



普通磨削加工,即在普通磨床上进行的磨削。
1.平面磨削
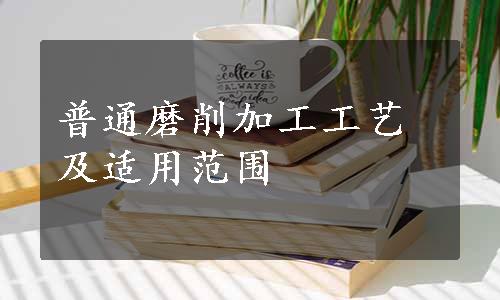
图2-19所示为卧轴平面磨床的周边磨削和立轴磨床的端面磨削示意图。平面磨削,有平行平面的磨削和垂直平面的磨削。
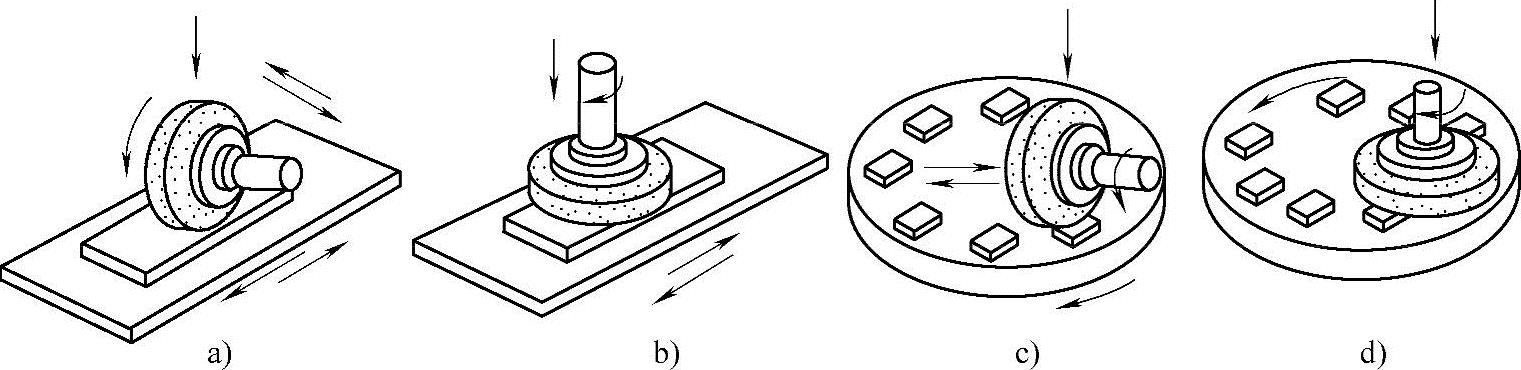
图2-19 平面磨削示意图
a)卧轴矩台平面磨床磨削 b)立轴矩台平面磨床磨削 c)卧轴圆台平面磨床磨削 d)立轴圆台平面磨床磨削
图2-20所示为模具垂直平面磨削装夹示意图。
