



本节简单介绍制造厂内射线成像检测室(射线探伤室)的金属熔化焊焊接接头数字射线成像检验基本方法,这与野外移动式成像检验有些区别。从射线源系统、机械工装系统、成像软件、控制软件、图像处理软件等都不太一样,且对射线探伤室也有一些要求。
1.射线成像检测室
射线照相检测室是按产品批量、透照厚度、射线检测等级、辐射防护规定建造的各种规模射线照相室。在此基础上用于射线成像检测室,还需要完善。
1)根据具体情况,在成像室和操纵室内设置摄像显示系统,监控成像室内情况,确保安全操作;
2)操纵室铅防护门,应使用手摇、气动或电动的开关机构,必须进出方便、安全可靠;
3)按成像部件的需要,增设必要的机械工装,满足成像要求,提高射线成像检测质量和效率。
对于新建射线成像检测室,除满足上述条件外,应根据成像部件、透照厚度、成像技术等级、自动控制程度,可向成像设备制造商提出具体的技术要求,制造商按要求提供全套的成像设备,包括射线源、机械工装、成像软件、控制软件、监控显示系统和操作控制台(成像控制中心)(见图5-17和图5-18)。
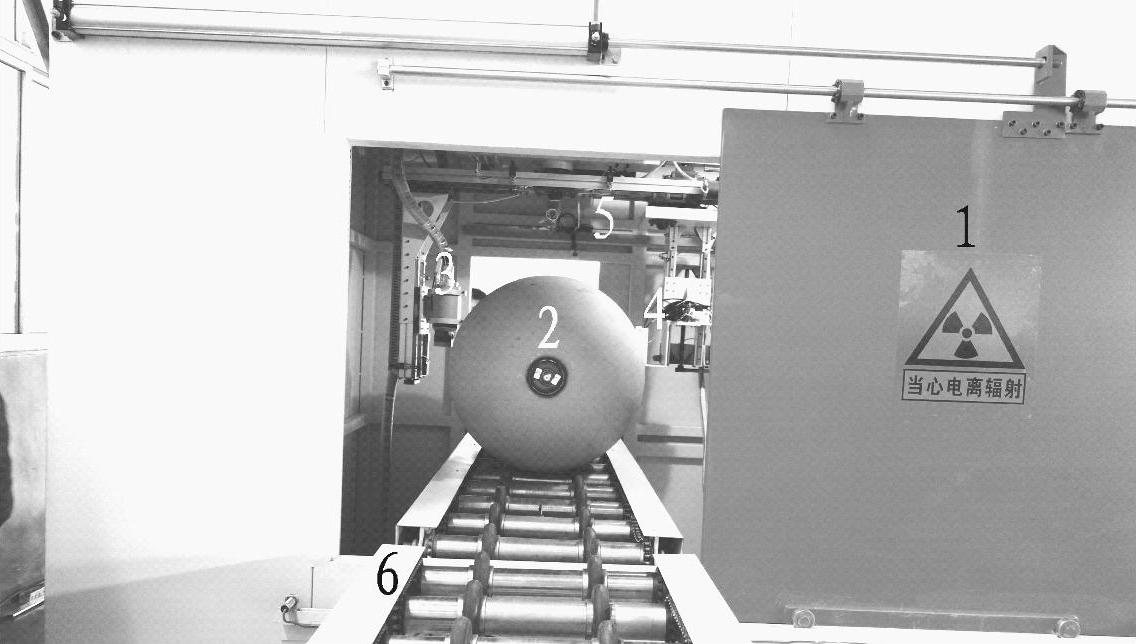
图5-17 LNG气瓶射线成像检测室
1—气动铅门 2—LNG气瓶 3—X射线机 4—平板探测器 5—执行机构 6—滚动输送轨道

图5-18 成像操作控制中心台
1—鼠标 2—键盘 3—计算机控制器 4—成像室内显示屏 5—部件内纵缝表面检查 6—图像显示屏 7—计算机控制器 8—射线机控制器
用于生产线上的专用机械工装,可按实际场地等要求设计制造生产线上的成像设备,如钢制螺旋焊缝、钢制直管纵缝、环缝、气瓶焊缝等成像检测。
2.成像检测装置连接
(1)射线机系统
射线机的连接主要是各部分连接到射线控制器(射线操纵台)上。
