



1.高速切削的基本理论
20世纪30年代初,德国切削物理学家萨洛蒙博士提出“高速切削”这一概念。他发表的著名的“高速切削理论”,即所罗门理论:被加工材料都有一个临界切削速度,在切削速度达到临界切削速度之前,其切削温度和刀具磨损随着切削速度的增大而增大。当切削速度达到临界速度时,切削刃口的温度随着切削速度的增大而降低,刀具磨损随着切削速度的增大而减小。现在,人们常用萨洛蒙曲线来表示,如图5-10所示。其原理的出发点是用传统刀具进行高速切削,从而提高生产率。
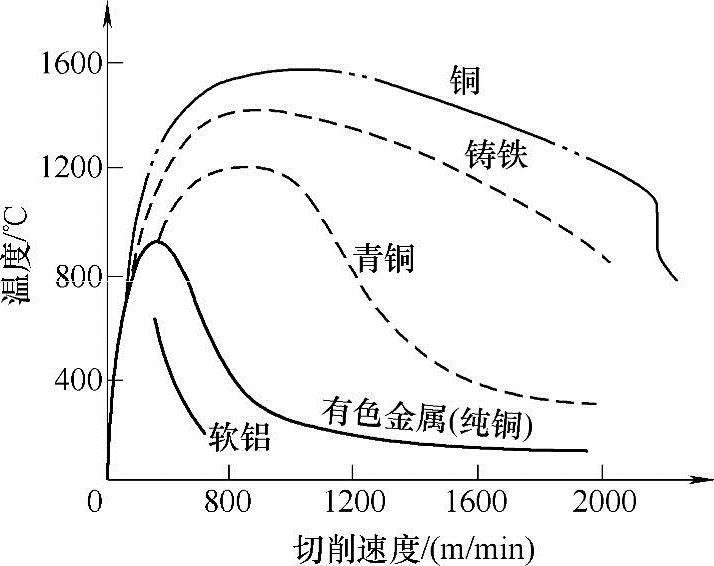
图5-10 萨洛蒙曲线
尽管其后的研究表明,在实际切削过程中,切削温度并没有随着切削速度的增大而降低,但是萨洛蒙博士的思想却给后来研究者一个非常重要的启示:如果在切削过程中,切削速度超过临界速度而进入高速切削区域工作,则可能利用现有的刀具进行高速切削,从而大大提高机床的生产效率。
2.高速切削的机理
高速切削的机理是高速切削技术应用和发展的理论基础。在高速切削理论研究方面,成就比较突出的是美国洛克希德公司的科学家罗伯特•金和麦克唐纳。他们提出了一套较完整的高速切削机理,从理论上证实了高速切削的可行性和优越性。他们的研究主要在金属成形理论、金属断裂、突然滑移、绝热剪切以及各种材料的成形等方面。近10多年来高速切削理论研究有了进一步深入,主要是锯齿状切屑的形成机理,例如在极高速切削加工钛合金时切屑的形成机理、机床结构动态特性及切屑振颤的避免以及切削刃的角度、切削温度的分布等。所有这些都进一步证实了高速切削时大部分切削热被切屑和切削液所带走,而被加工工件和刀具的温升都非常小。因此,高速切削也被称为“冷态切削”。
3.高速切削的特点
1)材料的切除率高,加工效率高。高速切削加工允许较高的进给量,比常规切削加工提高5~10倍,单位时间的材料切除率提高3~6倍,因而零件加工时间通常可缩短到原来的1/3,从而提高了生产率和设备利用率。