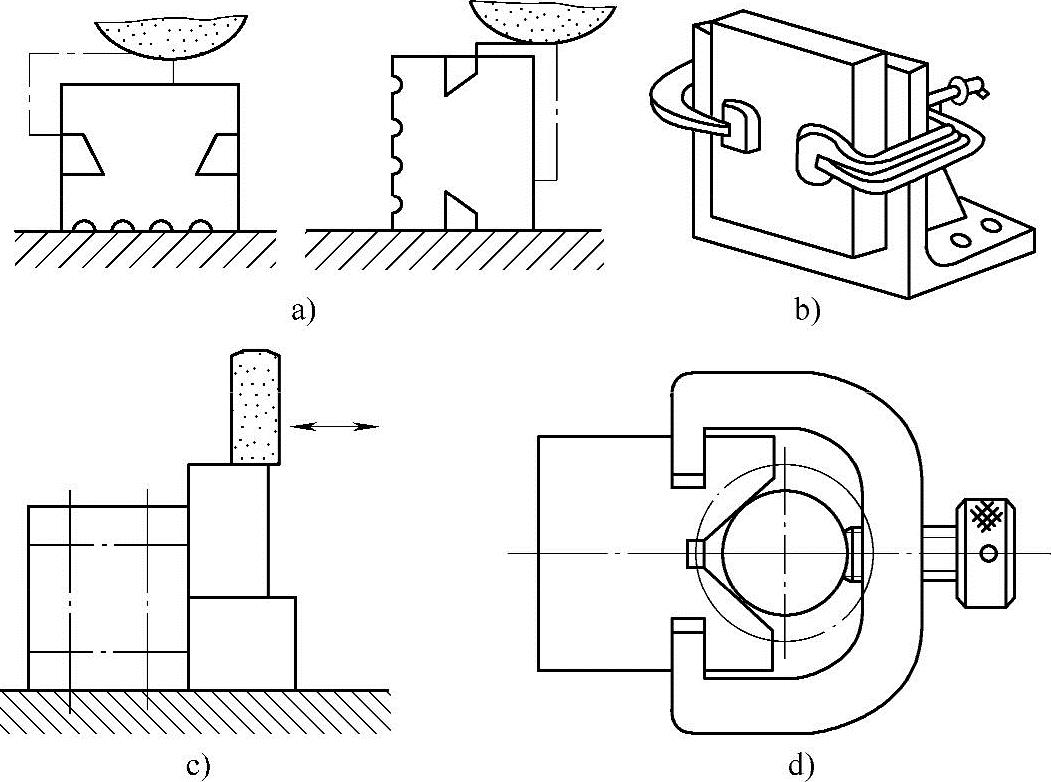
图2-20 模具垂直平面磨削装夹示意图
a)用精密平口钳夹持工件 b)用精密角铁和平行夹头装夹工件 c)用导磁角铁和平行垫铁装夹工件 d)用精密V形铁和夹爪装夹工件
2.内、外圆磨削
(1)外圆磨削 外圆磨削主要用于各种零件,如圆形凸模、导柱、导套、顶杆等的外圆磨削。外圆磨削尺寸精度可达IT6~IT5,表面粗糙度可达Ra0.8~0.2μm,如用高精密磨削表面粗糙度可达Ra0.025μm。
外圆磨削的装夹:如图2-21所示为有前后顶尖装夹和反顶尖装夹。