1)连接的射线机,必须确认与使用平板探测器的能量范围一致;
2)考虑到实时、非实时成像的两种模式下X射线机冷却、散热问题;
3)射线机按使用说明书规定连接。
(2)成像控制器(计算机主机)
这部分与办公用计算机连接相同,其中硬件包括显示器、平板探测器、键盘、鼠标、打印机等,备有移动硬盘和U盘插口。
(3)机械操作控制系统
此部分是以计算机控制连接有显示器、键盘、鼠标。用来控制部件、探测器、射线机相对位置的移动。
(4)成像室内的监视系统
按实际要求配置摄像头数量、显示器、调整开关。
以上四部分组成成像系统操纵控制中心,如图5-18和图5-19所示。
3.使用成像检测系统(软件)安装及功能
成像系统软件,因各制造商提供的程序软件有复杂和简单之分,最简单就像使用计算机上网浏览网页一样,操作比较方便,安装也比较简单,一般检测人员都可使用。比如,华科平板成像系统(V4.1)软件就属于此类。
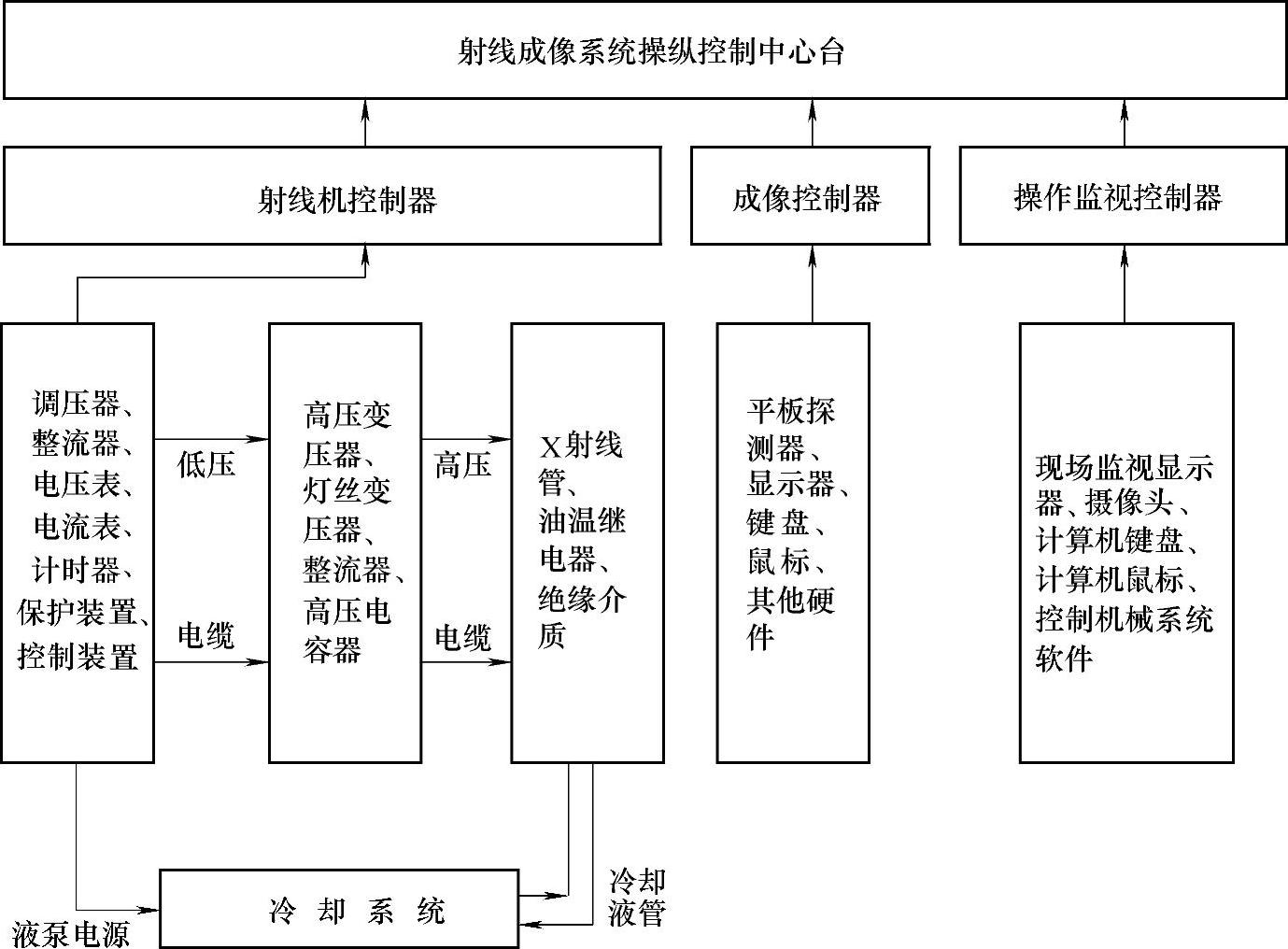
图5-19 成像检测系统装置连接示意图
(1)成像检测系统软件安装
在安装成像操作系统(软件)时,启动安装程序出现系统安装向导界面,按提示对话框选项进行系统安装到完成,单击“完成”退出安装程序。或者将“成像系统文件”拷贝到D盘根目录下;在运行“成像系统文件”时,按弹出对话框选项进行安装,至软件安装完成。这一过程相当于在计算机上安装操作程序一样。
(2)软件功能
软件功能主要包括系统启动、退出、文件打开、保存、另存和打印及系统卸载等相关功能。
软件启动后显示出程序主体界面,主要包括:标题栏、三个窗口控制按钮、边框、菜单栏、工具栏、窗口内容(见图5-20)。

图5-20 主体界面
1)标题栏:用于显示窗口名称或移动窗口在桌面位置。
2)窗口控制按钮:“最小化”按钮、“最大化”或“还原”按钮、“关闭”按钮。