2)切削力低、刀具寿命长。与常规切削加工相比,高速切削力至少降低30%,这对加工刚性较差的零件来说,可减小加工变形,提高零件的加工精度。
3)热变形小。高速切削加工过程所产生的大部分(95%以上)切削热被切屑和切削液所带走,零件内积聚的热量极少,零件不会因温度升高而产生变形。
4)加工精度高。进行高速切削加工时,由于主轴转速高、加工量大,使其激振频率非常高,远远超出机床-零件-刀具系统的固有频率范围,使其加工平稳、振动较小,可实现高精度、低粗糙度加工,高速切削加工后的表面质量几乎可与磨削加工相比。
5)简化加工工序。常规的车削、铣削等加工只能在淬火前进行,淬火后的变形必须要经手工修整或采用电加工最终成形。现在可以通过高速切削加工来完成。另外,由于切削量减少,高速切削加工可以用更小直径的刀具加工更小的圆角半径及对模具细节进行加工,从而省去了部分机械加工和手工修整工序,缩短制模周期。
6)高速切削加工使模具修复过程更加方便。模具使用过程往往需要多次修磨,以延长其使用寿命。如果采用高速切削加工,可实现“以铣代磨”的效果。
7)综合经济效益好。高速切削加工,可缩短加工工时、提高生产效率以及可加工刚性较差的零件;提高了刀具寿命和机床的利用率;零件的加工精度高、表面质量好、热变形小;刀具成本低,节省换刀辅助时间和刀具刃磨时间等,可获得较好的综合经济效益。(https://www.xing528.com)
4.高速切削加工的关键技术
高速切削机床和高速切削刀具是实现高速切削加工的前提和基本条件。在高速切削加工中,对机床和刀具的选择有严格要求。
为了实现高速切削加工,一般选择高柔性的高速数控机床和加工中心等,也可选择专业的高速铣、钻床。这些设备应具有高速的主轴系统、高速进给系统和高的主轴刚度等特性,以及高的定位功能和高的插补功能等。
高速切削刀具与普通切削刀具有很大不同。使用的刀具材料主要为硬质合金、聚晶金刚石(PCD)、聚晶立方氮化硼(PCBN)和金属陶瓷等。