图2-21 外圆磨削装夹方式
a)前后顶尖装夹 b)反顶尖装夹(www.xing528.com)
前者装夹方便且加工精度高;后者适用于不能磨顶尖孔的细长件。外圆磨削精度可达IT6~IT5;表面粗糙度可达Ra0.8~0.2μm。适于在普通外圆磨床或万能外圆磨床上,磨削圆柱形凸模、导柱、导套和推杆等外圆柱面。
外圆磨削时,淬火零件的顶尖孔必须准确刮研。磨阶梯轴件时,应在一次装夹中磨出各段,以确保其同轴度。
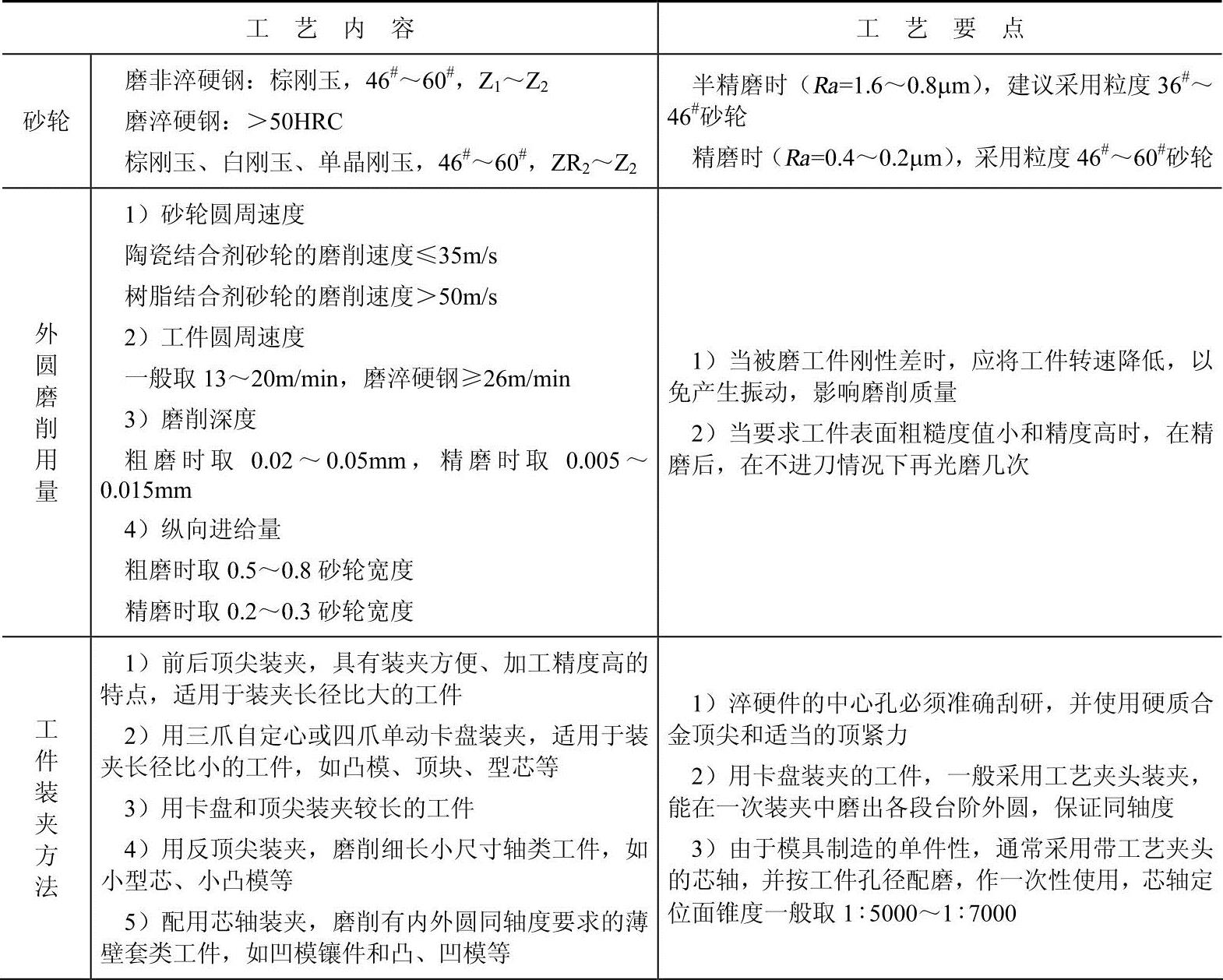
