



【摘要】:如图6-2所示,起升油缸是单作用柱塞式,装在起重门架中间或在门架两侧各装一个起重油缸。起升油缸由缸筒、柱塞、密封装置、导向套等组成。3)起升油缸柱塞和导向套的尺寸及配合间隙见表6-5。表面粗糙度应为Ra<0.4μm,所以在必要时应进行抛光加工。起升油缸组装后,可装到叉车上,用1.2倍的额定载荷进行密封性实验,不允许有漏油现象。
如图6-2所示,起升油缸是单作用柱塞式,装在起重门架中间或在门架两侧各装一个起重油缸(宽视野叉车)。
起升油缸由缸筒、柱塞、密封装置、导向套等组成。缸筒用无缝钢管制作;柱塞用35或45钢无缝钢管制作;导向套由耐磨铸铁或用HT150、HT200灰铸铁制作。
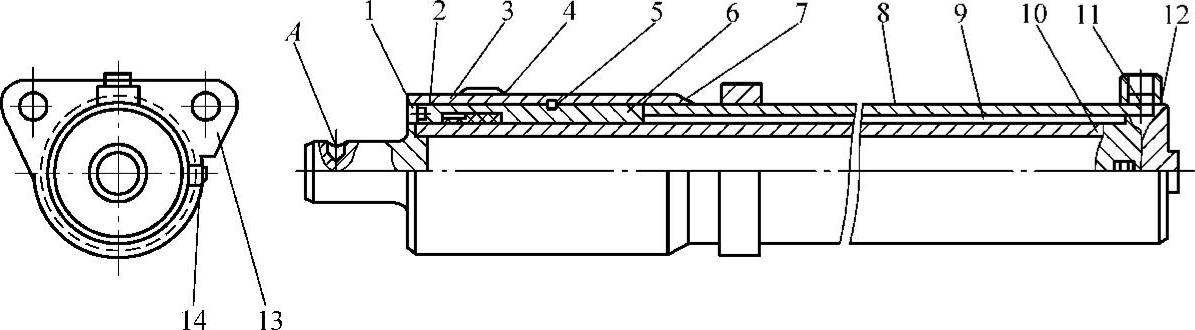
图6-2 起升油缸
1—防尘圈 2—螺母 3—密封圈 4—组合密封圈 5—O形密封圈 6—导向套 7—上缸筒 8—下缸筒 9—柱塞 10—柱塞底部 11—缸底 12—进油口 13—法兰盘 14—放气螺塞 A—销孔
起升油缸的检查与修理步骤如下:
1)起升油缸分解后,将零件清洗干净,并进行检查。
2)密封圈有磨损、划痕或断裂时,应予以更换。
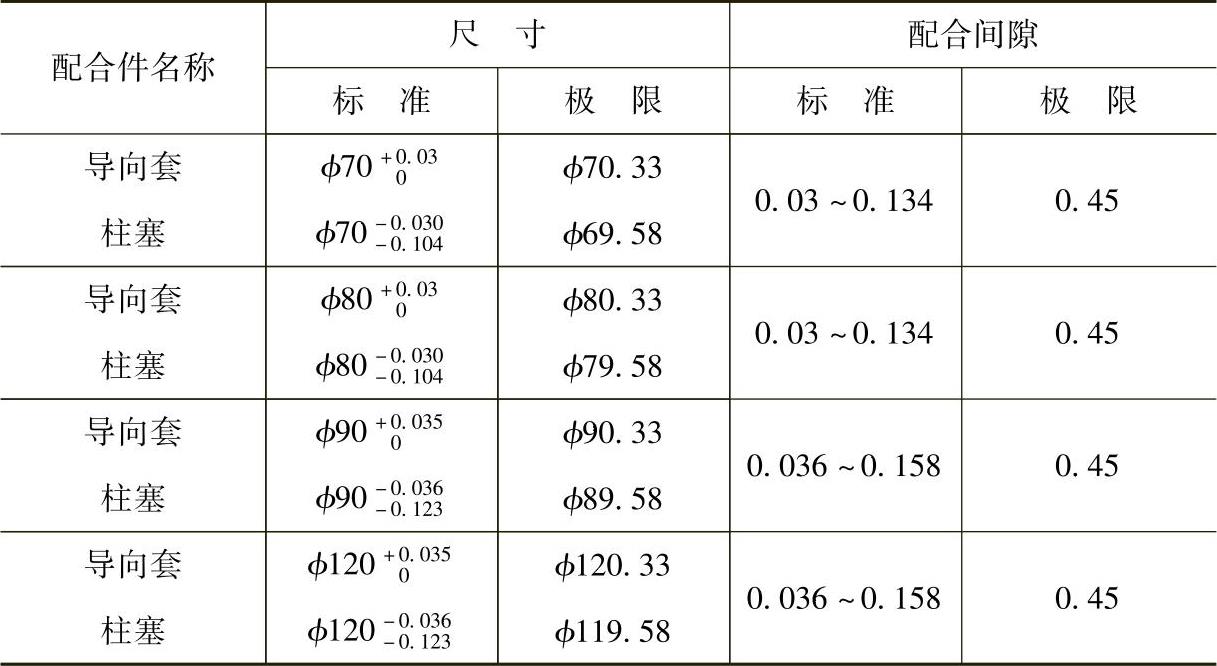
3)起升油缸柱塞和导向套的尺寸及配合间隙见表6-5。当导向套磨损,划伤沟痕时,致使与柱塞配合间隙增大,如间隙大于0.45mm时,应予更换导向套。(https://www.xing528.com)
表6-5 起升油缸柱塞和导向套的尺寸及配合间隙 (单位:mm)
4)柱塞有划痕和磨损时,可镀铬修复。柱塞镀铬修复时,可按以下步骤进行:
① 柱塞表面一般都有镀铬层,所以在镀铬修复前应磨去划痕和镀铬层,并使表面粗糙度Ra<0.8μm。
② 将柱塞表面抛光,应无磨纹。
③ 在镀铬槽中镀铬。
④ 进行磨削加工。磨削时,应使柱塞与导向套间的间隙在0.04~0.15mm范围内。表面粗糙度应为Ra<0.4μm,所以在必要时应进行抛光加工。
起升油缸组装后,可装到叉车上,用1.2倍的额定载荷进行密封性实验,不允许有漏油现象。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。