



数控铣削是在专门的数控铣床上进行的。在模具制造中数控铣床的应用日趋广泛。由于这种铣床是使用数字表示加工指令来控制加工过程,与仿形铣削比较有许多优点:如不需制作仿形靠模;加工精度高;可实现加工过程自动化,减少停机时间等。
1.控制方法
采用数控铣床进行三维形状加工的控制方式,有以下几种:
1)两轴半控制。这种方法是控制X、Y两轴进行平面加工,高度(Z)方向只移动一定数量作等高线状加工,如图2-17所示。
2)三轴控制。这是同时控制X、Y、Z三个方向的运动进行轮廓加工,如图2-17b所示。
3)五轴同时控制。这是除控制X、Y、Z三个方向的运动外,铣刀轴还作两个方向旋转,如图2-17c所示。五轴控制除可以提高精度外,还可以对表面凹入部分进行加工,如图2-18所示。
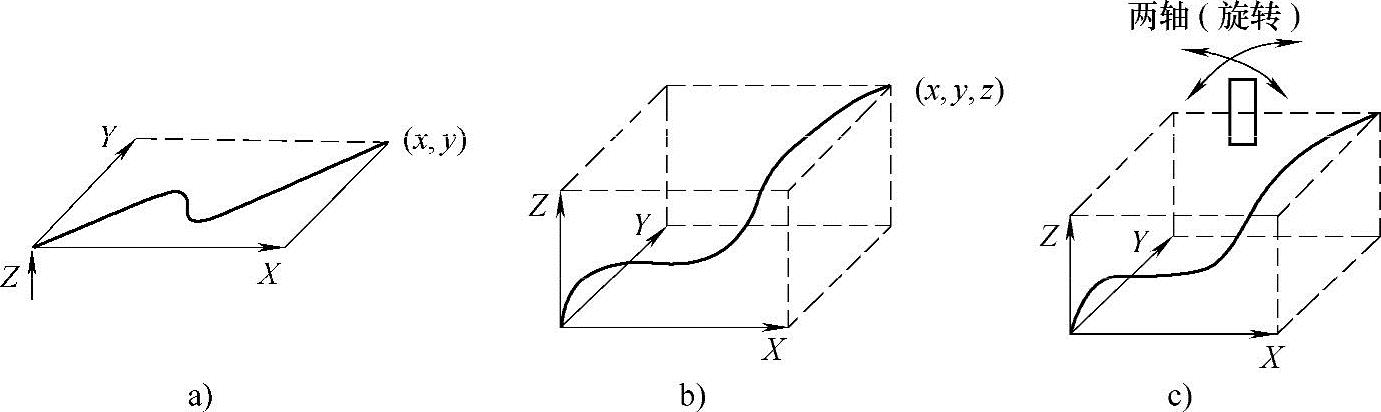
图2-17 加工三维形状的控制方法
a)两轴半控制 b)三轴控制 c)五轴同时控制
2.数控编程
使用数控机床时,首先要根据零件设计图样结合数控机床的指令系统为该零件编制加工程序(简称:编程),并把相应的信息输入到机床中。数控机床编程的方法有两种:手工编程和自动编程。
(1)手工编程 手工编程分为以下几个阶段:
1)工艺处理阶段。根据零件图样进行工艺分析,进而确定加工顺序和加工用量等工艺参数。(https://www.xing528.com)
2)数学处理阶段。在上述工作的基础上,计算出数控机床所需要输入的数据。这一步也称为工艺计算。
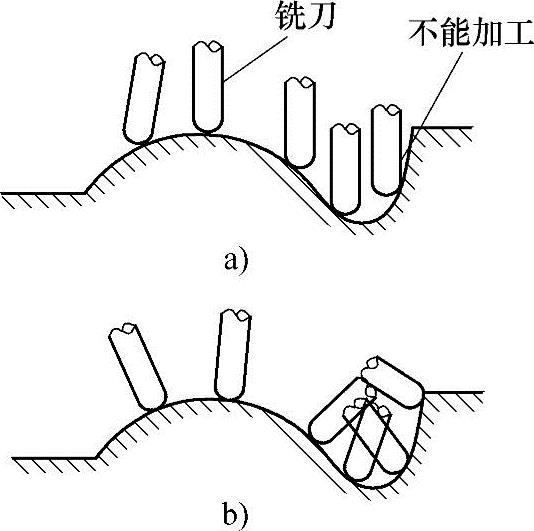
图2-18 五轴控制与三轴控制比较
a)三轴控制 b)五轴控制
3)编写零件加工程序单。根据加工顺序计算得到的数据以及加工用量等,结合数控机床的指令代码,编写程序单。
4)制作纸带。按程序单用穿孔机在标准纸带上穿孔,以得到数控机床所需要的输入纸带。
在编程过程中,加工顺序和工艺参数的确定与普通机床相同。在程序单中机床的起停、冷却液的开断、主轴进给速度、刀具选择和纸带制作等,一般懂得机械加工的工艺人员均能胜任。
手工编程过程的工艺计算,用一般计算器进行人工计算即可,但计算很繁琐且容易出错,同时,编程人员须有一定的数学知识。编写程序单时,指令代码和程序格式参阅机床使用说明书及相关技术资料。
(2)自动编程 当零件形状复杂,给出的数据量大、计算量大或难以计算时,应采用自动编程,即用电子计算机完成编程工作。编制零件加工程序时,应将欲加工的部分进行工艺分析、确定加工顺序和所用夹具、刀具等,然后用计算机语言和语法编写加工该零件所需输入计算机的程序(包括全部零件轮廓、各几何元素定义、必要的计算参数、机床的辅助功能及加工顺序等),该程序称为“源程序”。
为了对源程序的处理,事先对被加工零件编写好一套程序并存储在计算机内,这个程序称为“编译程序”,也就是所谓的“程序系统”或“软件”。当源程序输入计算机后就可以按编译程序规定的过程去处理,并通过电子计算机的外部设备(如打印机等)直接输出控制数控机床用的零件加工程序单、穿孔纸带和零件图形等。
数控铣床不仅可以加工各种模具型腔,也可以加工凸模、凹模、固定板和卸料板等零件,以及利用刀具偏置功能调整零件的相关尺寸差。虽然数控铣床的加工精度比仿形铣削高得多,但对形状复杂的型腔不易制作数控纸带时,仍宜采用仿形铣削。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。