



【摘要】:目前,应用最广泛的是数控电火花线切割加工。电火花线切割加工与电火花成形加工相比,有以下特点:1)采用金属丝作线电极,可省去成形用的工具电极,大大降低了成形电极的设计和制造费用;缩短生产准备时间和模具加工周期。电火花线切割的缺点是不能加工不通孔和纵向阶梯表面。表3-6 国内外电火花线切割的工艺水平
电火花线切割原理与电火花成形加工原理一样。所不同的是,线切割时用连续移动的金属丝(即电极丝)代替电火花成形加工用的工具电极。线切割加工时,利用机床的工作台带动被加工工件相对电极丝沿X、Y方向移动来完成平面形状的加工,如图3-23所示。
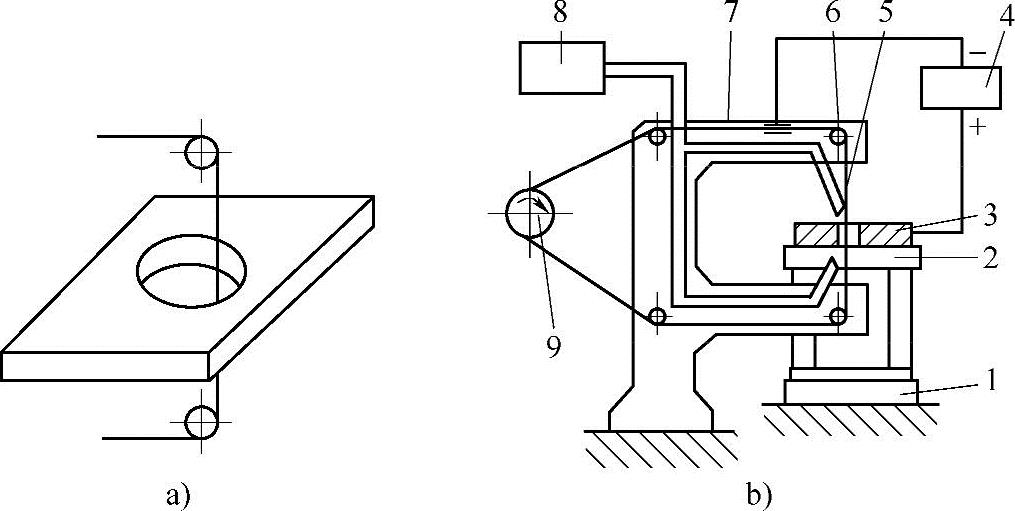
图3-23 电火花线切割加工示意图
a)切割图形 b)加工示意图 1—工作台 2—夹具 3—工件 4—脉冲电源 5—电极丝 6—导轮 7—丝架 8—工作液箱 9—储丝筒
按照电极丝和工件相对运动的控制方式不同,有靠模仿形控制、光电跟踪控制和数字程序控制三种类型。目前,应用最广泛的是数控电火花线切割加工。
电火花线切割加工与电火花成形加工相比,有以下特点:
1)采用金属丝作线电极,可省去成形用的工具电极,大大降低了成形电极的设计和制造费用;缩短生产准备时间和模具加工周期。
2)可用很细的电极丝(直径为0.04~0.20mm)加工微细异形孔、窄缝和复杂形状的工件。
3)采用移动的长电极丝进行加工,单位长度的电极丝损耗小,对加工精度的影响可忽略不计,故加工精度高。当使用的电极丝有明显损耗时,可以更换。(https://www.xing528.com)
4)以切缝的形式按轮廓加工,蚀除量少,使其材料利用率和生产效率都很高。
5)操作方便,自动化程度高,易于实现微机控制。
6)可直接采用精加工或半精加工规准一次成形,不需中途更换规准。
7)一般采用水质工作液,避免发生火灾而安全可靠。
电火花线切割的缺点是不能加工不通孔和纵向阶梯表面。
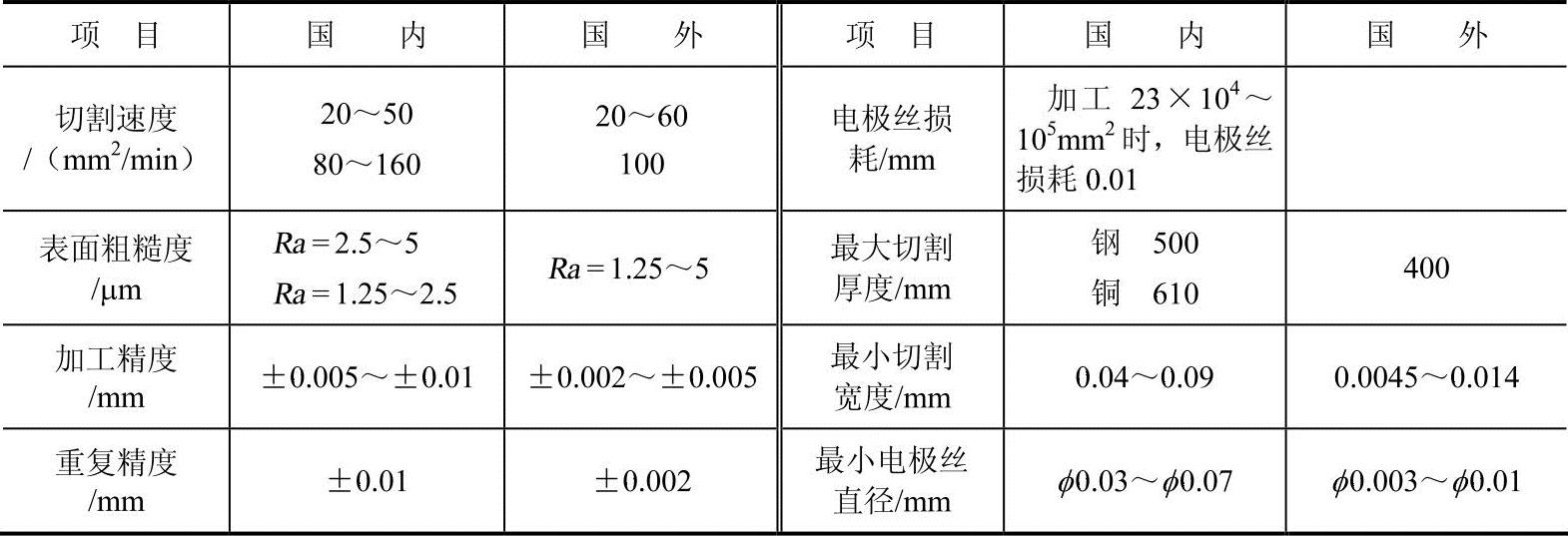
目前,国内外电火花线切割的工艺水平,见表3-6。
表3-6 国内外电火花线切割的工艺水平
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。