



当模具零件的内外表面具有很复杂的形状时,需要用成形磨削进行精加工。其加工精度可达IT6;表面粗糙度可达Ra1.6~0.4m。成形磨削在模具加工中,主要用于精加工凸模、拼块凹模及电火花加工用的电极等零件。
成形磨削原理是把复杂形状零件的轮廓分解为若干个线段和圆弧,然后逐段磨削。成形磨削可在成形磨床或平面磨床上进行。图2-23所示为专用于加工模具零件的成形磨床,按使用说明书操作。
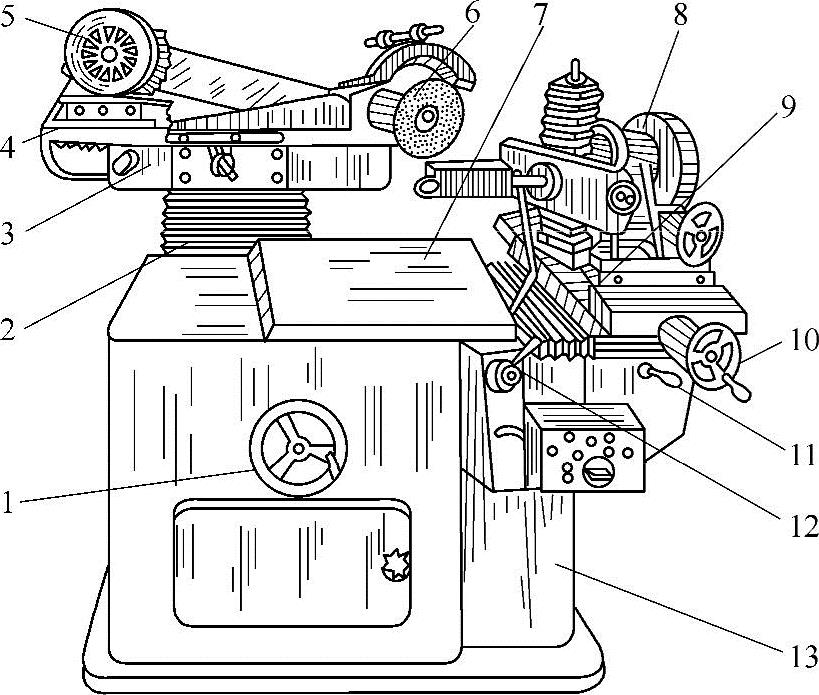
图2-23 成形磨床结构图
1、10—手轮 2—垂直导轨 3—纵向导轨 4—磨头架 5—电动机 6—砂轮 7—测量平台 8—万能夹具 9—夹具工作台 11、12—把手 13—床身
成形磨削的方法很多,下面主要介绍三种。
1.成形砂轮磨削法
如同成形车削一样,它是利用工具将砂轮修整成与零件被磨型面完全吻合的相反形状,然后用该砂轮进行磨削加工,以期获得所需要的成形表面,如图2-24所示。
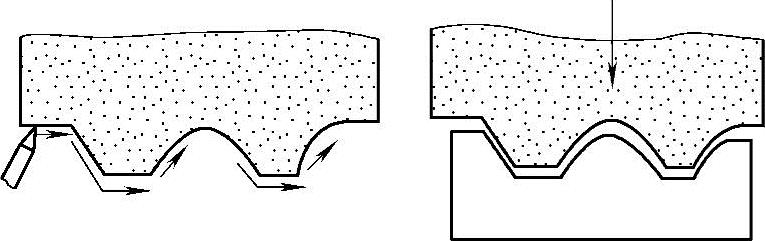
图2-24 成形砂轮磨削法示意图
(1)砂轮角度的修整 图2-25所示为修整砂轮角度的专用夹具,不同规格和型号的专用夹具,按使用说明书操作。
修整砂轮角度时,根据需要修整的角度α,可按公式计算应垫入的块规组合高度或宽度值H。如图2-26a所示,如修整的角度为0°≤α≤45°时,利用块规平板垫块规,其高度值H为
H=l−Lsinα−(d/2)
