



立式仿形铣床如图2-11所示。图2-12为立式仿形铣床的随动机构。

图2-11 立式仿形铣床
1—床身 2—工作台 3—支架 4—工件 5—铣刀 6—靠模 7—仿形销 8—立柱 9—主轴箱 10—横梁

图2-12 立式仿形铣床的随动机构
1—支架 2—工件 3—靠模 4—仿形销 5—随动机构 6—始发运动机构 7—放大器 8—随动运动电动机 9—铣刀
通过纵向、横向和垂直三个方向的复合运动,可以加工出立体成形表面。加工时,仿形销始终与靠模表面接触,由于靠模表面形状的作用,使仿形销产生轴向运动,通过图2-12所示的随动系统来驱动机床的驱动装置,使铣刀跟随仿形销作相应的轴向移动,从而铣刀加工出与靠模表面一致的成形表面。
1.平面轮廓的仿形铣削
平面轮廓仿形铣削时,仿形销沿着靠模的外形运动,不作轴向运动,则铣刀也只能这样移动,如图2-13a所示。这种方法主要用于加工轮廓形状复杂而深度不变的型腔或型孔。

图2-13 常用仿形铣削方式
a)平面轮廓仿形 b)水平分行 c)垂直分行
2.立体轮廓的仿形铣削
立体轮廓仿形分为水平分行(图2-10b)和垂直分行(图2-10c)两种。
1)前者工作台作水平移动,铣刀进行切削,当切削到型腔端头时,主轴垂直方向进行一进给运动,然后再反向加工。如此反复进行直至加工出所需的型腔表面。
2)后者切削时,机床主轴连续作垂直进给,到达型腔顶部时,机床工作台再水平方向作一进给运动,然后主轴再作反向进给。
3.仿形铣刀(https://www.xing528.com)
根据型腔形状,仿形加工用的铣刀有如图2-14所示的几种类型。
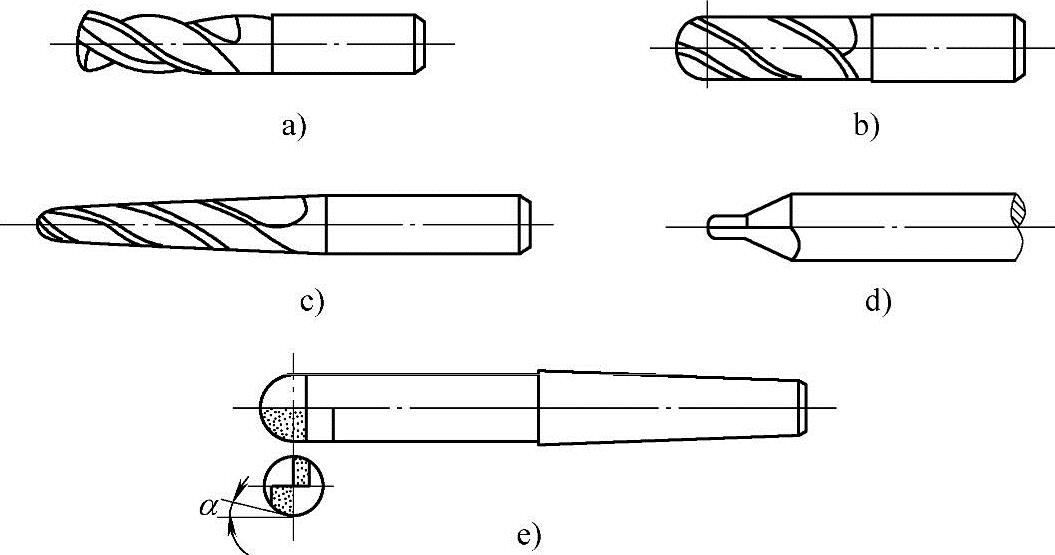
图2-14 仿形铣刀类型
a)圆柱立铣刀 b)圆柱球头铣刀 c)锥形球头铣刀
d)小型锥指铣刀e)双刃硬质合金铣刀
其中,图2-14a所示铣刀适用于仿形粗加工,特别是型腔底部为清根的情况;图2-14b所示铣刀适用于精加工或半精加工,特别是型腔底部与侧壁间有圆滑过渡的型腔;图2-14c所示铣刀适用于对型腔侧面的脱模斜度和底部过渡圆角同时进行精加工,以及对有一定深度和较小凹状圆弧进行加工;图2-14d所示铣刀适用于特别细小的花纹等;图2-14e所示为双刃硬质合金铣刀,适用加工铸铁件的粗、精仿形加工。
4.靠模和仿形销
靠模的形状、尺寸和位置精度以及刚度等直接影响仿形加工质量。因此,靠模的加工至关重要,在确保精度的前提下,还要确保使用过程不产生变形和磨损。
仿形销的形状、尺寸应与铣刀相一致(由于使用过程有微量弹性变形和变位移动,所以实际仿形销应大于铣刀尺寸,即增加0.15~0.2mm便可)才能确保同步运动和加工精度。另外为使端头沿靠模表面顺利地运动,要求仿形销的斜角α应小于靠模型槽的最小斜角β。端头的圆弧半径R应小于靠模型槽的最小圆弧半径r。如图2-15所示为仿形销的正、误对比。
仿形销常用铝、黄铜和塑料及木材等制作。常用的仿形销有三种,如图2-16所示。

图2-15 仿形销的正、误对比
a)α<β,正确 b)α>β,不正确 c)R<r,正确 d)R>r,不正确

图2-16 仿形销的形状
a)圆柱形仿形销 b)球头形仿形销 c)锥形球头仿形销
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。