



使用坐标镗床加工时,零件的定位很重要,简介如下。
1.以外圆或孔为定位基准
如图2-61所示,如果零件上有已加工好的外圆或孔时,利用装在主轴上的千分表对其进行找正,使机床主轴中心与零件中心重合。在此位置上将粗定位标尺定在某整数上,而光屏读数则调至零位。
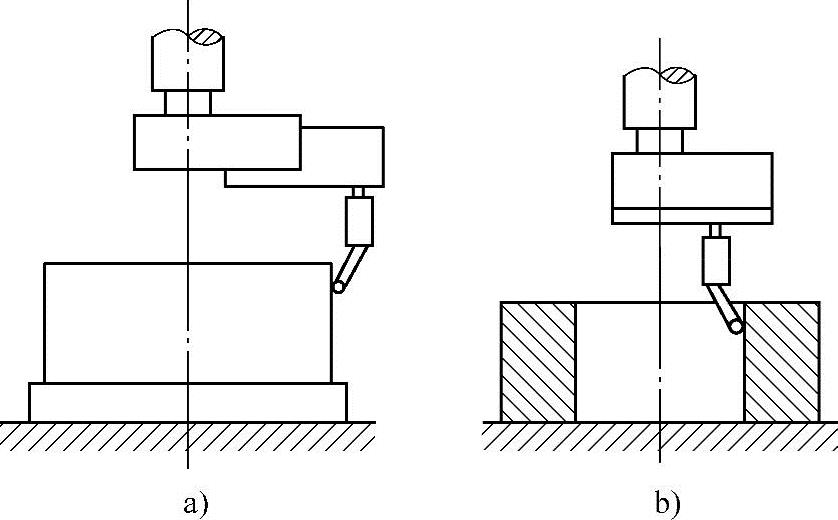
图2-61 以外圆或孔为定位基准
a)以外圆为定位基准 b)以孔为定位基准
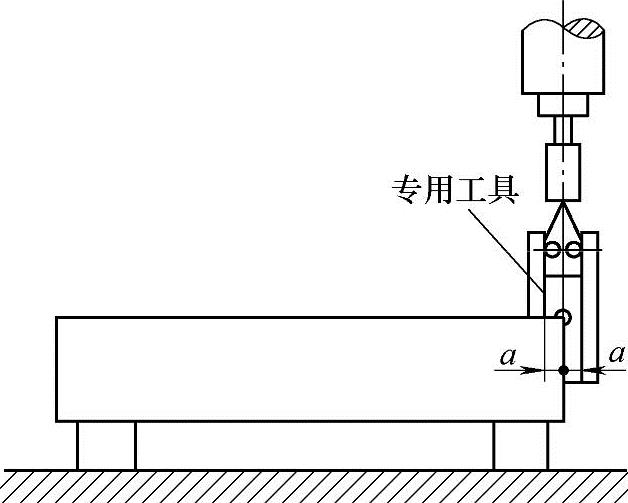
图2-62 用千分表和专用工具找正
2.以互相垂直的两侧面为定位基准
这是常用的方法,其找正的方法很多,以下简介三种方法:
1)用定位角铁和光学中心测定器找正,如图2-59所示。(https://www.xing528.com)
2)用千分表和专用工具找正。找正前,先装夹零件并校正基准面的平行度,然后将专用工具压在零件基准面上,如图2-62所示,用装在主轴上的千分表测量专用工具内槽两侧面,移动工作台使三侧面的千分表读数相同,此时主轴中心已对准基准面。
3)用心轴定位棒找正。使用时,调整零件基准面与机床工作台轴线平行后紧固,将心轴定位棒装夹于机床主轴,并将定位棒靠近零件基准面,用精密块规测得定位块侧面与基准面的距离Z(mm),如图2-63所示。则主轴中心与零件基准面的距离X(mm)可按下式确定:
X=D/2+Z
式中 D——心轴定位棒直径,取20mm。
使用时,装夹在工作台上的零件是以直角坐标定位而加工的。但零件图样上的孔位尺寸往往不是按坐标尺寸标注。因此,为了便于加工需要将图样上的尺寸换算成直角坐标尺寸,如图2-64所示。使用时,按该产品使用说明书操作。
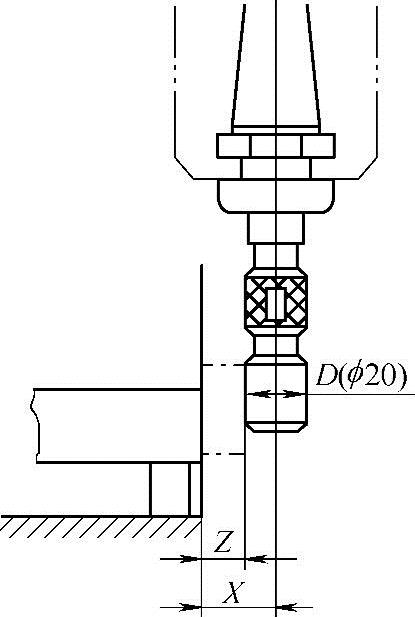
图2-63 用心轴定位棒找正示意图
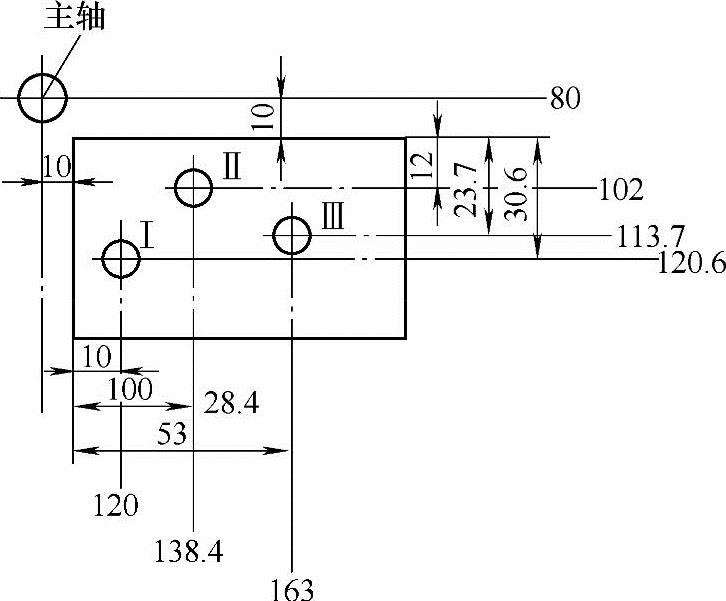
图2-64 零件的坐标工作图
注:此例各孔指示刻度为: 横坐标刻度 纵坐标刻度 孔Ⅰ 120 120.6 孔Ⅱ 138.4 102 孔Ⅲ 163 113.7
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。