式中 H——应垫入的块规高度值(mm);
l——夹具的回转中心至块规平板面的高度(mm);
L——正弦圆柱中心至夹具回转中心的距离(mm);
d——正弦圆柱直径(mm)。
(2)圆弧砂轮的修整 修整圆弧砂轮的夹具有多种,但原理大致相同。图2-27所示为修整圆弧砂轮的工具结构图,按使用说明书操作。
图2-28所示为修整砂轮圆弧示意图,金刚刀尖到夹具回转中心的距离就是圆弧半径的大小。此值要事先用垫块规的方法调整好。
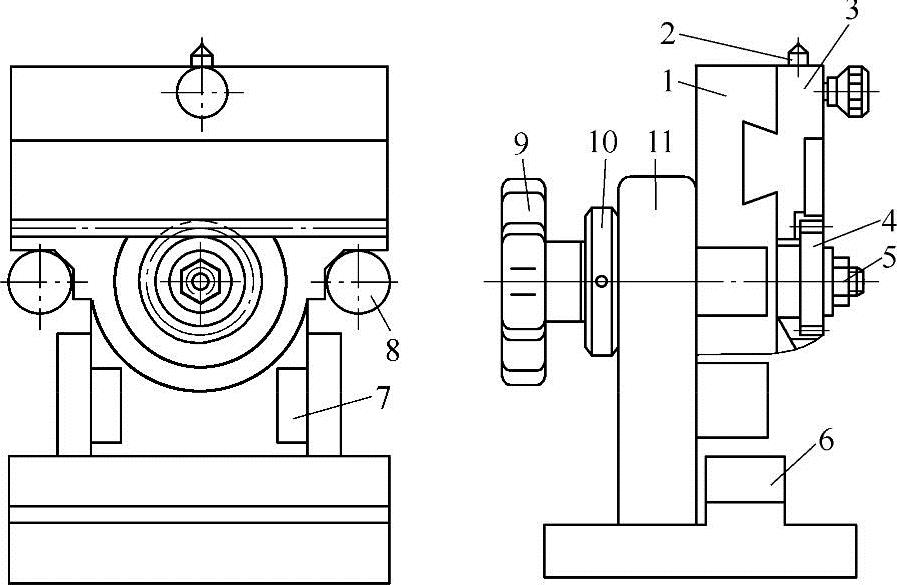
图2-25 修整砂轮角度的专用夹具
1—正弦规座 2—金刚刀 3—滑块 4—齿轮 5—心轴 6—平板 7—垫板 8—正弦柱 9—手轮 10—螺母 11—夹具体
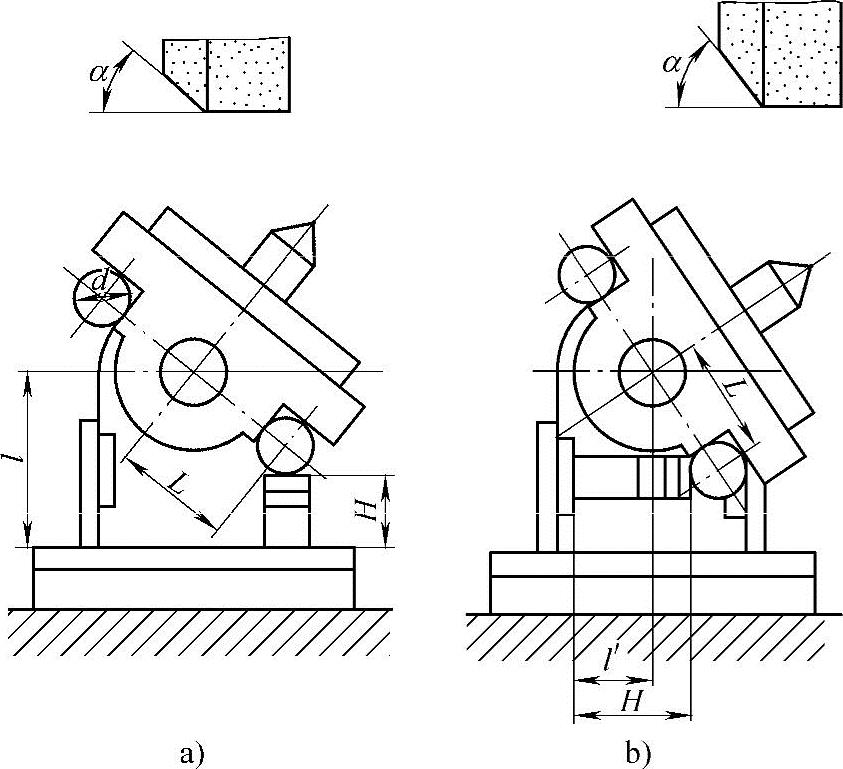
图2-26 块规的计算示意图
a)0°≤α≤45° b)45°<α≤90°
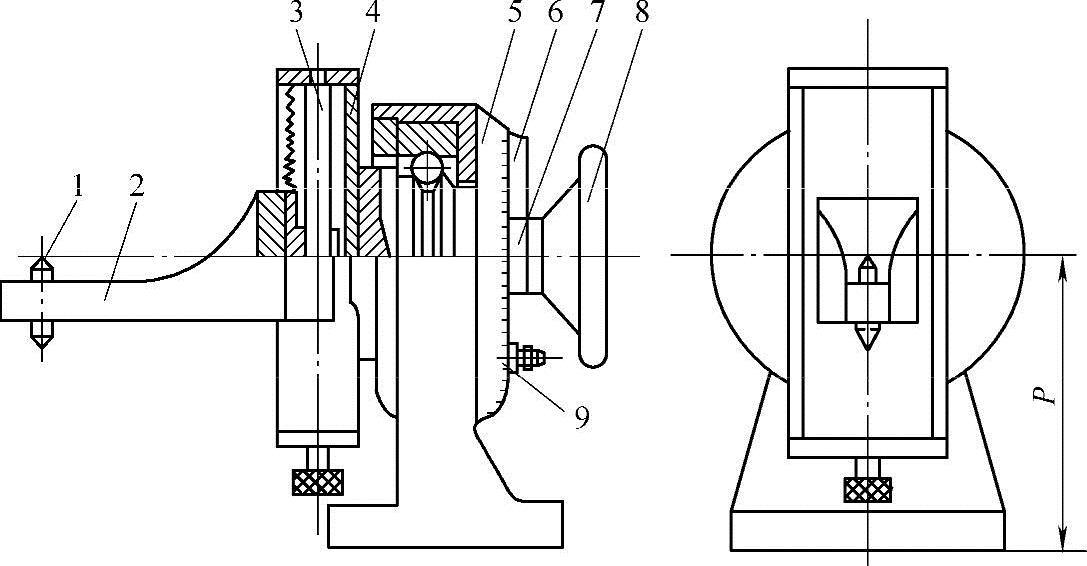
图2-27 修整圆弧砂轮的工具结构图
1--金刚刀 2—摆杆 3—螺杆 4—滑座 5—刻度盘 6—角度标 7—主轴 8—手轮 9—挡块
当调整凸圆弧砂轮时,如图2-29a所示金刚刀尖应高于夹具中心,应垫块规高度值为
H=P+R
式中 H——应垫入的块规高度值(mm);
P——夹具的中心高度(mm);
R——需修砂轮圆弧半径(mm)。
