



1.数字程序控制原理
电火花线切割加工机床的数字程序控制系统,能够控制加工同一平面上由直线和弧线组成的任何图形的工件。此外,还带有锥度切削、间隙补偿、螺距补偿、图形编程和图形显示等功能。数据和指令不仅可以通过人工和穿孔带输入,也可以使用磁盘输入。因而,控制系统的具体组成与计算机的容量大小有所不同。
下面,主要介绍数字程序控制的基本原理和程序编制方法。
快速走丝数控电火花线切割加工,普遍采用的是逐点比较法。即数控线切割加工时,数控装置不断地进行插补运算,并向驱动机床工作台的步进电动机发出相互协调的进给脉冲,使工作台和工件按预定的路径运动。如图3-28中所示的0A是需要加工的斜线,坐标原点取在斜线的起点0上。加工开始时,先从坐标原点0沿+X方向走一步到位置1。从图3-28中可见,加工点1在0A的下方,已偏离了预定的加工斜线0A。为了靠近0A,第二步应沿+Y方向走到位置2。这时,由于点2已处于0A线的上方,即也偏离了0A线,为了纠正其偏离需沿+X方向走第三步到点3,如此不断走下去直到A点。如果每一步距离很小,则所走的折线就近似于一条斜线。
同理,沿逆时针方向切割圆弧时,如图3-29所示。坐标原点取圆心0处,从A点开始,每走一步都由数控装置进行运算比较,然后发出向圆弧靠拢的步进命令。如果加工点在圆弧内,应控制下一步向+Y方向进给,如果加工点在圆弧外或圆弧上,则下一步应沿-X方向进给。如此逐点比较逼近于预定的圆弧,直到终点B为止。同样,只要步距很小(实际仅1μm),用这条折线代替所要求的圆弧也是允许的。
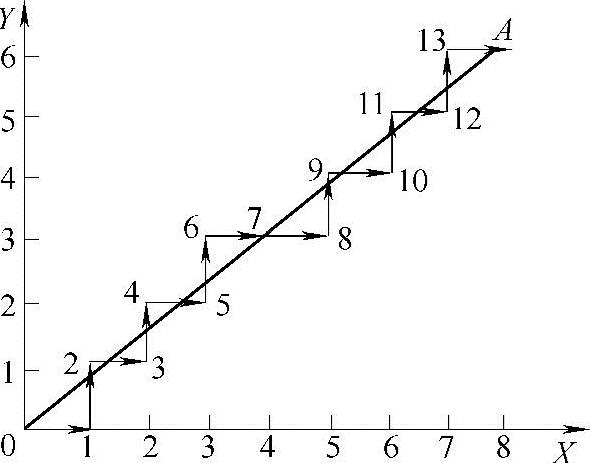
图3-28 加工斜线的原理
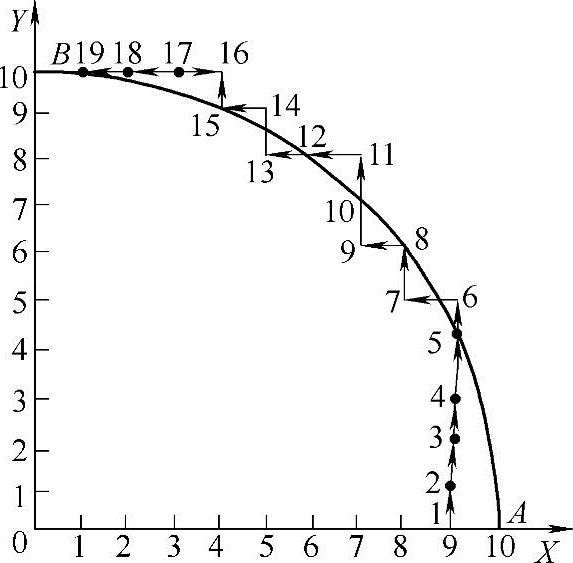
图3-29 加工圆弧的原理
由此可知,采用逐点比较法控制滑板的进给是步进式的,即每走一步,机床的数控装置都要自动完成四个工作节拍,如图3-30所示。
(1)偏差判断 判别加工点对规定图形的偏离位置,以决定工作台的走向。
(2)工作台进给 根据判断结果,控制工作台在X或Y方向进给一步,以使加工点向规定图形靠拢。
(3)偏差计算 在加工过程中,工作台每进给一步,都由机床的数控装置根据数控程序计算出新的加工点与规定图形之间的偏差,作为下一步的工作运行依据。
(4)终点判断 每当进给一步并完成偏差计算后,就判断是否已加工到图形的终点。若加工点已到终点,便停止加工;否则,应按加工节拍继续加工直到终点为止。