3)边框:可以调节窗口大小。
4)菜单栏:每个软件所用到的操作命令,一般都包含在菜单中,即菜单在每一个框内准备许多条命令。由于每个应用程序所用的命令不同,所以菜单中内容会不同。有些常用命令如文件(F)、系统(A)、动态控制(D)、静态控制(L)、设置(T)、查看(V)、帮助(H)。
5)工具栏:为使用方便,在窗口中常用的命令做成一些小图标按钮(快捷图标),排在工具栏中,操作者可从中选取来直接使用。
6)窗口内容:窗口内分动态图像区域和静态图像区域,下边分别标有控制调节图像灰度、对比度的窗框值和窗位值滑块。
(3)软件程序使用方法
系统需要与设备保持正确连接才可启用其他相关功能,连接设备此项功能在程序启动时会自动启用,否则需手动进行软件系统与设备连接,选择程序菜单“系统(A)”→“连接设备(S)F3”项,程序启动与平板探测器连接功能,或用工具栏快捷按钮即可连接(见图5-21)。

图5-21 工具栏
1)文件操作:用桌面快捷图标或启动按钮启动系统,完成后会自动转入系统主界面。需要打开文件、保存文件、另存文件、打印文件时,单击菜单“文件—打开”弹出打开文件对话框,按文件内容选择。
2)窗框、窗位的调整:使用平板探测器成像得到的数据图像是与射线剂量成正比的14位信息值,这要用窗框、窗位来调整图像。
窗框、窗位的调整类似亮度与对比度的调整,一般窗框值越小,对比度越大。窗位值越小,亮度越大。调整时要从小数值开始,逐渐加大,另外,窗框、窗位要同时调整,不要单一的调整其中一项数值。
系统中,窗框、窗位调整控制分实时检测视图控制(窗口左侧动态图像区域)与静态视图控制(窗口右侧静态图像区域),其界面如图5-22所示。
窗框、窗位值在任意状态下均可调整,并且数值具有记忆效果,即程序在每次启动时都会自动将窗框、窗位的数值自动调节到上次程序结束时的状态。