图2-29b所示为修整凹圆弧砂轮,金刚刀尖应低于夹具中心,应垫块规值为
H=P−R
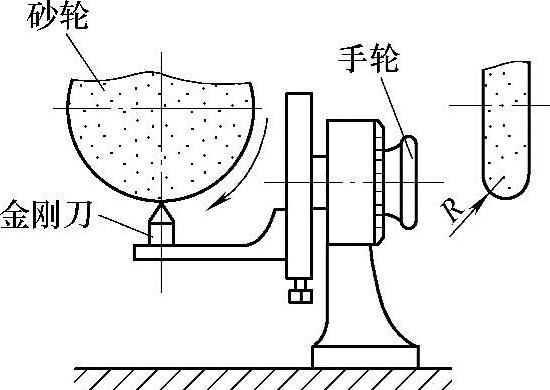
图2-28 修整砂轮圆弧示意图
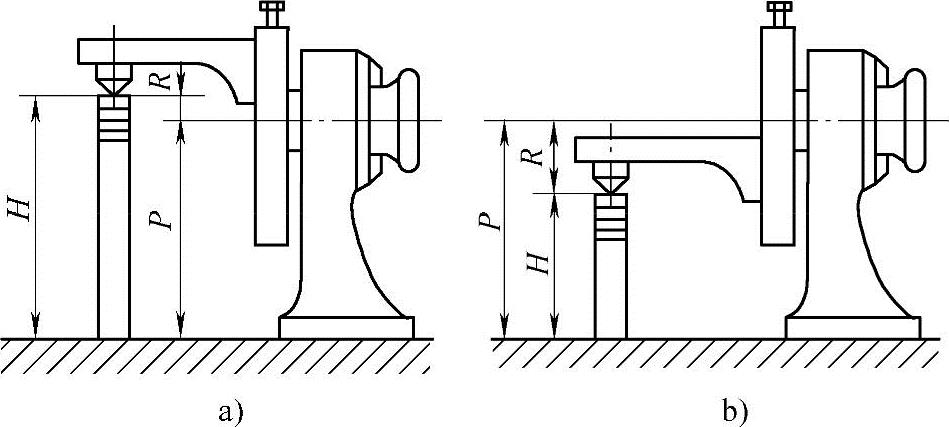
图2-29 圆弧半径的控制示意图
a)修整凸圆弧砂轮 b)修整凹圆弧砂轮
(3)非圆弧曲面砂轮的修整 当磨削的零件形状复杂,其轮廓线不是圆弧形时,可用专门的靠模装置修整砂轮,如图2-30所示。
使用时手持靠模装置使触头紧靠样板并沿样板上的曲线移动,这样就可修整出与样板曲线形状相同的凸型面成形砂轮。样板曲线是按磨削零件的形状而设计的,其精度应大于零件精度。
修整凹面成形砂轮的靠模装置与凸面成形砂轮的靠模基本相同,仅是样板为凹面的且触头为尖形的。
2.成形夹具磨削法
成形夹具磨削法,即将零件置于成形夹具上,利用夹具调整零件的位置,使零件在磨削过程中作定量移动或转动,由此获得所需形状的加工方法。其中,常用的夹具是正弦精密平口钳、正弦精密磁力台(加工平面和斜面)、正弦分中夹具(加工一个回转中心)和万能夹具(加工有多个回转中心的零件)等。
(1)正弦型夹具 主要有正弦精密平口钳和正弦精密磁力台,如图2-31和图2-32所示,按使用说明书操作。
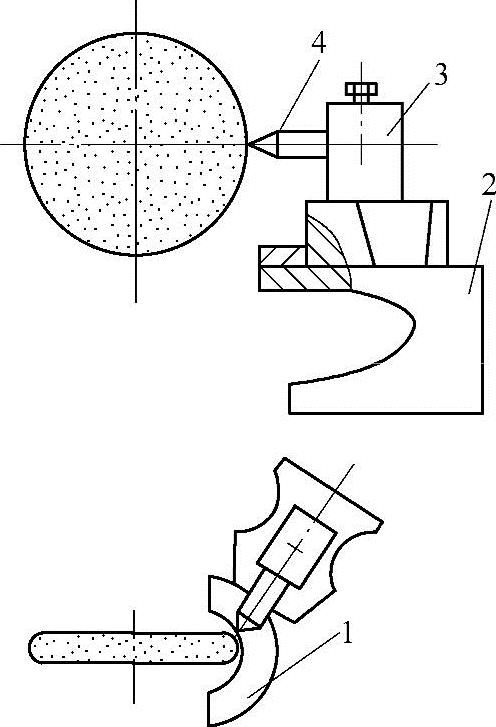
图2-30 用靠模装置修整砂轮示意图
1—靠模样板 2—支架 3—靠模工具 4—金刚刀
