



叉架有板式和滑杆式两种,如图5-20所示。
1.叉架的检验与修理
叉架是一个全部焊接的框架,在叉架外壁焊接装有上、下两对滚轮轴,用以安装滚轮。
1)叉架变形的检验可将叉架平放在平板上,测量两对滚轮轴线、滚轮轴线的平面度误差应不大于1mm。当超过时可校正修复。或将滚轮轴堆焊后,再加工至标准尺寸。在加工滚轮轴时,必须以滚轮轴找正。
2)当叉架出现裂纹时,须用砂轮沿裂纹开V形坡口,进行填焊。如裂纹出在原焊缝处,应将裂纹的焊缝铲掉,铲掉的长度应超过明显的裂纹尾部50~100mm,新焊缝应当平直、密实,确实焊透,并且与基本金属之间的过渡很平顺。
2.滚轮
内外门架之间和叉架外壁上装有纵向滚轮和侧向滚轮,使之在门架内运动起着导向作用。也有将纵向和侧向滚轮装在一个支承座上的综合滚轮,如图5-21所示。
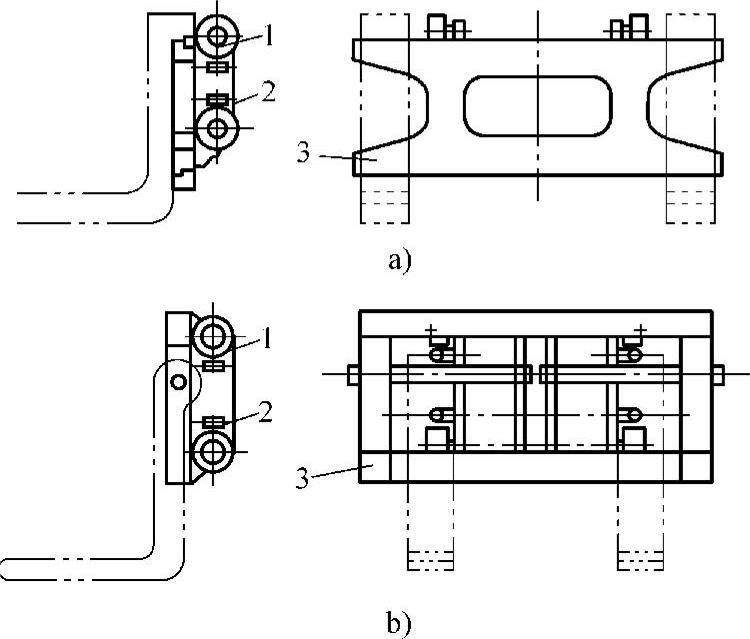
图5-20 叉架形式
a)板式 b)滑杆式 1—纵向滚轮 2—侧向滚轮 3—叉架
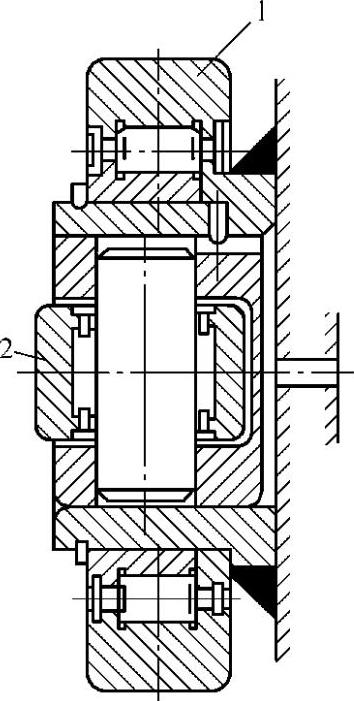
图5-21 综合滚轮
1—纵向滚轮 2—侧向滚轮
1)滚轮直径磨损如大于1mm时,应予以更换。