图5-22 控制界面
3)视图控制:视图控制包括移动、跟踪模式、长度测量、放大、缩小、原始大小、负片显示、水平和垂直翻转。其菜单项与相应的工具栏快捷按钮如图5-23所示。
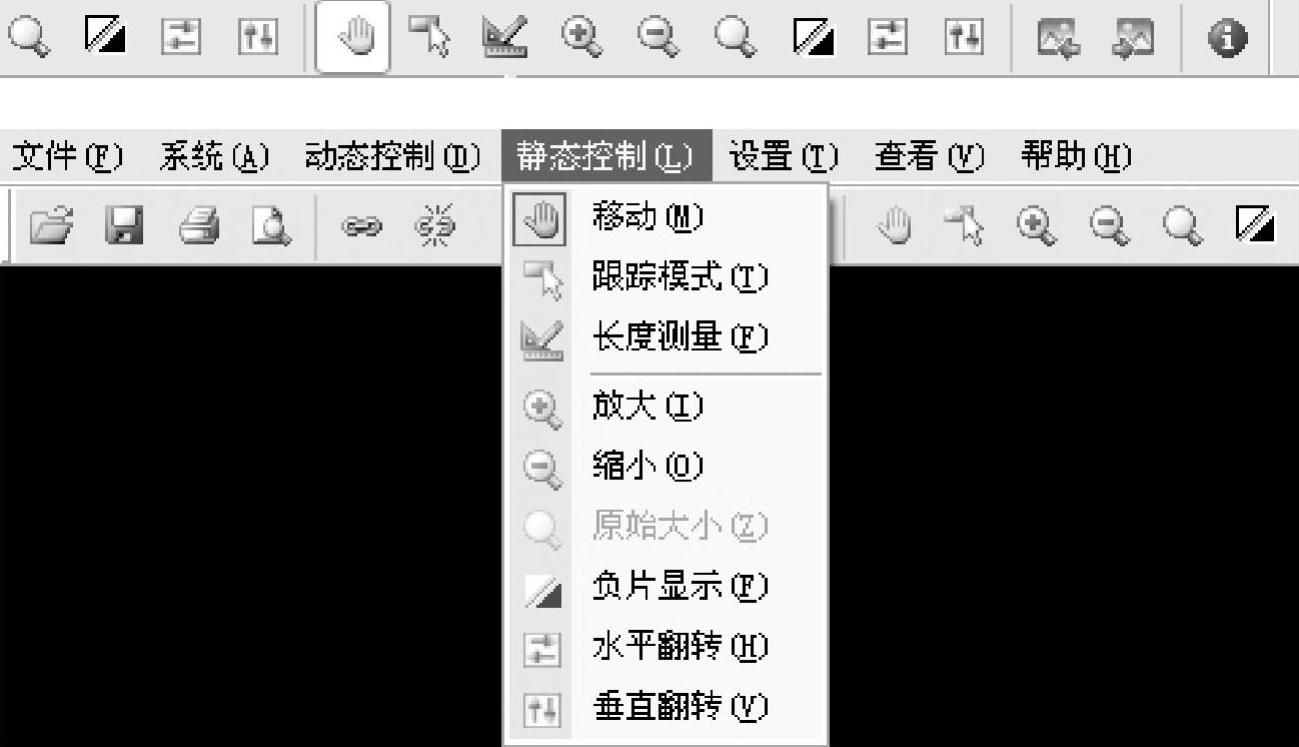
图5-23 菜单与工具栏
在视图控制的静态、动态截图控制基本相同。只是选择程序菜单中的动态、静态控制程序内容不同而已。如单击“静态控制(L)”时,出现下拉子菜单命令:移动、跟踪、测长、放大、缩小、负片、水平和垂直翻转等命令模式。
a)移动:当图像区域的大小不足以显示图像全部内容时,在此区域按住鼠标左键拖动,图像跟随鼠标一起移动,同拖动该区域滚动条一样。
b)跟踪模式:此模式是一种自动窗框、窗位定位工具。在图像区域内按住鼠标左键拖动到合适位置释放后,系统会自动锁定选中区域的数据,计算出选中区域内最佳窗框、窗位,然后刷新显示图像。
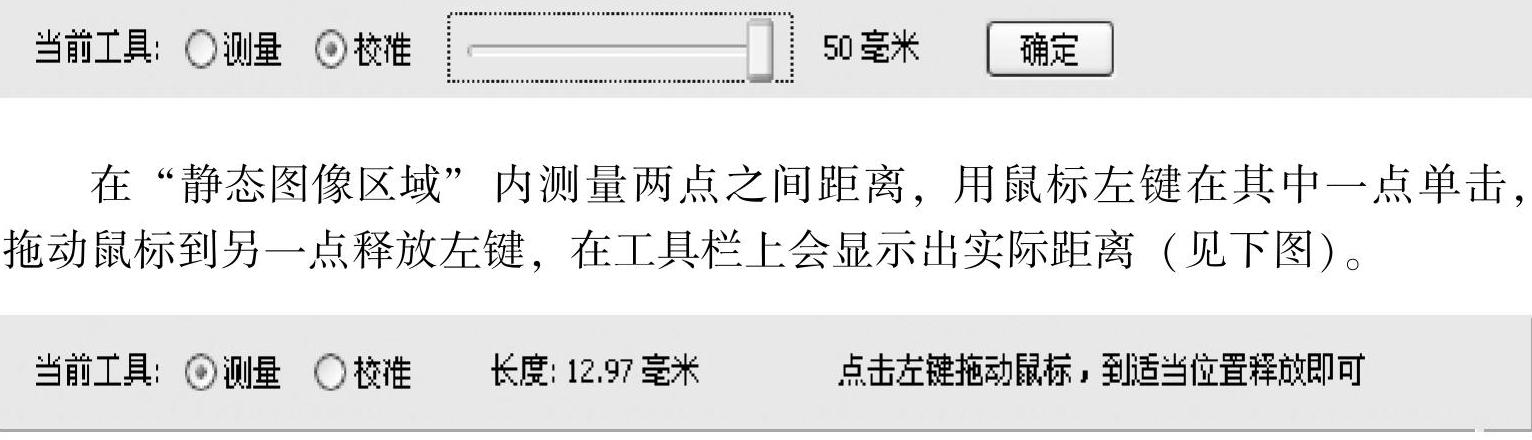
c)长度测量:可以测量“静态图像区域”中两点之间的实际距离,为保证测量的准确性,在测量之前需进行标准操作。
标准操作的目的是使系统获得逻辑坐标与物理坐标的实际比例。校准时,在工具栏上选中校准(见下图),选择适当的长度,在“静态图像区域”拖动鼠标绘制标准线,最后单击确定即可。
d)放大:放大显示图像,最大缩放比例为2.5倍。(https://www.xing528.com)
e)缩小:缩小显示图像,最小缩放比例为0.25倍。
f)原始大小:将图像显示比例恢复到1∶1。
g)负片显示:显示图像模式更改为负片显示。
h)水平翻转:将图像水平翻转后显示。
i)垂直翻转:将图像垂直翻转后显示。
4)系统设置:
a)实时检测:实时检测需要在与设备正确连接之后才可启用,启用实时检测之后,程序会在动态图像区域显示实时视频图像。启动实时检测可选择程序菜单“系统(A)”→“实时检测(T)F5”项,程序启动实时检测;也可使用工具栏快捷按钮或直接按下键盘“F5”按键可以启动实时检测(见图5-24)。
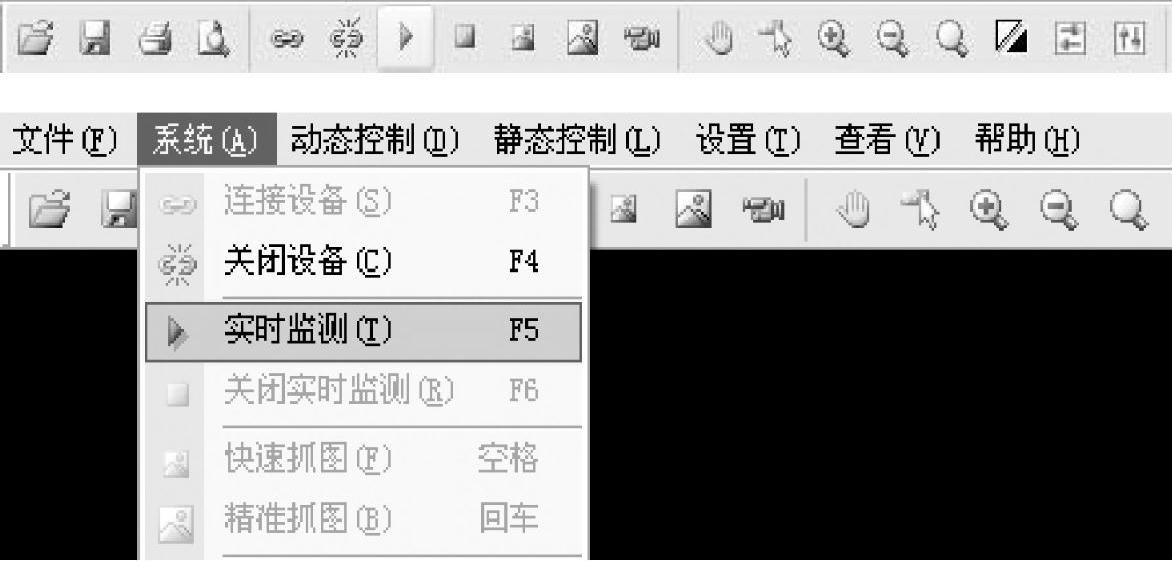
图5-24 实时检测对话框
b)模式设定:模式设定主要是设定平板探测器的工作模式、视频的帧率、数值转换过滤方式以及特定的旋转显示效果。
平板探测器的工作模式有两种,1*1模式与2*2模式,1*1模式下图像大小为1024*1024像素,最大帧率为10帧/s;2*2模式下图像大小为512*512像素,最大帧率为30帧/s。如果需要对平板探测器的工作模式进行设定,可采用以下方法启动模式设定对话框,然后选择平板探测器的工作模式。
单击菜单“设置(T)”→“模式设定(M)…”打开模式设定对话框,对话框如图5-25所示。

图5-25 模式设定对话框
模式选择——用于选择平板探测器的工作模式,选中相应的单选按钮即可更改模式。
帧率选择——选择实时检测时图像的刷新速率,一般情况下,帧率越高图像也就越流畅。
图像大小——当前模式下的图像大小,单位为像素。
数值转换方式——由原始数据转换为图像数据的过滤方式,有线性数值过滤和非线性数值过滤两种,线性数值过滤图像清晰,对比度高,但会有少许噪声点,非线性数值过滤可以有效地降低噪声点对图像的影响,其缺点是转换后的图像对比度会比采用线性数值过滤稍低。
旋转显示——为了适应实时检测的视角角度的要求,选中旋转显示后,可以调节下面的滑动条来设定图像的旋转角度。
c)抓图设置:抓图设置主要设置快速抓图与精准抓图的帧率与张数,单击菜单“设置(T)”→“抓图设定(A)…”打开模式设定对话框,对话框如图5-26所示。