两者的主要区别在于零件的固定方式不同,即前者是利用钳口夹持;后者是利用磁性吸合(仅适合磨削扁平的能被磁化的零件)。这两种装置与成形砂轮相配合可磨削直线与圆弧组成的复杂几何形状。
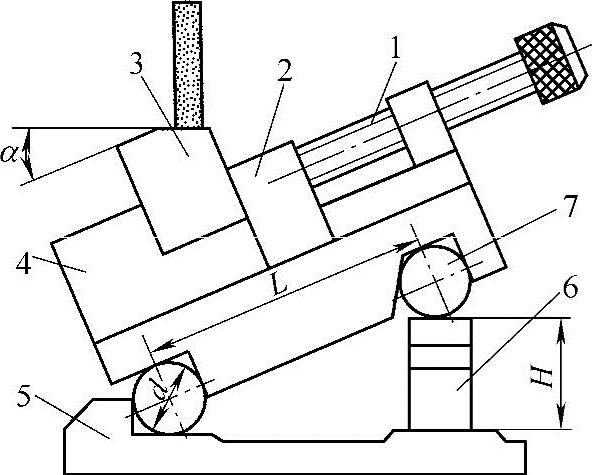
图2-31 正弦精密平口钳示意图
1—螺杆 2—活动钳口 3—工件 4—台虎钳体 5—底座 6—块规 7—正弦圆柱
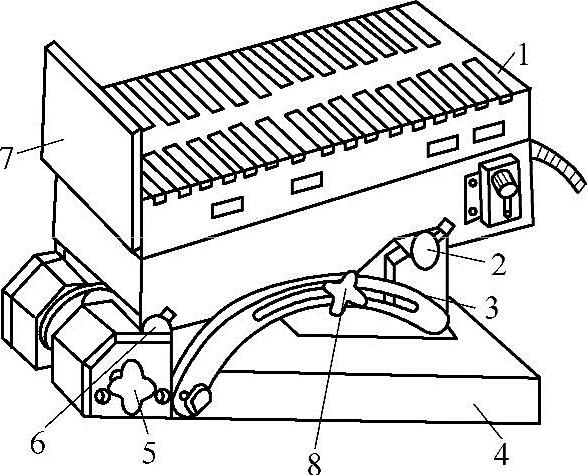
图2-32 正弦精密磁力台示意图
1—电磁吸盘 2、6—正弦圆柱 3—块规 4—底座 5、8—锁紧手轮 7—挡板
使用时,如果为了使零件倾斜一定角度,需垫入的块规。其高度可按下式计算:
H=Lsinα
式中 H——需垫入块规的高度(mm);
L——两正弦圆柱的中心距(mm);
α——零件所需倾斜的角度(°)。
(2)正弦分中夹具 这种夹具主要用于磨削具有同一轴线的零件。如图2-33所示,这种夹具是由正弦分度头、后顶尖和底座三部分组成。
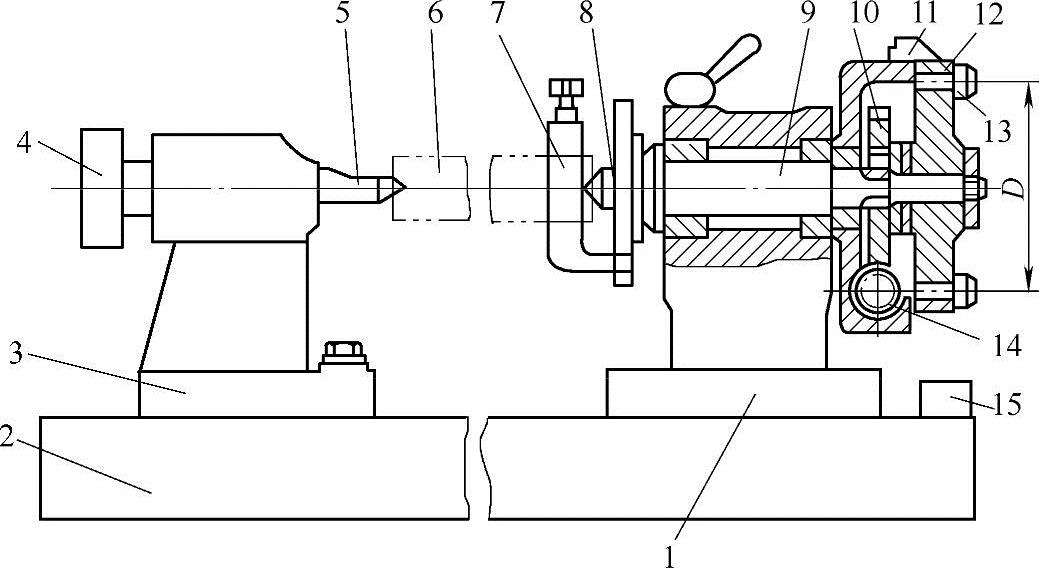
图2-33 正弦分中夹具
1—前顶尖座 2—底板 3—后顶尖座 4—后顶尖手轮 5—后顶尖 6—工件 7—鸡心夹具 8—前顶尖 9—主轴 10—蜗轮 11—零位指标 12—分度盘 13—正弦圆柱 14—蜗杆 15—量块垫板(https://www.xing528.com)
