



(1)主要零件的修理
1)齿轮。齿轮外圆磨损及胶合,会使径向间隙增大,轻者对使用无明显影响,可不必修理;严重者应更换齿轮。
齿轮两侧端面磨损,轻者起线,可用研磨的方法将毛刺痕迹研磨掉;磨损严重时,可在磨床上磨平。但只要一只齿轮端面磨损,另一只齿轮也需同时磨削,以保证两只齿轮的厚度差在0.005mm以内。磨削时还应注意端面与孔、端面与端面的精度要求。磨削后应用磨石磨去锐边毛刺,但不宜倒角。
齿轮泵都是单方向工作的,因而齿面都是单面磨损。可将齿面磨损的齿轮用磨石去掉毛刺,调换齿轮啮合方位,可恢复油泵的工作性能。
2)轴承架。端面磨损或起线拉毛时,可将四只轴承架在平面磨床上,以非齿轮接触面为基准,一次将端面磨出。
内孔一般磨损较小,若磨损严重时,可用研磨或将孔径磨大至修理尺寸,选配滚针。
装有侧板或轴向浮动的轴套磨损、划伤和有沟痕时,可将损伤的表面进行抛光。方法是在平滑表面上(表面粗糙度Ra<0.2μm)放上No400~600的研磨膏,加上洗油或蜡在侧板表面上轻轻转动,进行抛光。
3)泵体。泵体磨损一般发生在吸油腔,某些油泵从构造上可用换位法进行修理,即将泵体绕本身轴线180°,使吸油腔变成压油腔,以恢复其工作能力。
不能用换位法修理的油泵体,可用镶铜套法修复。
当齿轮因端面磨损而进行磨削时,为保持轴向间隙,需将泵体后端面磨至适当厚度。
(2)油泵的装配