2)滚轮装合后,应运动顺畅,无阻滞现象,侧向滚轮与门架导向面间的间隙应不小于0.3mm。
3.链条的检验与修理
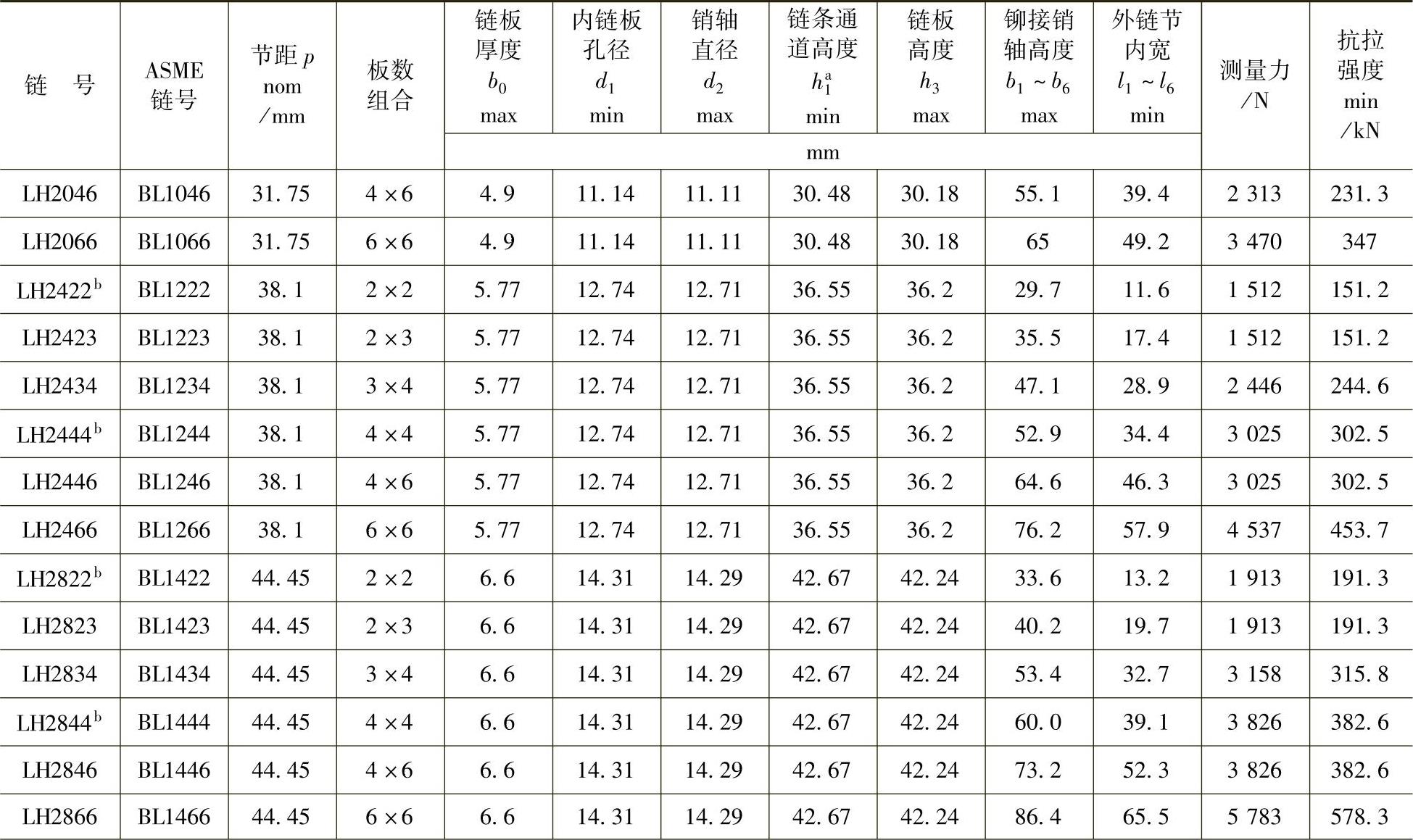
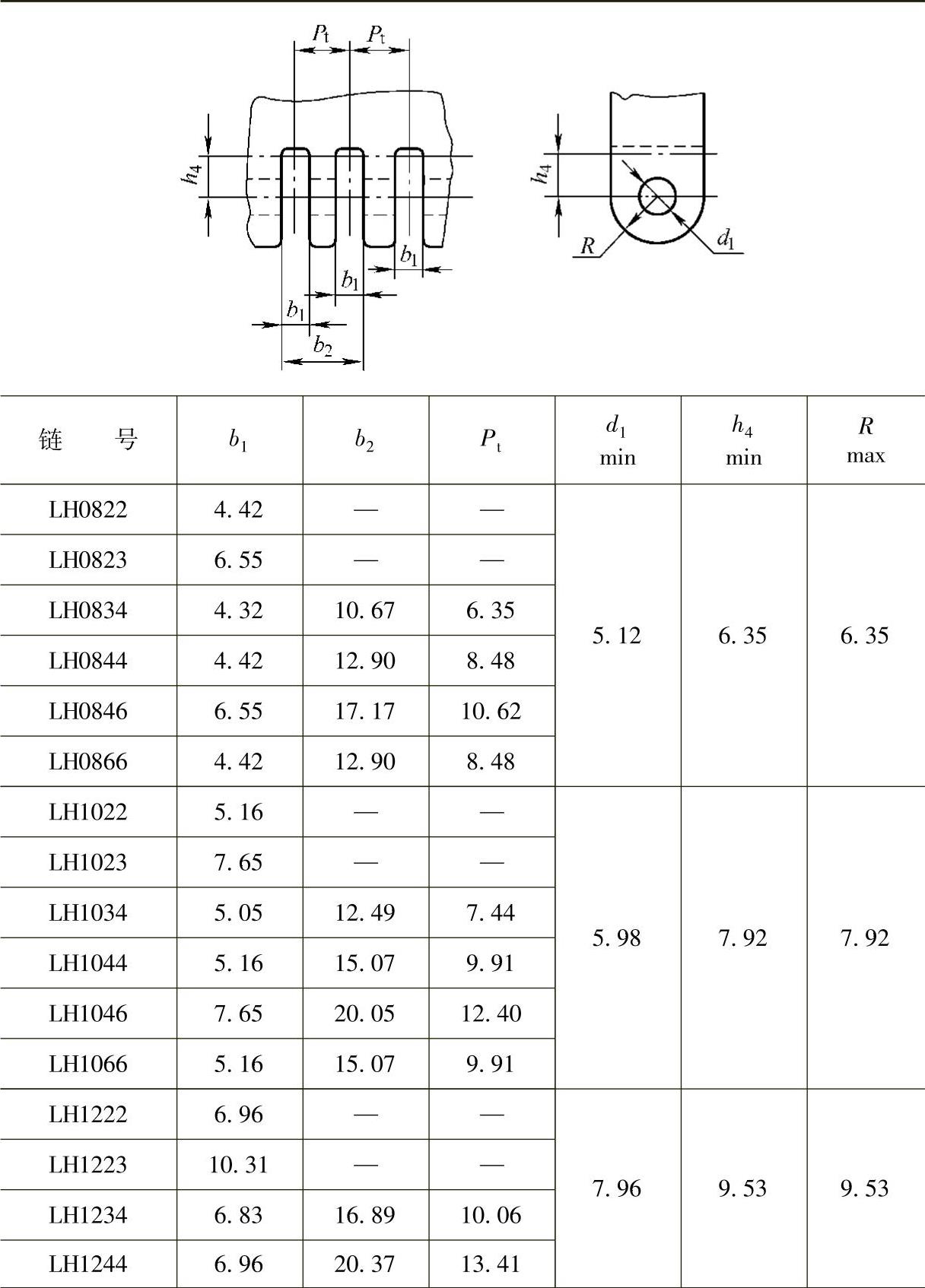
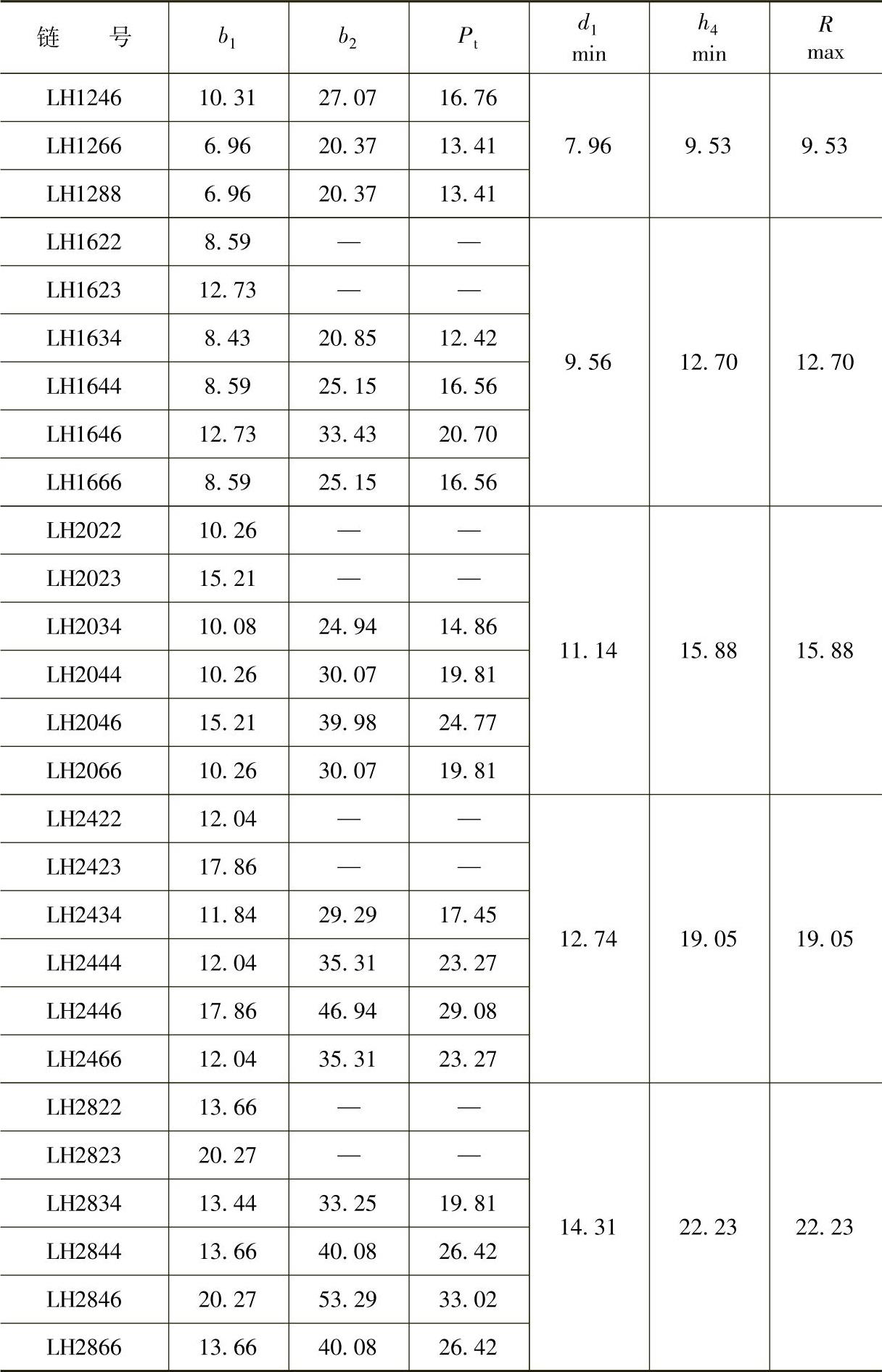
(1)起升链条 叉车链条是采用板式链。板式链有重型板式与轻型板式之分。板式链的规格及参数见表5-5。
表5-5 板式链规格及参数(GB/T6074—2006)

(续)

(续)
(续)