设正弦圆柱中心至夹具主轴中心的距离为L(L=D/2,D为圆柱中心所在圆的直径),当其中一对圆柱处于水平位置时,在该圆柱下面所垫的块规高度为H0,如图2-34a所示。此时应垫块规高度的计算方法如下:
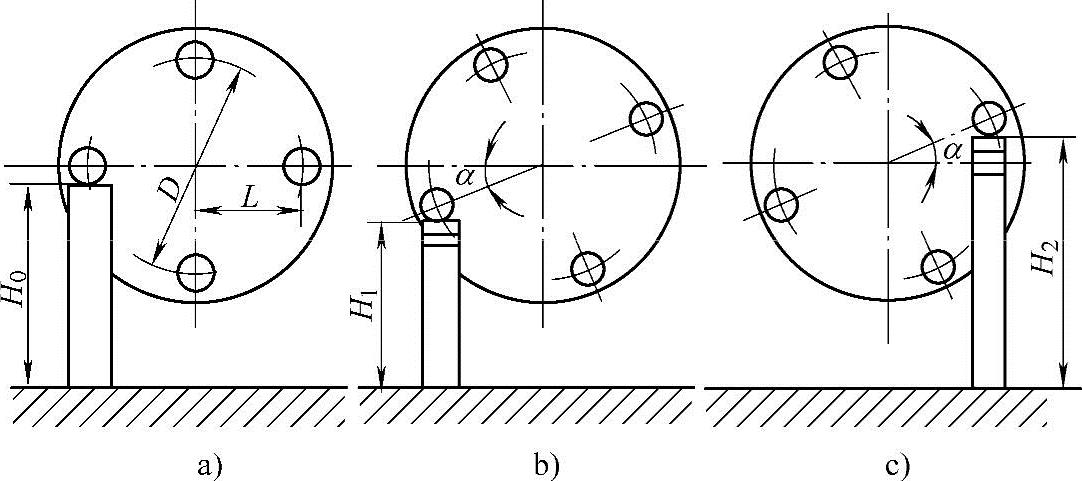
图2-34 应垫块规的计算示意图
a)圆柱处于水平位置 b)圆柱过夹具回转中心水平线以下 c)圆柱过夹具回转中心水平线以上
当垫块规的正弦圆柱在过夹具回转中心的水平线以下(图2-34b)时,应垫块规高度值为
H1=H0−Lsinα
式中 α——零件所需转动的角度(°)。
当垫块规的正弦圆柱在过夹具回转中心的水平线以上(图2-34c)时,应垫块规值为
H2=H0+Lsinα
在正弦分中夹具上,零件的安装通常有两种方法:
1)心轴装夹法。心轴装夹法如图2-35所示,零件带有内孔且内孔中心为成形表面的回转中心,内孔装入心轴,利用心轴将零件装入两顶尖之间,利用鸡心夹头带动零件旋转。
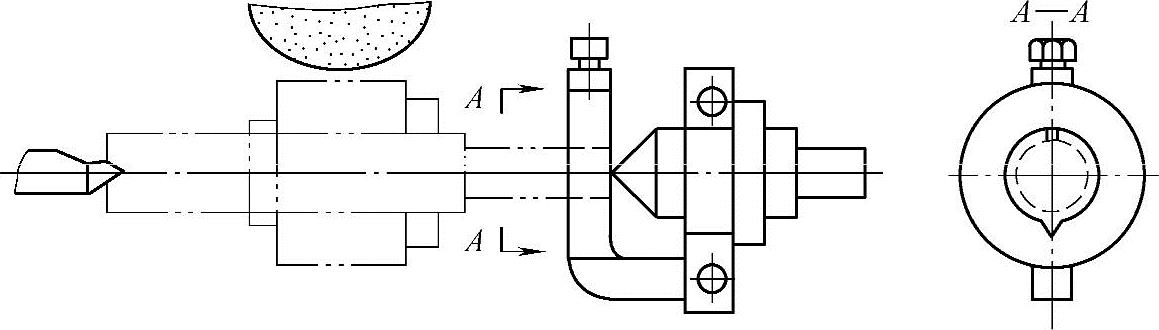
图2-35 心轴装夹法示意图
2)双顶尖装夹法。双顶尖装夹法如图2-36所示。
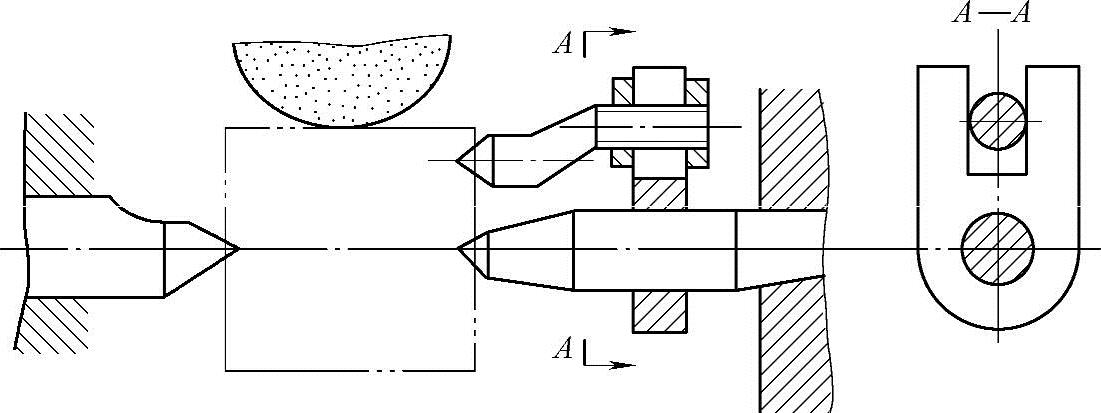
图2-36 双顶尖装夹法示意图
利用正弦分中夹具磨削时,被加工的表面尺寸的测量一般用比较法。图2-37所示为测量调整器,它主要由三角架、块规座和固定螺母组成。不同规格的测量调整器,按使用说明书操作。