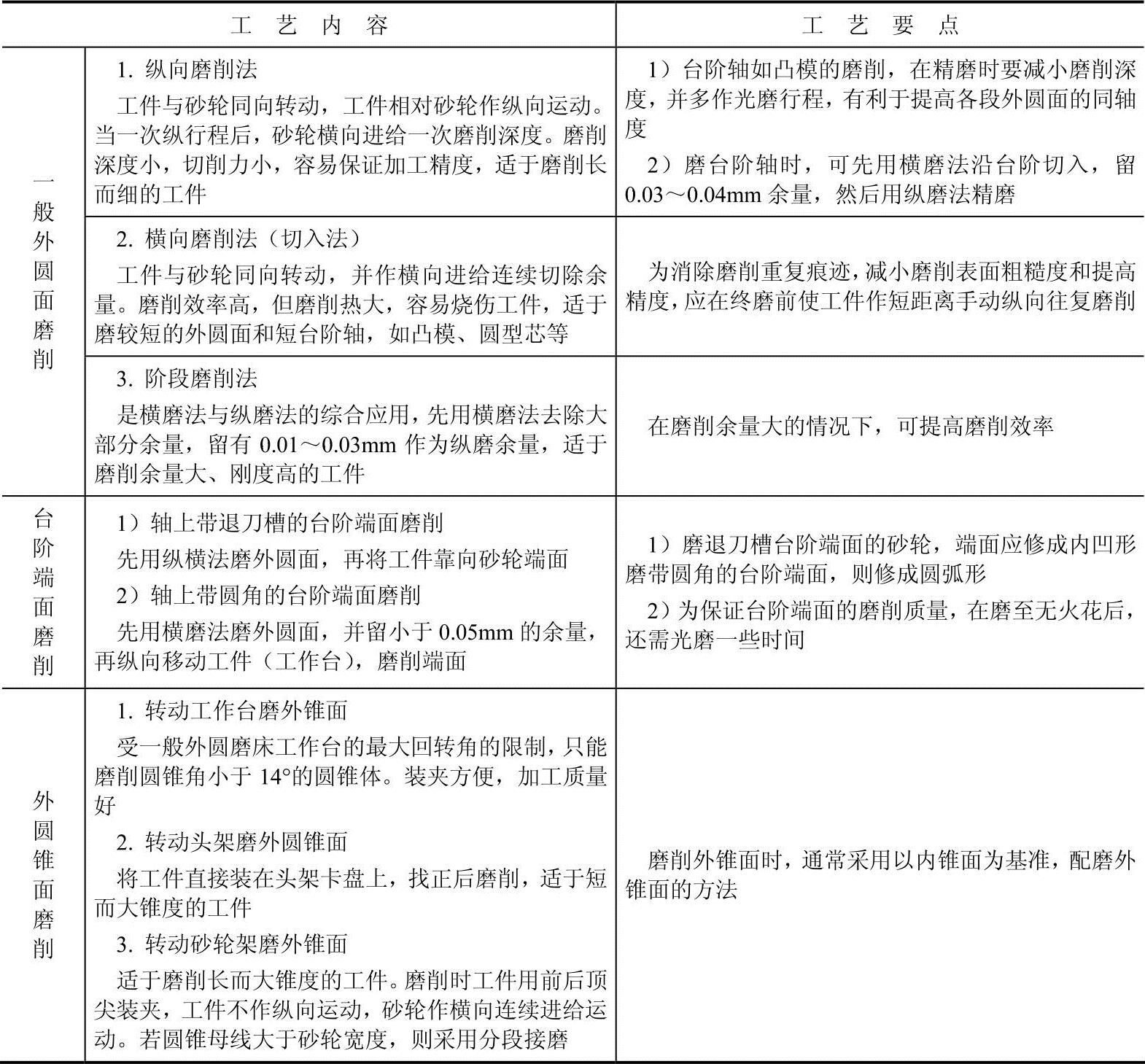
在外圆磨床上加工外圆、台阶端面、外圆锥面的磨削工艺要点见表2-2。
表2-2 外圆磨削工艺要点
(续)
(2)内圆磨削 是在内圆磨床或万能外圆磨床上进行的,其加工方式与外圆磨削基本相同。加工精度可达IT7~IT6,表面粗糙度可达Ra1.6~0.4μm;如采用高精密磨削工艺,尺寸精度可控制在0.005mm以内,表面粗糙度为Ra0.1~0.025μm。
其装夹方式与车削装夹方法类似。
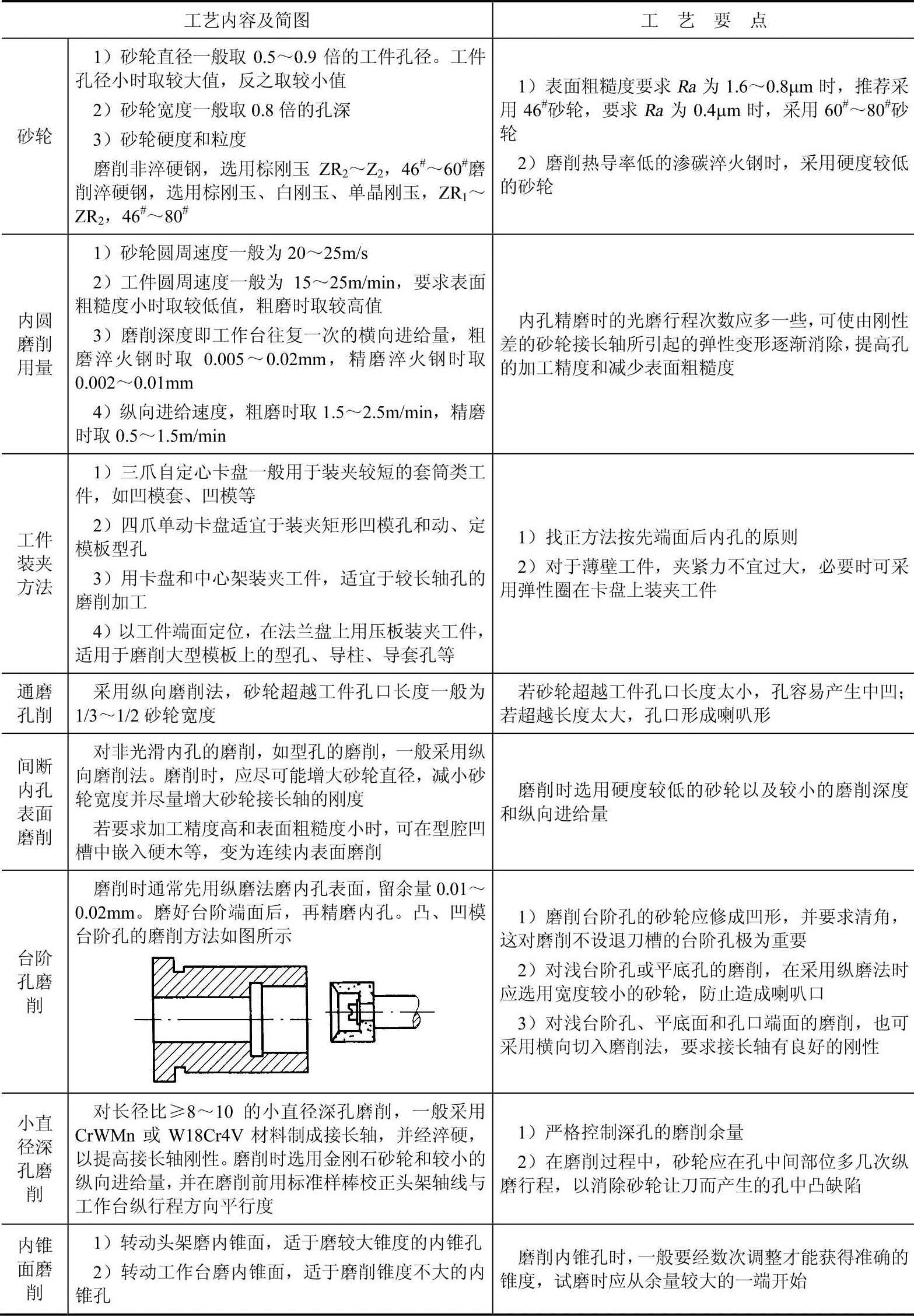
在内圆磨床上加工内孔和内锥孔的磨削工艺要点见表2-3。
(3)内、外圆同时磨削 例如导套、拉深模的凸、凹模等许多模具零件为了确保内外圆的同轴度,需要内、外圆同时磨削。磨削时,一般是先磨削内孔,然后插入芯棒再磨削外圆。图2-22所示为导套内、外圆同时磨削示意图。
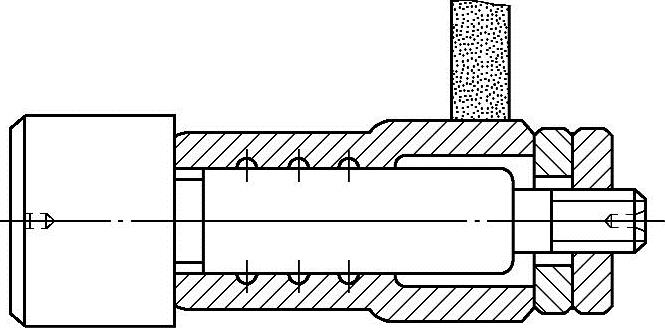
图2-22 内、外圆同时磨削示意图
表2-3 内孔和内锥孔的磨削工艺要点
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。