图5-26 抓图设置对话框
抓图帧率——抓图帧率是抓图时平板采用的帧率,在启动抓图后,系统会自动将帧率由实时检测设定的帧率转到此帧率。
抓图张数——抓图张数设定的并非是抓图操作后得到的图像张数,而是抓图过程中处理的图像张数,每次抓图最终都是得到一张最优图,一般情况下,抓图张数设置得越高,图像会越清晰,同时抓图过程需要的时间也会越长。
d)快速抓图:快速抓图功能需要在实时检测启动后才可使用,快速抓图功能忽略当前模式设置,自动转换到2*2模式下,采用抓图设置中的参数进行抓图。在抓图过程中请不要移动工件或平板探测器的位置,待抓图结束后方可移动。选择程序菜单“系统(A)”→“快速抓图(F)空格”项,程序启动快速抓图或使用工具栏快捷按钮(红色矩形框选中)(见图5-27)。
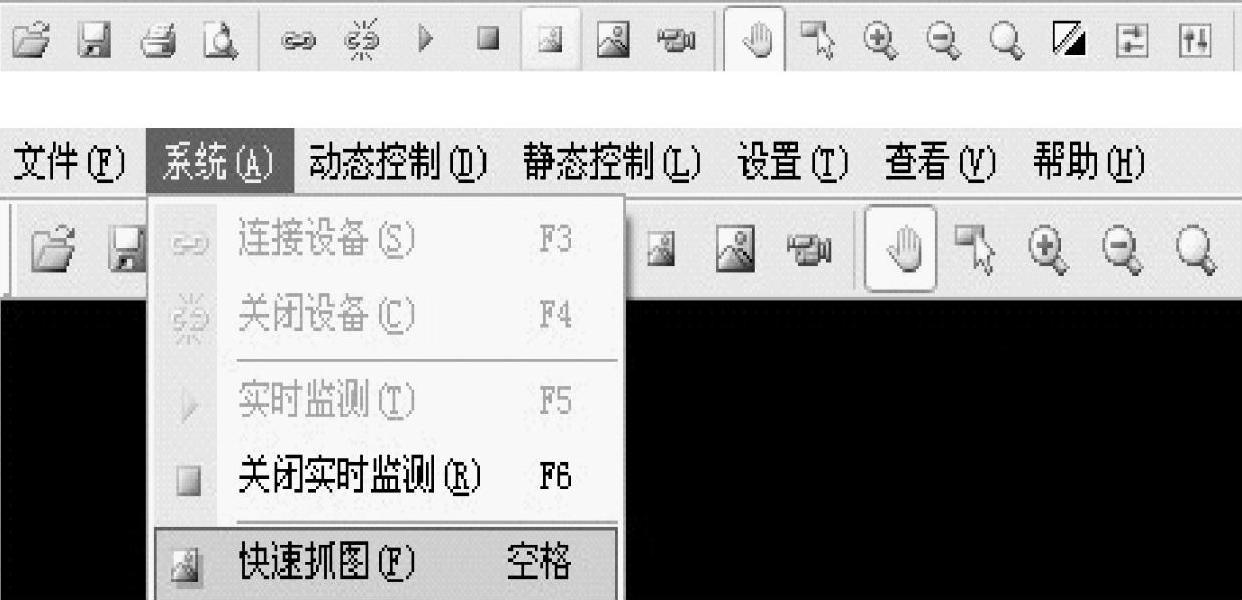
图5-27 快速抓图设置工具栏
e)精准抓图:精准抓图功能需要在实时检测启动后才可使用,快速抓图功能忽略当前模式设置,自动转换到1*1模式下,采用抓图设置中的参数进行抓图。在抓图过程中请不要移动工件或平板的位置,待抓图结束后方可移动。选择程序菜单“系统(A)”→“精准抓图(B)回车”项,程序启动精准抓图或使用工具栏快捷按钮(红色矩形框选中)(见图5-28)。
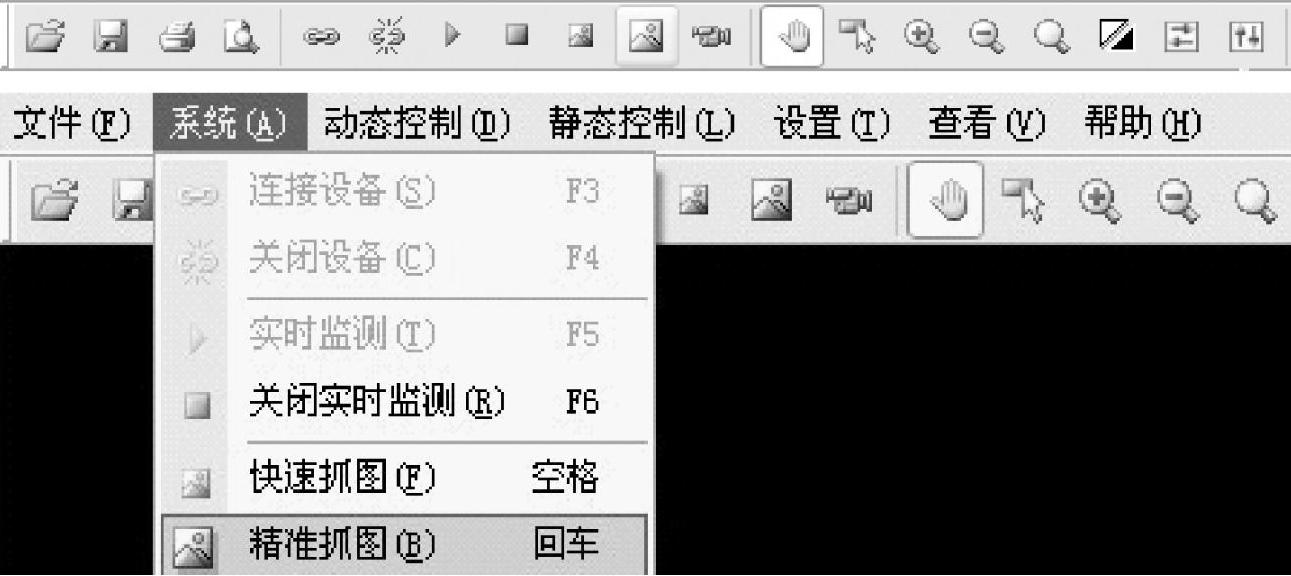
图5-28 精准抓图设置工具栏
f)设备序列号:为了使系统的效果达到最优,每一套系统在出厂时都会配有专用的配置文件,该文件组放置在一个以设备序列号命名的文件夹里,程序在第一次启用时,需要设定该文件夹的位置。单击菜单“设置(T)”→“设备序列号(D)…”打开模式设定对话框,对话框如图5-29所示。
