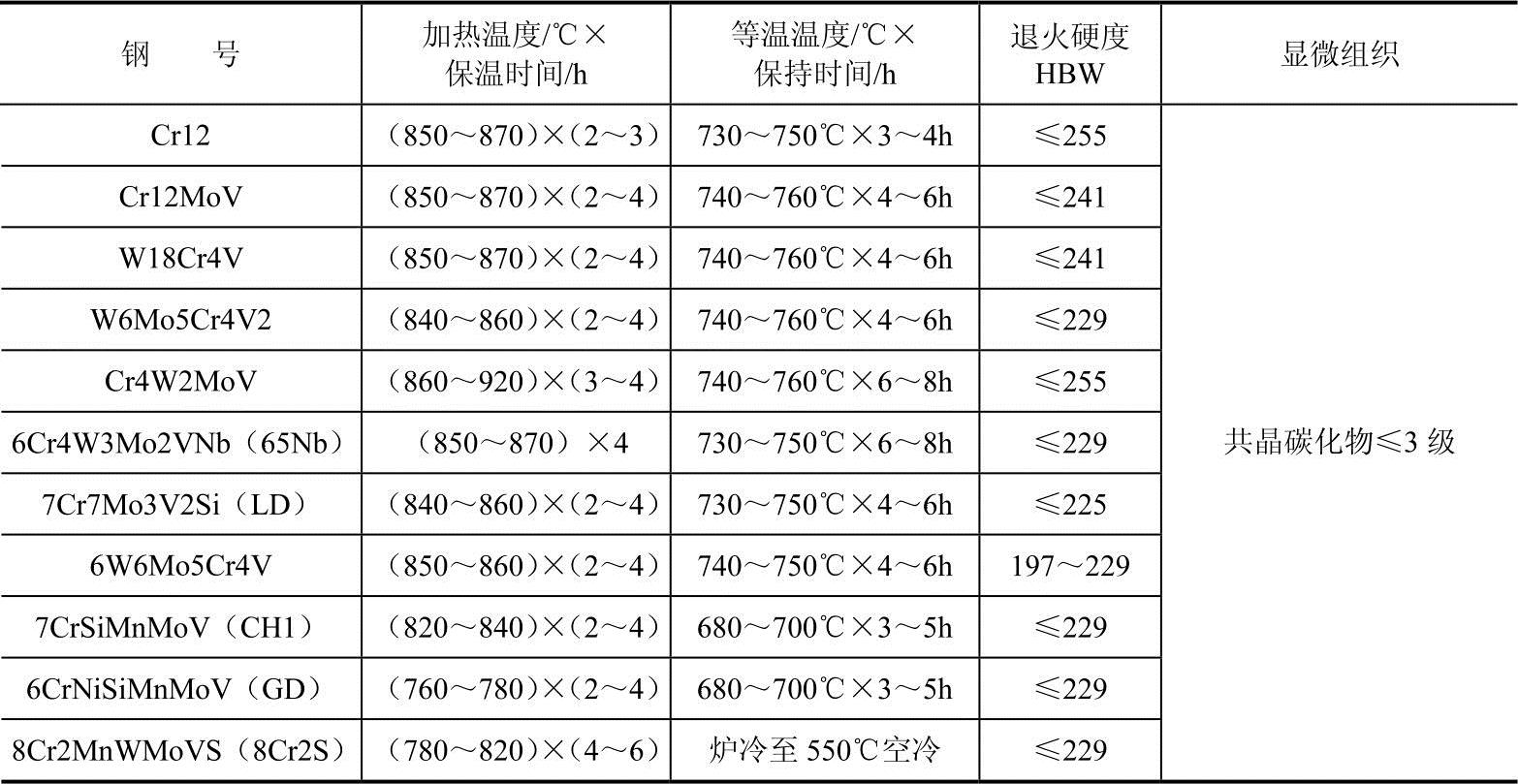
冷作模具钢的球化退化,旨在得到有利于金属切削加工所需要的组织和性能,并为淬火作好组织准备。其毛坯批量生产的球化退化工艺和处理后的硬度及显微组织,见表6-17。
表6-17 冷作模具钢球化退化工艺规范

(续)
4.调质处理
冷作模具钢的调质处理,旨在获得索氏体和消除碳化物网及残留应力,改善组织结构,提高切削加工表面质量以及减少淬火变形和预防淬火裂纹等。
冷作模具钢的调质处理,即经过常规加热淬火后在640~680℃进行高温回火。调质处理后硬度一般≤229HBW;为了降低表面粗糙度值,应处理成28~32HRC。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。