高速切削工艺技术也是高速切削加工的关键环节,切削方法选择不当会加剧刀具磨损,完全达不到高速切削的目的。实践表明,只有高速切削机床和刀具,没有良好的工艺技术作指导,昂贵的高速切削机床不能充分发挥作用。高速切削工艺的关键主要包括切削方法和切削参数的优化。
(1)切削方式的选择 在高速切削中应尽量选择顺铣加工。因为逆铣加工时所产生的摩擦热远远大于顺铣加工时产生的热量。同时,逆铣的径向力也比顺铣大。另外,逆铣过程刀刃承受拉应力,极易损害刀具或缩短刀具的使用寿命。
(2)保持固定而均匀的切削量 高速切削适用于浅层切削,旨在避免刀具位置偏差,确保模具加工的几何精度。同时,有利于恒定的切削负载、较好的热转移、刀具和被加工零件均处于冷态和延长刀具使用寿命以及保持良好的加工质量等。
(3)走刀方式的选择 对于有敞开型腔的区域,尽量从型腔口部向里面走刀,以利于随时观察切削状况。对于没有型腔的封闭区域,采用螺旋进刀方式,可在任何局部区域切入。
(4)尽量减少刀具的急速换向 高速切削不宜采用传统的“Z”字形路径切削,而应采用回路或单一路径切削。这是因为换向时,数控机床必须立即停止,然后再执行下一步操作。由于机床加速的局限性,会造成时间的浪费,且急停急动会破坏表面精度,甚至发生过切和拐角咬边等。因此,尽量不中断切削过程,而采用单一路径的顺铣切削模式。
不难看出,高速切削是一个复杂的系统工程,由机床、刀具、零件、加工工艺、切削过程监控以及切削机理等方面形成了高速切削加工体系及其研究体系,分别如图5-11和图5-12所示。
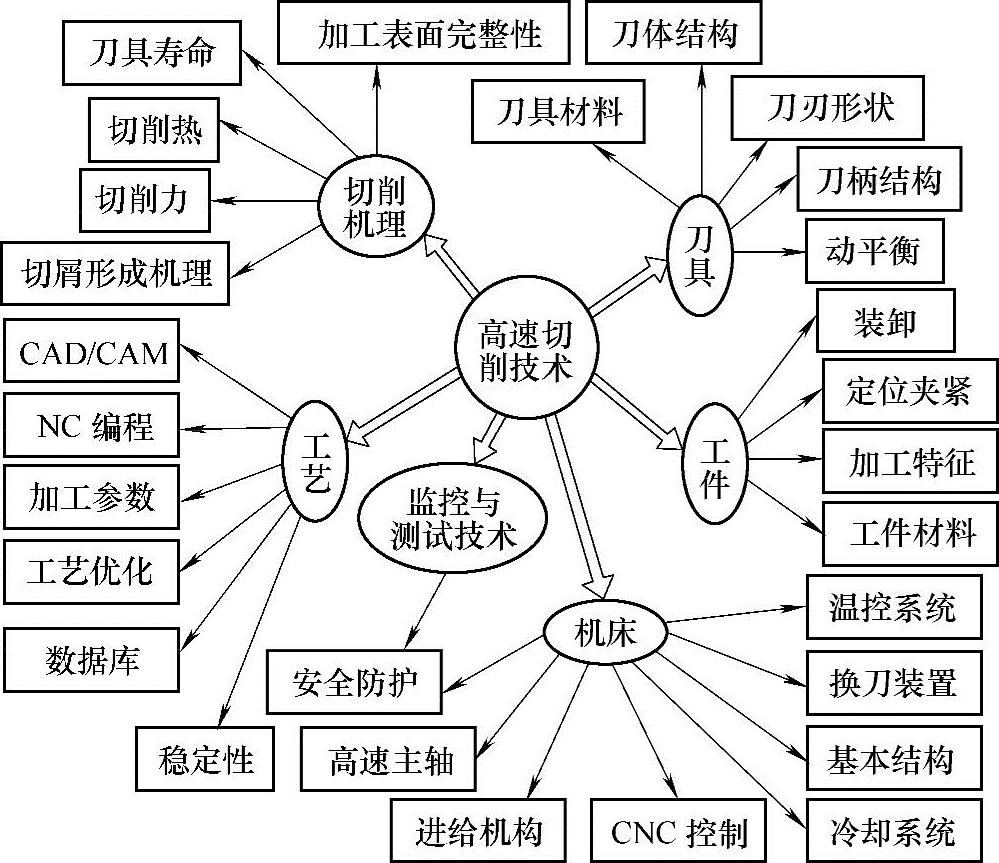
图5-11 高速切削加工体系
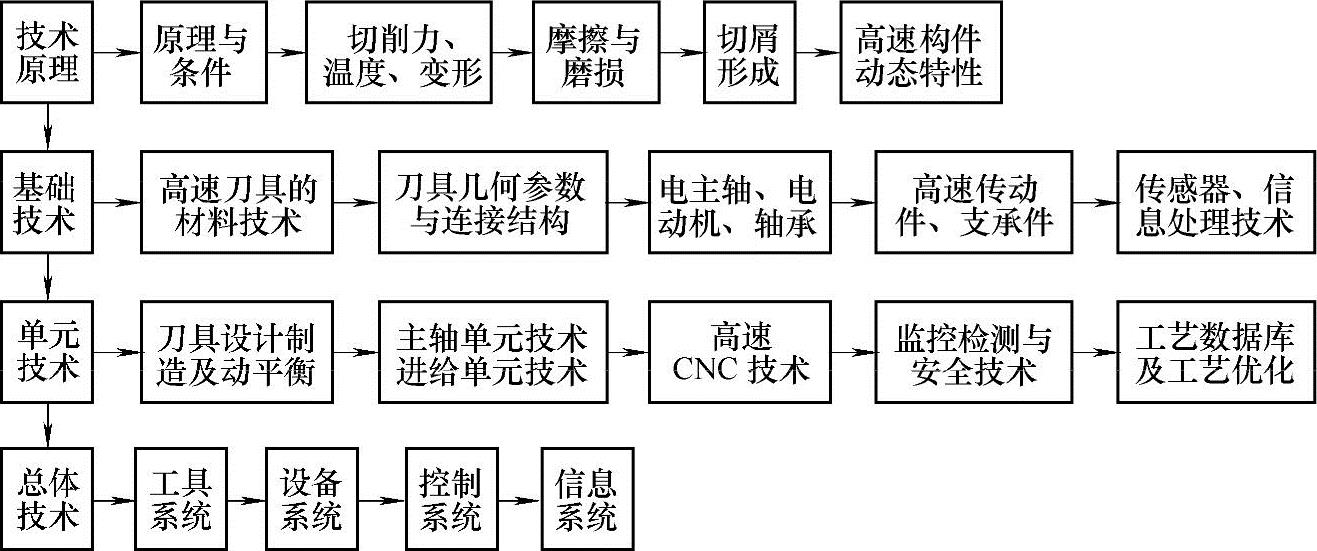
图5-12 高速切削研究体系
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。