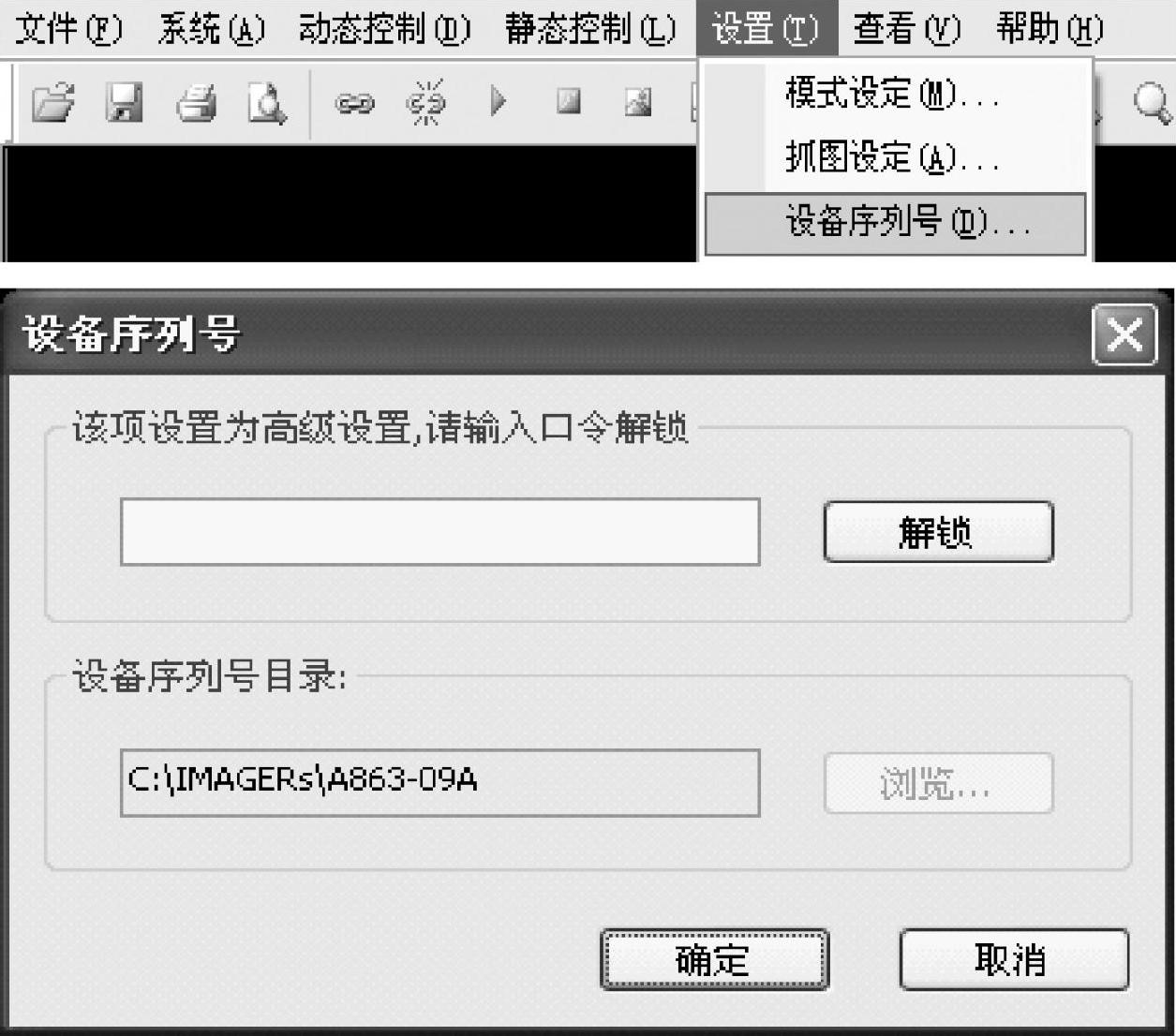
图5-29 设备序列号设置对话框
解锁——该项设置为高级设置,错误的设置会直接造成设备不可启用,因此在更改设备序列号之前需要输入预定的密码解锁,预定密码统一设定为“hua-ketest”(不包括双引号)。
浏览——单击浏览按钮之后会弹出目录选择对话框,选择正确的目录后单击确定按钮,然后再单击设备序列号对话框的确定按钮,则成功更改了设备序列号的目录。
(4)卸载系统
打开系统控制面板,启动添加或删除程序,界面如图5-30所示。
图5-30 打开系统界面
选择华科平板成像系统V4.1,单击删除按钮,弹出以下对话框,选择“是”开始卸载系统。
卸载完成后弹出以下提示对话框,表示系统已经完成卸载(见图5-31)。
图5-31 完成卸载界面
4.金属熔化焊焊接接头数字射线成像检验程序
射线成像设备连接,成像软件安装完成,启动、运行正常,就可以按5.5.1节的面阵列探测器成像检验基本方法的程序内容,进行部件的射线成像检测操作。
在射线成像中,需要注意以下几点:
(1)射线成像工艺
射线成像工艺是按部件技术标准要求编写,应该包括射线源系统、机械工装系统、控制系统、成像软件、平板探测器、显示系统和成像的基本操作等部分。
(2)平板探测器
工业成像使用平板探测器,不像使用胶片规定那么详细,而且在射线照相标准中按射线照相技术等级,选用胶片类型和类型中的型号。选用平板探测器做不到这一点,因为目前平板探测器尚未制定出相对应的使用标准,可用的平板规格很单一。常用的平板探测器如Varina公司PaxScan系列平板,像素尺寸为0.127mm,成像检测可达到A级技术等级水平,但达到AB级技术等级是有一定难度,最好选用小一点的像素值平板探测器使用比较可靠。
(3)校正