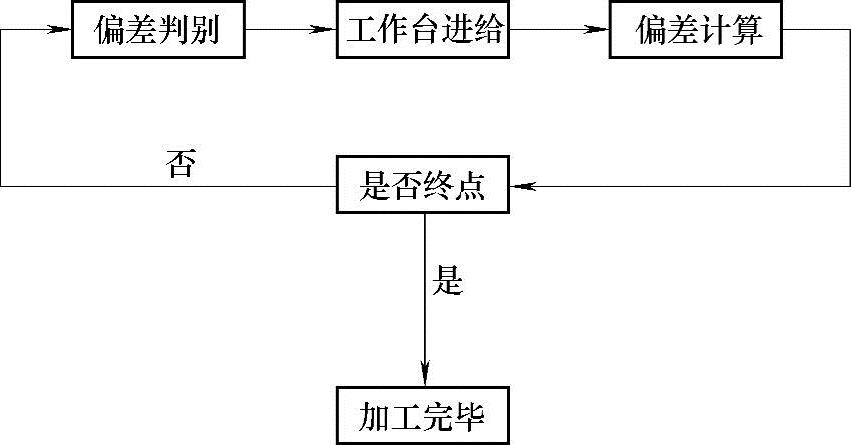
图3-30 工作节拍方框图
2.程序编制方法
欲使机床接受指令,并按预定的要求自动完成切割加工,事先要把被加工零件的切割顺序、切割方向和有关尺寸等信息,按一定格式输入给机床的数控装置,经数控装置运算转换后,控制机床的运动。
从被加工零件的图样到获得机床所需控制的路径的全过程,称为程序编制。目前国内快走丝线切割过程,大多数采用3B格式进行编程。但也有部分线切割采用4B或ISO国际标准代码编程的。这里只介绍用3B格式编程的基本方法。
线切割加工的轨迹图形,一般是由直线和圆弧构成的。数控线切割加工编程,采用相对坐标系:加工直线时,起点为坐标原点;加工圆弧时,起点为圆弧中心。
3.3B格式的基本形式
3B格式的基本形式,见表3-7。
表3-7 3B格式的基本形式

(1)分割符B 分隔符号B后面紧跟的X、Y、J分别为三组数字(单位:μm),用分隔符号“B”隔开,以避免混淆。“B”在编程中不可省略。
(2)坐标值X、Y 表示特定坐标点的X、Y轴的坐标绝对值。
加工直线(斜线)时,以直线(斜线)的起点为坐标系原点,X、Y为直线(斜线)终点的坐标绝对值(单位:μm)。坐标值为零时,可不填入。
加工圆弧时,以圆弧中心为坐标系原点,X、Y为圆弧起点的坐标绝对值(单位:μm)。坐标值为零时,可不填入。
平行于坐标轴的直线,即当X或Y为零时X、Y值均可不写,但分隔符号必须保留。
(3)计数方向G 计数方向的选取应确保加工精度。以X轴前进的步数为终点判定依据时,记为Gx;以Y轴前进的步数为终点判定依据时,记为Gy。
(4)计数长度J 加工直线时,计数长度是指加工轨迹在计数方向坐标轴上的投影长度。加工圆弧时,计数长度是指按象限划分,各象限圆弧在计数方向坐标轴上的投影长度之和(单位:μm)。
(5)加工指令 3B格式中共有12种加工指令。
直线加工指令有4条(L1、L2、L3、L4),X轴的正向直线和第一象限的斜线的加工指令记为L1;Y轴的正向直线和第二象限的斜线的加工指令记为L2;X轴的负向直线和第三象限的斜线的加工指令记为L3;Y轴的负向直线和第四象限的斜线的加工指令记为L4。