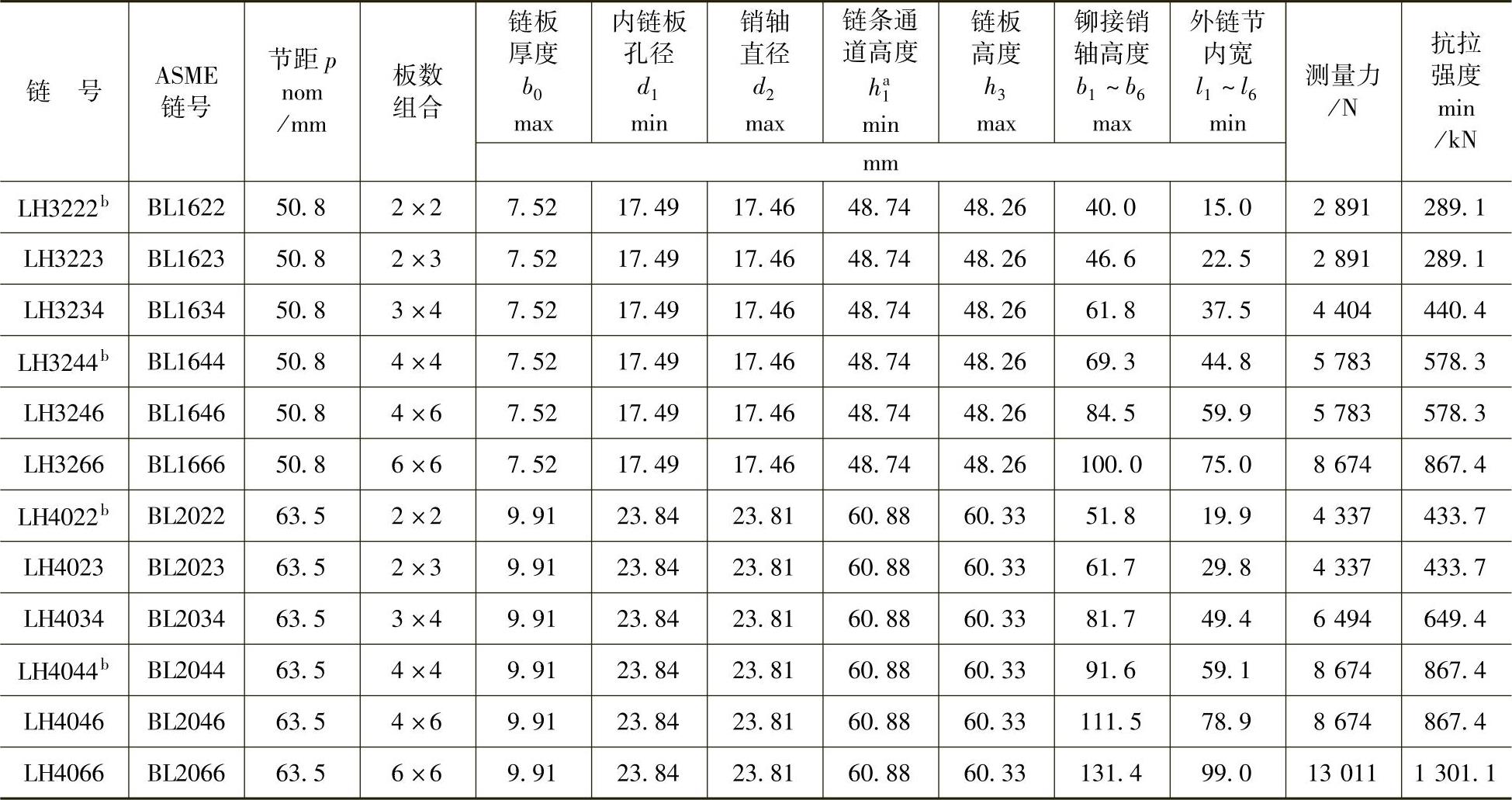
a 链条通道高度是装配好的链条应能通过的最小高度。(https://www.xing528.com)
b 与具有相同节距和相同最小抗拉强度的非偶数组合的链条相比,这些链条已经降低了疲劳强度和磨损寿命。当选择特殊应用的链条时应引起注意。
(2)起升链条的检验 应将链条用油清洗,除去泥土和油污。
1)检查链条,如果链条有裂纹时,应予以更换。
2)测量链条的伸长率,伸长率应按下式计算:
式中 ΔL——伸长率;
L——测量链条中间部分含有链片的间隔长度;