校正是射线成像中重要的程序,也是完成使用常规中的程序。因为,平板探测器是由TFT阵列组成,每个光敏二极管对射线的响应并不完全一致,所以校正的目的就是使其输出值一致。按校正对话框,选择模式、帧率、焦距、电压、电流参数,进行增益校正完成后为成像检测需用。
(4)补偿原则
如果图像质量(图像灵敏度和图像分辨率)达不到标准的像质计灵敏度和双丝型空间分辨率要求值,可通过增加图像灵敏度(增加单丝可见度)补偿图像分辨率。
例如,对一个检测系统,检测厚度为10mm的部件,B级它必须达到识别丝号W14和双丝号D11,若无法达到,可从双丝号D11降低到D9两个丝号,但要从丝号W14增加,而上升到W16两个丝号来补偿;对AB级上升到W13和D10就能满足相同的检测图像质量。
成像使用的探测器对比灵敏度,取决于积分时间和管电流(mA),在给定距离和管电压下来采集成像图像,所以提高单丝可见度是通过增加曝光时间和管电流的设置来实现的。
(5)滤波器
使用滤波器滤波是提高图像质量的一种成像工艺措施,一定按标准规定滤波材料和厚度来放置滤波器。
(6)图像质量
图像质量是用像质计、双丝型像质计和对比灵敏度质量指示器,三种测试用具的测试值来衡量的。
1)像质计灵敏度是图像对比度指标;
2)双丝计最小丝对单元号数值是图像清晰度指标;
3)对比灵敏度质量指示器是ASTM E 1647-98a标准中规定的指示器,用于测定射线成像系统对比灵敏度,即测量沿射线束方向所能显示最小缺陷尺寸能力,它是射线成像检测系统综合性能的一个主要指标。
以上三种指标在成像部件质量验收标准中都有具体规定数值,一定要达到规定值,认为图像质量符合要求后,可按标准规定进行成像质量评级。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。