圆弧指令有8条(SR1、SR2、SR3、SR4和NR1、NR2、NR3、NR4)。SR表示顺时针走向的圆弧;NR表示逆时针走向的圆弧。圆弧按象限分段,首割圆弧所处的象限,尾随在R后面。例如SR1表示首割圆弧处于第一象限的顺时针走向的圆弧。
4.线切割手工编程实例
(1)直线编程
例1 加工如图3-31所示的斜线OA,终点坐标为Xe=17mm,Ye=5mm,写出加工程序。
其程序为:B17000 B5000 B017000 Gx L1
由于计数长度17000已表示切割轨迹在计数方向上的投影长度,且终点X、Y坐标表示斜线的斜率,故X、Y坐标值在加工斜线时可以约分,所以该程序也可写为:B17 B5 B017000 Gx L1
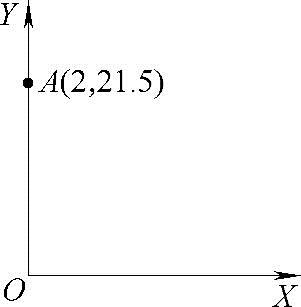
例2 加工如图3-32所示直线OA,写出加工程序。
其程序为:B B B021500 GxL2
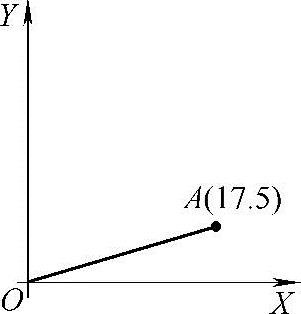
图3-31 加工斜线
 (https://www.xing528.com)
(https://www.xing528.com)
图3-32 加工与Y轴正向重合的直线
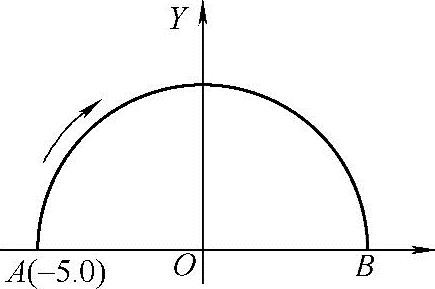
图3-33 加工半圆弧
(2)圆弧编程
例3 加工如图3-33所示的圆弧,加工起点坐标为A(−5,0),写出加工程序。
其程序为:B5000 B B010000 Gy SR2
例4 加工图3-34所示1/4圆弧,加工起点为A(0.707,0.707);终点为B(−0.707,0.707),试编制程序。
其程序为:B707 B707 B001414 Gx NR1或B707 B707 B000586 Gy NR1(因终点x和y相等)
例5 加工图3-35所示的AB圆弧,加工起点为A(−2,9),终点为B(9,−2),试编制程序。圆弧半径:
计数长度:JyAB=9000μm,JyCD=9220μm,JyDB=R−2000=7220μm,则Jy=Jyac+JYcd+JYdb=(9000+9220+7220)μm=25440μm。
其程序为:B2000 B9000 B025440 Gy NR2
(3)简单图形的编程
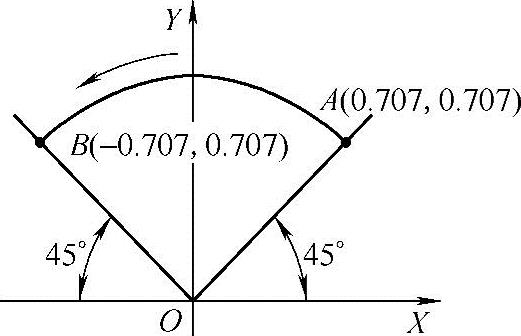
图3-34 加工1/4圆弧
例6 加工图3-36所示图形,试按ABCDA轨迹编程。
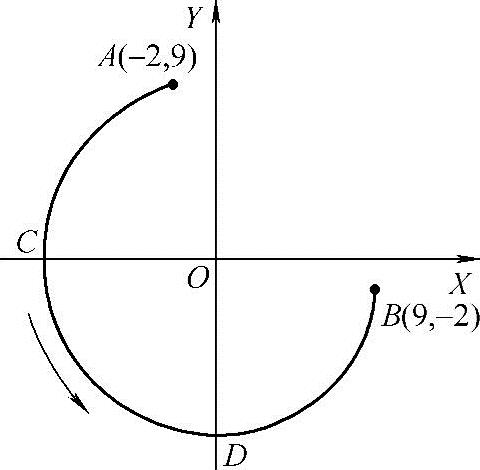