通常,为了便于测量把块规座B面调节到比夹具中心低50mm,其调节法如图2-38所示。
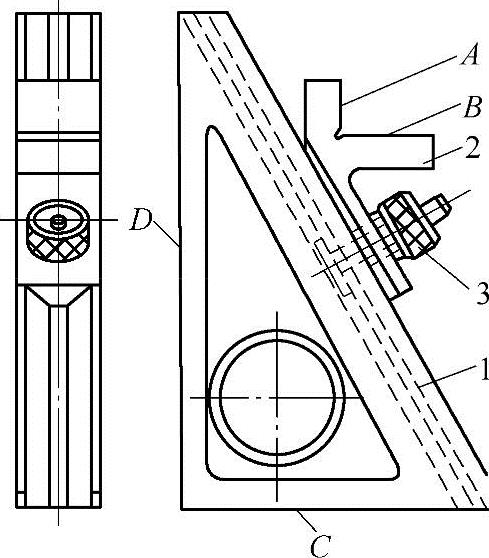
图2-37 测量调整器
1—三角架 2—块规座 3—固定螺母
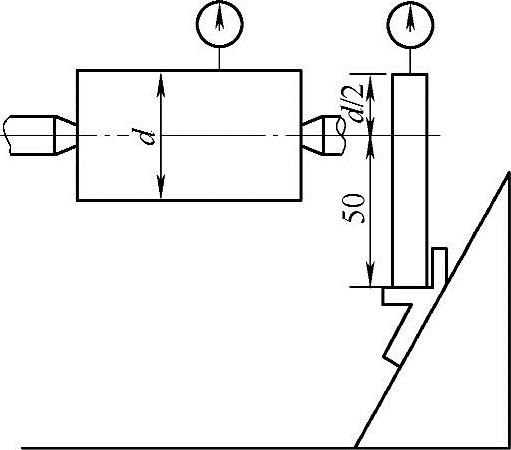
图2-38 夹具中心高度的测定
当被测量表面高于夹具中心时,可在50mm的块规上加入块规组,使块规组上表面与被测量表面的读数相同。这样,块规组的高度就等于被测量表面至夹具中心的距离。设被测量表面至夹具中心的距离为s,被测量表面高度与夹具中心高度的差为h,则块规组上表面的测量高度H为
H=h+s
当被测量表面低于夹具中心时,应将50mm的块规取下,在B面上安装尺寸为(50−s)mm的块规即可,块规组的上表面的测量高度H为
H=h−s
(3)万能夹具 万能夹具如图2-39所示,它是成形磨床的主要部件,是由正弦分中夹具发展起来的更完善的成形夹具,应用于磨削多个圆心的圆弧面和斜面。万能夹具主要由分度部分、十字拖板和零件夹持部分组成,按使用说明书操作。
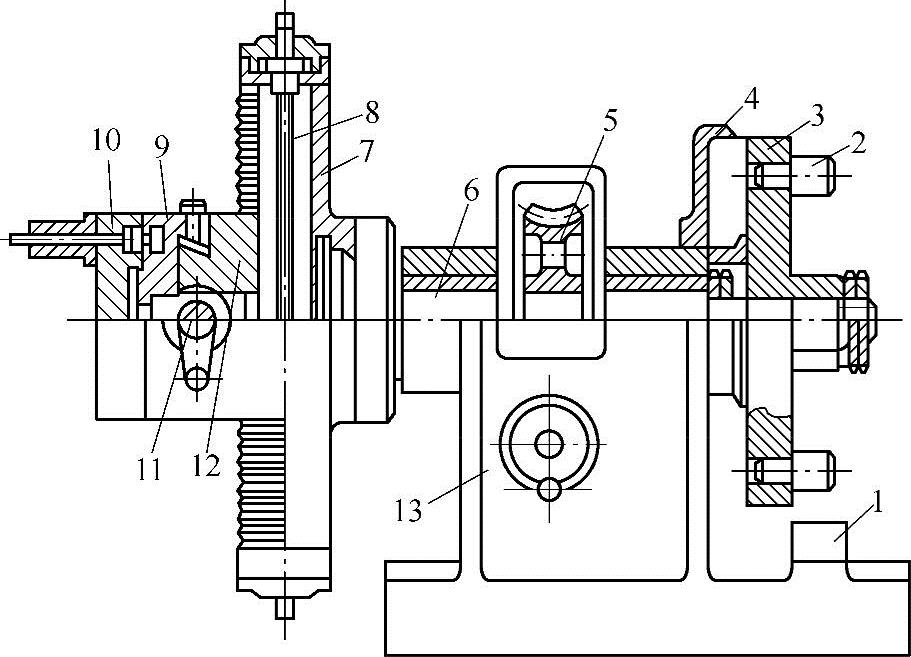
图2-39 万能夹具示意图
1—块规垫板 2—正弦圆柱 3—分度盘 4—游标 5—蜗轮 6—主轴 7—拖板座 8、11—丝杠 9—小滑板 10—转盘 12—中滑板 13—手轮
在万能夹具上,零件安装方法有:
1)用螺钉紧固零件。如图2-40所示,即预先在零件上做好工艺螺钉孔,用螺钉和垫柱将零件紧固在转盘上。
2)用夹具装夹。如图2-41所示,即先将精密平口钳或磁力台紧固在转盘上,然后将零件再安装在其上面。这种方法安装一次只能磨削部分成形面。
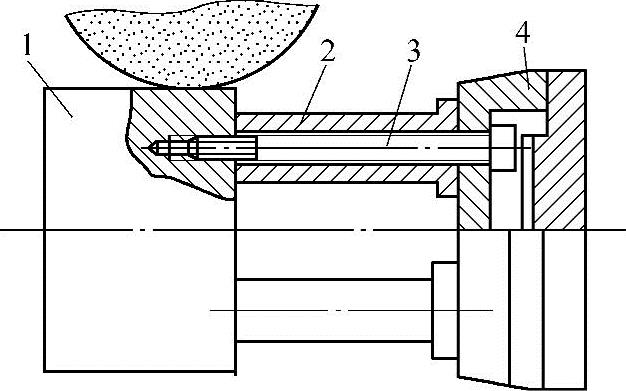
图2-40 螺钉装夹法示意图
1—工件 2—垫柱 3—螺栓 4—转盘
3)用磨回转体的夹具装夹。需要磨削圆球面或圆锥面时,可用这种方法装夹。磨回转体的结构如图2-42所示,被磨的零件装在弹簧夹头内,拧紧螺母将零件夹紧,旋转手轮可使弹簧夹头和零件绕夹具中心回转。工作时,将该夹具安装在磁力台上,如图2-43所示。
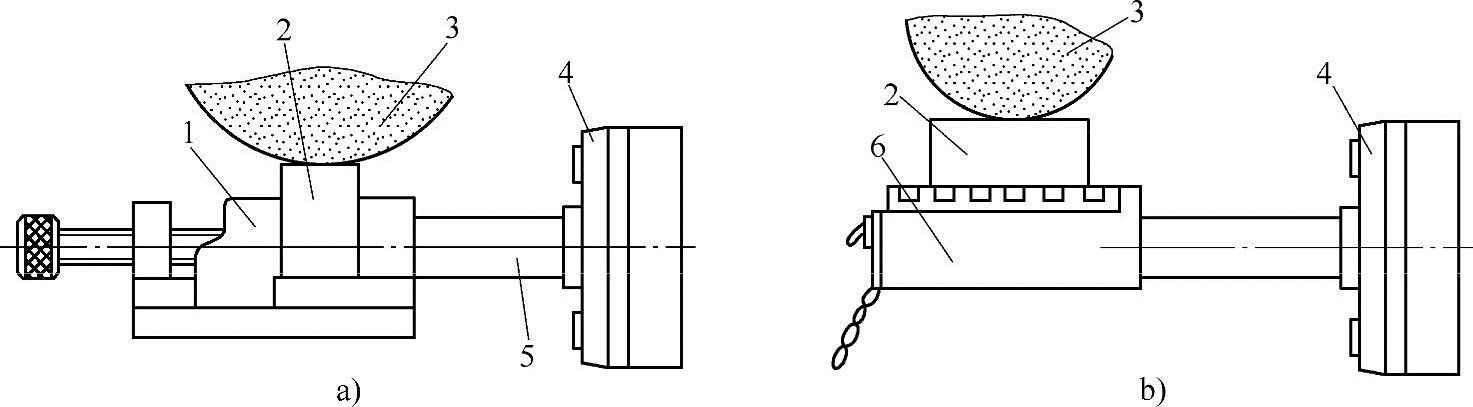
图2-41 夹具装夹法示意图
a)精密平口钳装夹法 b)磁力台装夹法 1—精密平口钳 2—工件 3—砂轮 4—转盘 5—垫柱 6—磁力台
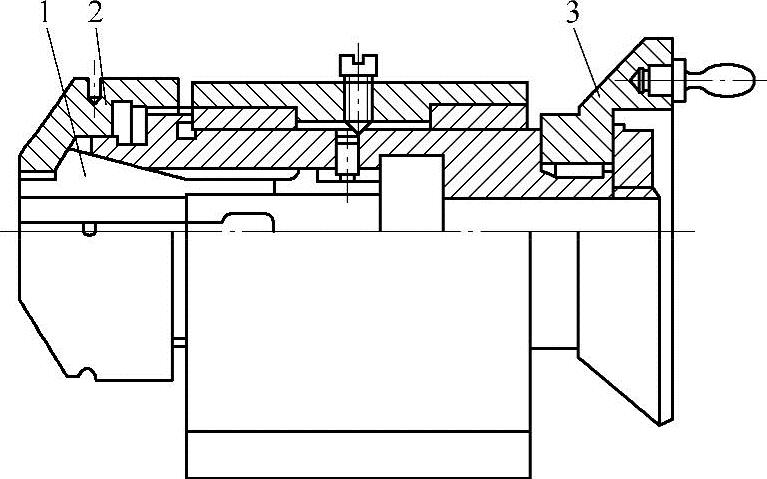
图2-42 磨回转体夹具示意图
1—弹簧夹头 2—螺母 3—手轮
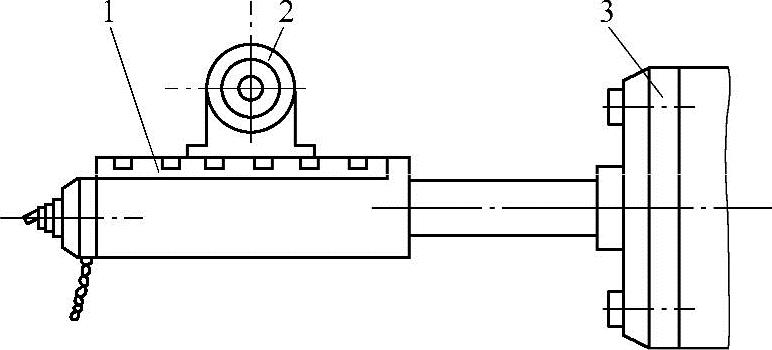
图2-43 磨回转体夹具装夹示意图
1—磁力平台 2—磨回转体夹具 3—转盘
3.数控磨床成形磨削法
数控成形磨床如图2-44所示,是以平面磨床基础上,将其砂轮垂直进给运动和工作台的横向进给运动采用了数控装置。
