



叉车门架基本形式为两级门架,内外门架排列形式分重叠式、并列式和综合式如图5-18所示,外门架立柱一般用槽形,可用型钢压制和焊接而成。外门架起着内门架运动导向作用,它的两个平行立柱由上横梁、中横梁和底板牢固地焊接到一起。
内门架立柱有槽形、工字形或异形型钢结构。它的两个平行立柱由上、下横梁牢固地焊接起来。
1.门架的损伤检验
门架的损伤形式主要是扭曲、弯曲、歪斜变形,以及裂纹、断裂等。
(1)检查门架对角线 内、外门架对角线相差应不大于3mm。外门架倾斜缸支耳至门架销轴孔对角线相差应不大于1mm。
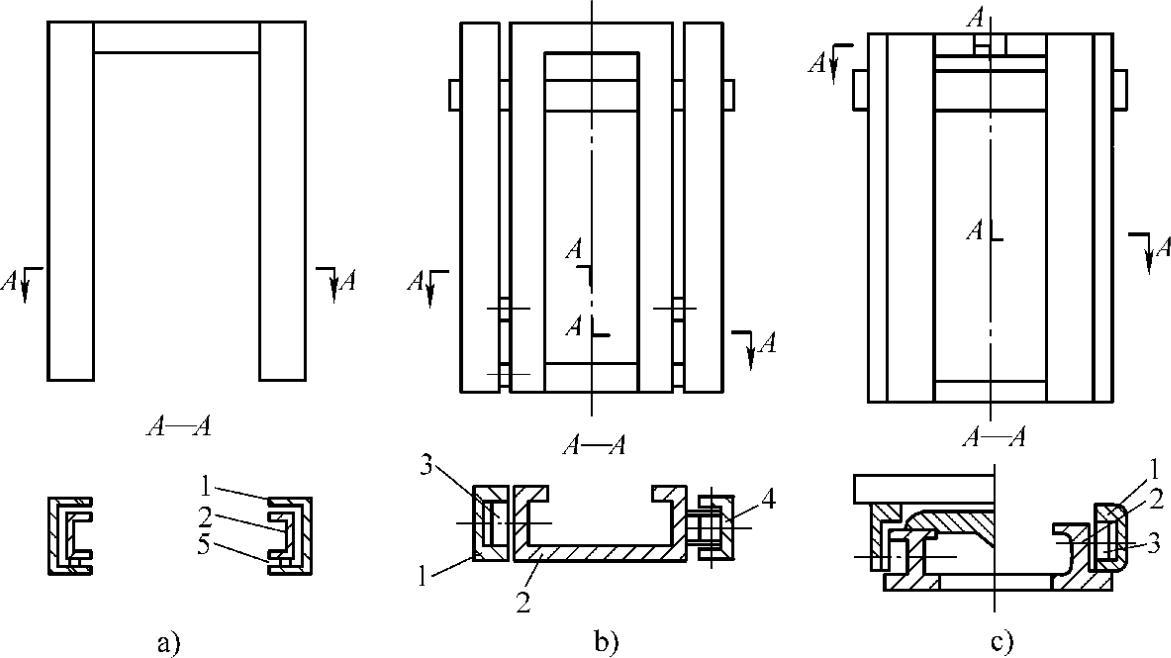
图5-18 门架排列形式
a)重叠式 b)并列式 c)综合式 1—外门架 2—内门架 3—纵向滚轮 4—侧向滚轮 5—铜衬板
(2)检查门架的直线度和垂直度 直线度的检查可用检线法。门架的平行面变形,其直线度误差在整个长度上应不大于3mm。垂直度可用90°角尺法检查,90°角尺与门架下沿的最大离缝应不大于0.5mm。
(3)检查门架各平行面的平行度 如图5-19所示,用直尺测量C—C平行面,在整个长度上应不大于3mm。其他各平行表面的平行度误差应不大于1mm。
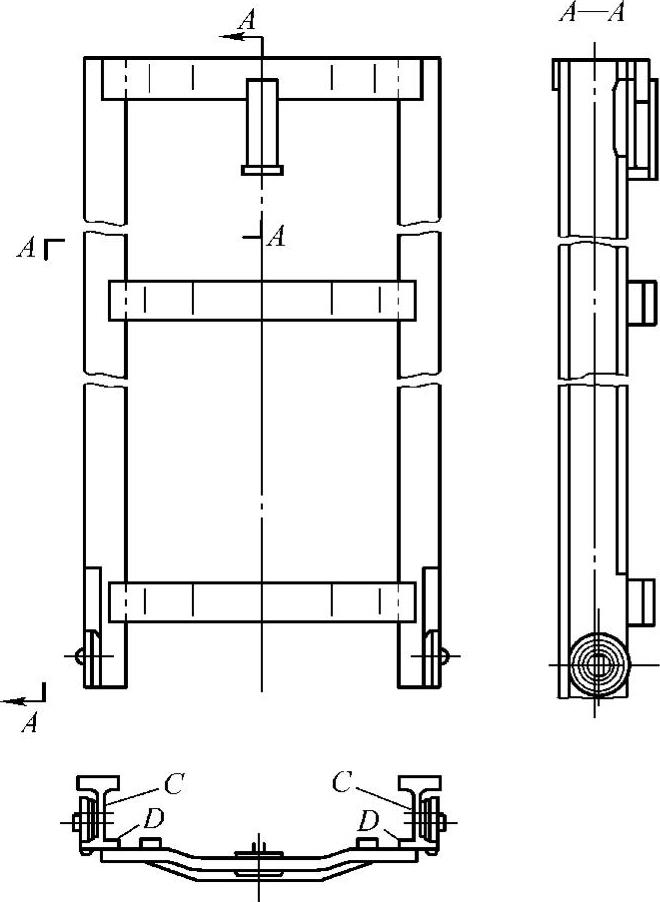
图5-19 门架的平行度和平面度(https://www.xing528.com)
(4)检查门架的平面度 可将门架置于平板上,测量检查。表面D—D的平面度误差(见图5-19)应不大于1mm。
门架经检验如发现弯曲、歪扭变形大于允许限度时,应进行校正。在校正时应将门架部分地或全部地拆散进行校正。
(5)门架裂纹的检查 检查时在可能产生裂纹的地方清除涂料,露出金属光泽后,用6~8倍放大镜检查,还可用浸油锤击法,显示出裂纹的分布。
2.门架损伤的修理
(1)门架变形的修理 门架变形可采用校正方法消除。当弯曲和扭曲变形较小时,允许用加静载荷的冷校正法校正。当弯曲、扭曲变形过大,用冷压不易校正时,可加热校正,加热时应尽量减少加热区域,加热温度一般不超过700℃,并缓慢冷却,以免增大脆性。
(2)门架裂纹的修理 在检验中如发现有裂纹,应进行修理。
1)修理前应进行门架的校正,保持门架的固有直度。
2)打磨裂缝处,直至露出金属光泽,然后仔细检查,确定裂纹界线(即裂纹末端),在界限延伸10mm处钻ϕ5~ϕ8mm的限止孔。
3)在裂口处用砂轮等修磨出焊道坡口。
4)进行填焊时,最好用直流反极性电弧焊。电弧应尽可能短,焊条直径为4mm,电流为210~240A。焊接时焊条应倾向运动方向20°~30°。填焊工作自钻透孔开始直至裂纹另一端,并在反面也进行焊补,焊缝高度应不超过基体平面1~2mm。焊接时环境温度应在0℃以上。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。