图3-35 加工AB圆弧
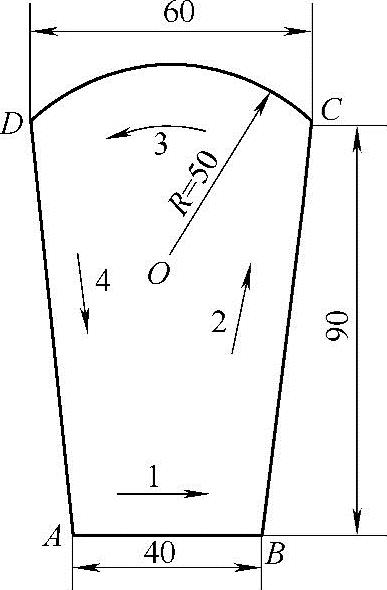
图3-36 切割图形
1)加工直线AB。坐标原点取在A点、AB直线与X轴重合,X、Y均可按0计,故程序为:
B B B040000 Gx L1
2)加工斜线BC。坐标原点取在B点,终点C的坐标值经简单计算后为X=10000,Y=90000,故程序为:
B1 B9 B090000 Gy L1
3)加工圆弧CD。坐标原点取圆弧的中心点O,这时圆弧起点C的坐标为X=30000, ,故程序为:
,故程序为:
B30000 B40000 B060000 Gx NR1
4)加工斜线DA。坐标原点应取在D点,终点A的坐标值为X=10000,Y=−90000,故程序为:
B1 B9 B090000 Gy L4
5.程序编制注意要点
在程序编制过程中,应考虑以下两个主要问题。
(1)切割路径的选择 切割路径应掌握以下原则:
1)从工件端面向里加工时,易破坏工件的整体强度和应力失衡而引起变形。如图3-37a所示的切割路径对工件强度的不利影响远远大于图3-37b的影响。
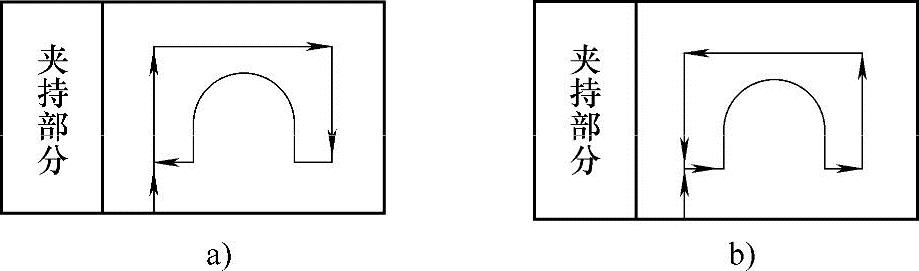
图3-37 切割路径的选择(1)
a)不当 b)正确
2)不得沿工件端面加工。否则,由于电极丝是单向受电火花冲击,使得电极丝运行不稳定,难以保证尺寸精度和表面质量。
3)加工路径距端面一般应大于5mm,以确保工件的结构强度和应力平衡。
4)加工路径应尽量远离工件的夹具,如图3-38所示。以免加工过程因应力失衡而引起变形。
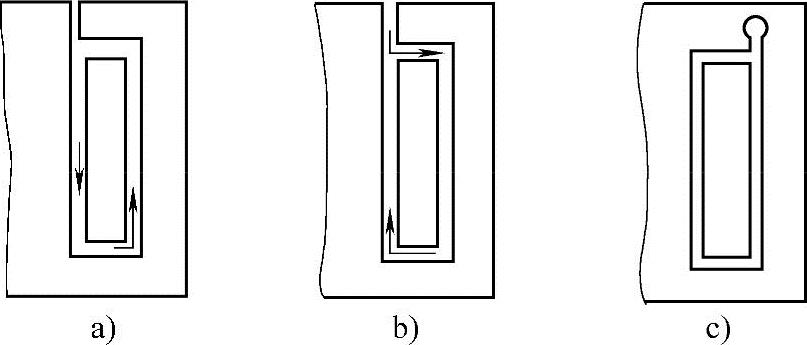
图3-38 切割路径的选择(2)
a)不当 b)尚可 c)最好
5)在一块模坯上切割两块以上的零件时,应从不同的穿丝孔开始加工,即不应当一次穿丝连续加工多件。
(2)穿丝孔位置的选择 穿丝孔的位置应根据具体的实际情况而定。例如,当切割凸模需要设置穿丝孔时,孔的位置应在加工图样的拐角附近,以利简化编程运算和缩短切入时的切割行程;切割凹模等零件时,穿丝孔的位置应选择在零件图样上待切割型孔的靠近边角处或选择在已知坐标尺寸的交点上,使尺寸运算简化等。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。