n——测量的部分所含的链节数(建议n=35~50);
p——链条节距。
在测量链条的伸长率时,链条应加载检验,其检验载荷值等于表5-5中最小极限拉伸载荷的1/10。
如果链条的伸长率超过4%时,则应予以更换。
(3)链轮的检验与修理 链轮(见图5-22)承受载荷较大。
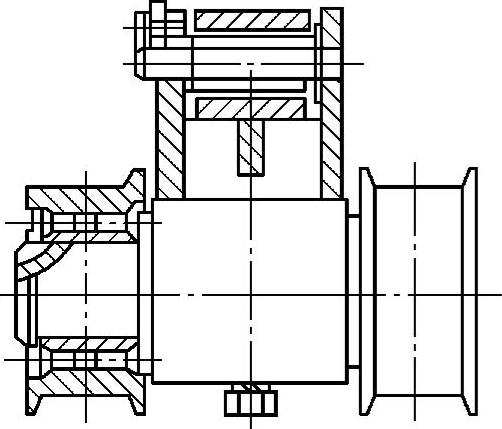
图5-22 链轮
1)检查滚针轴承与链轮之间的间隙大于0.12mm时,衬套、轴承应予以更换。
2)链轮工作面磨损有深痕、破裂时应予以更换。
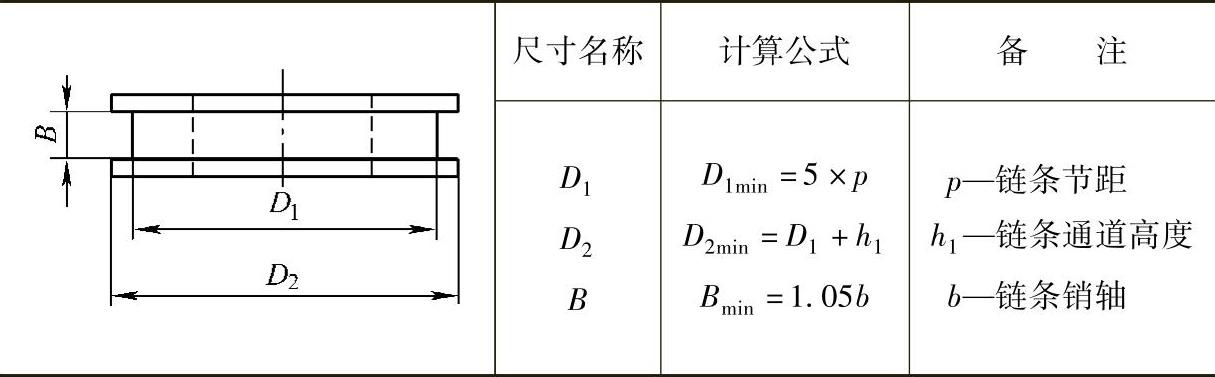
在更换链轮或更换链条后配制链轮时,链轮的尺寸数据可按表5-6配制。
表5-6 链轮的尺寸数据 (单位:mm)
(4)链条端接头 链条端部接头损坏、变形、销轴孔严重变形或损伤时,以及选用不同链号的链条后,应更换端接头。端接头的尺寸数据应按表5-7制造。
表5-7 端接头的尺寸数据 (单位:mm)
(续)
(5)螺纹接头 检查所有螺纹接头,如果伸长、弯曲变形、螺纹牙齿损坏的,应予以更换。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。