在数控成形磨床上进行成形磨削的方法,主要有三种。
(1)数控成形砂轮磨削 如图2-45所示为用成形砂轮磨削示意图,即先将砂轮修整器安装在数控机床工作台上,利用数控装置将砂轮进行修整成形,然后利用该砂轮进行磨削加工。该种方法仅适用于加工面窄而批量大的零件。
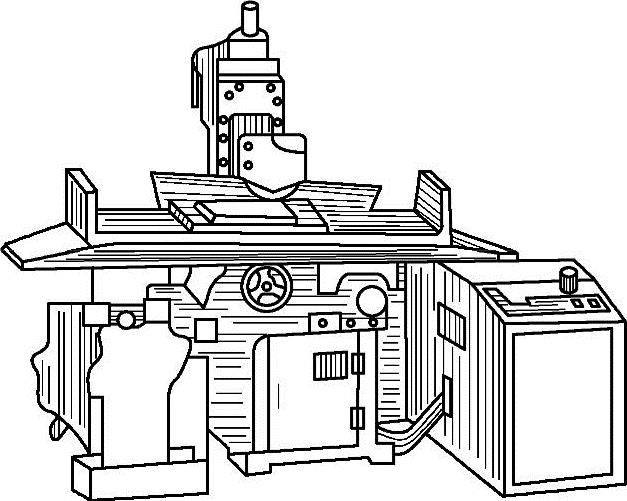
图2-44 数控成形磨床示意图
(2)数控仿形磨削 利用数控装置将砂轮修整成圆形或V形,然后由数控装置控制砂轮架的垂直进给运动和工作台作横向运动,使砂轮沿着零件的轮廓进行仿形加工,如图2-46所示。该种方法适用于加工宽面零件。
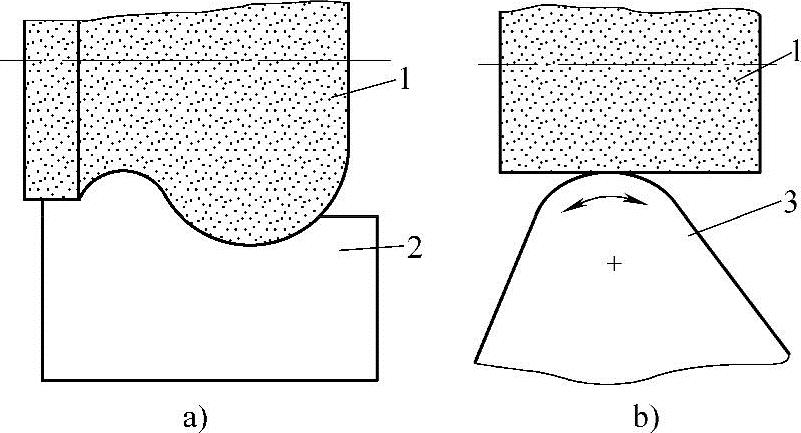
图2-45 用成形砂轮磨削
a)砂轮修整 b)磨削工件 1—砂轮 2—金刚石 3—工件
(3)数控复合磨削 把上述两种方法结合起来,用来磨削多个相同型面的零件,如图2-47所示。
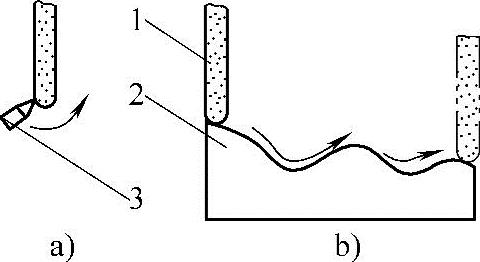
图2-46 用仿形法磨削
a)砂轮修整 b)磨削工件 1—砂轮 2—工件 3—金刚石
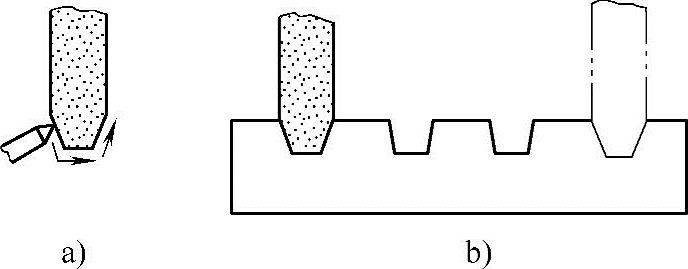
图2-47 复合磨削示意图
a)砂轮修整 b)磨削工件
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。