1)未退磁的零件应全部退磁,修去表面毛刺,在规定的锐角处应保持锐角,可不倒角修圆。(https://www.xing528.com)
2)所有零件都应在洗油中清洗(橡胶件除外),然后用不掉纤维的布擦干净。橡胶件放在松节油中清洗。
3)滚针应充满轴承座圈,不得遗漏。每根滚针直径差不大于0.003mm,长度差应不大于0.1mm,而且长度不得高出轴承座端面。保持轴和轴承座圈间隙为0.01mm。同时,挡圈的位置不得高出轴承座圈端面,只许低1.2mm。
4)轴上平键与齿轮键槽配合的侧向间隙不能过长,顶面不得碰擦,且能轻松推入,轴不得在齿轮内有径向摆动现象。平键长度不得超出齿轮两端面。
5)油泵滚针轴承应垂直压入前、后泵盖孔内,滚针在滚针轴承保持架内转动灵活,轴装入后也应保持灵活无阻。
6)装配时应一边均匀拧紧螺钉,一边检查有无转动轻重不均现象。装配后旋转主动轴,应保证用手旋转平稳,无阻滞现象。
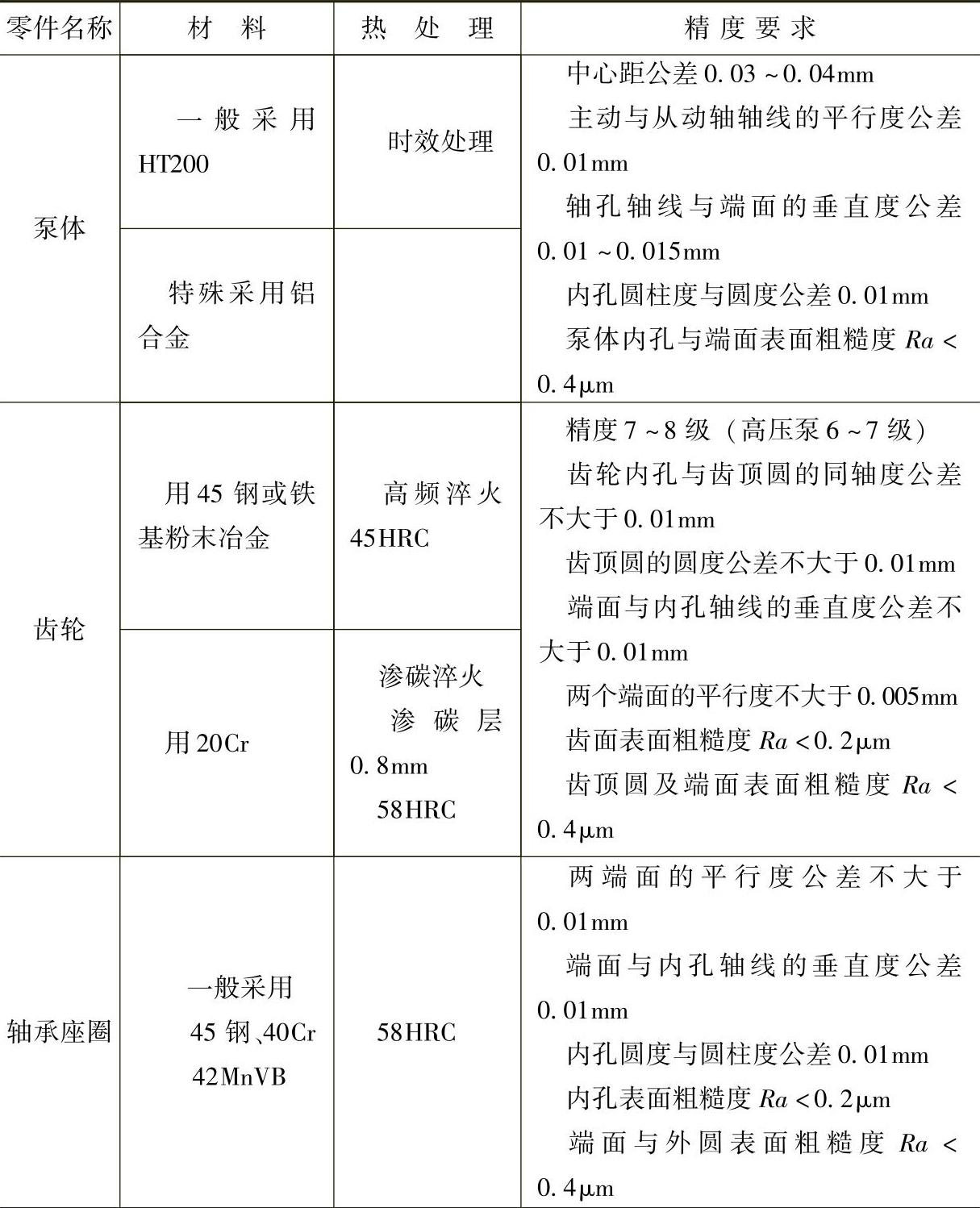
(3)齿轮泵主要零件的材料及精度要求 齿轮泵主要零件的材料及精度要求见表6-2。
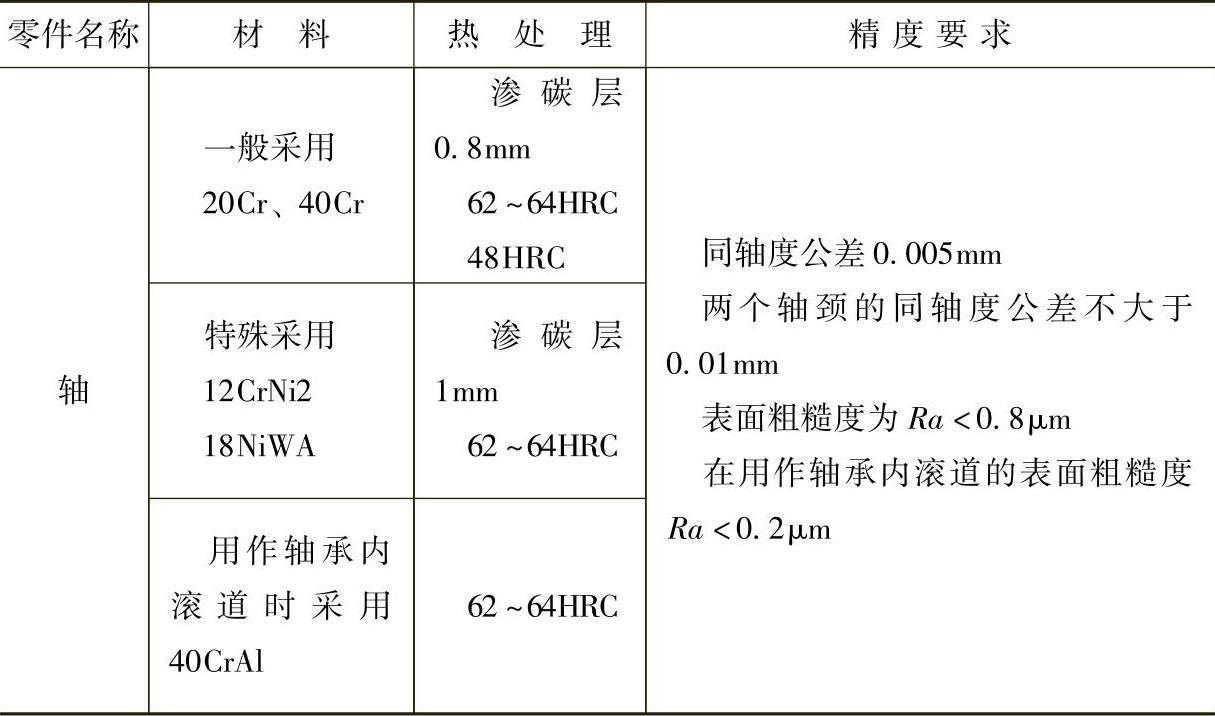
表6-2 齿轮泵主要零件的材料及精度要求
(续)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。