



1.大力神杯
在数控车床上加工图10-8所示工艺品“大力神杯”,毛坯为φ25mm棒料,材料为铝合金(2Al2)。请编写其加工程序并在机床上操作,加工出该零件。
(1)零件图 如图10-8所示。
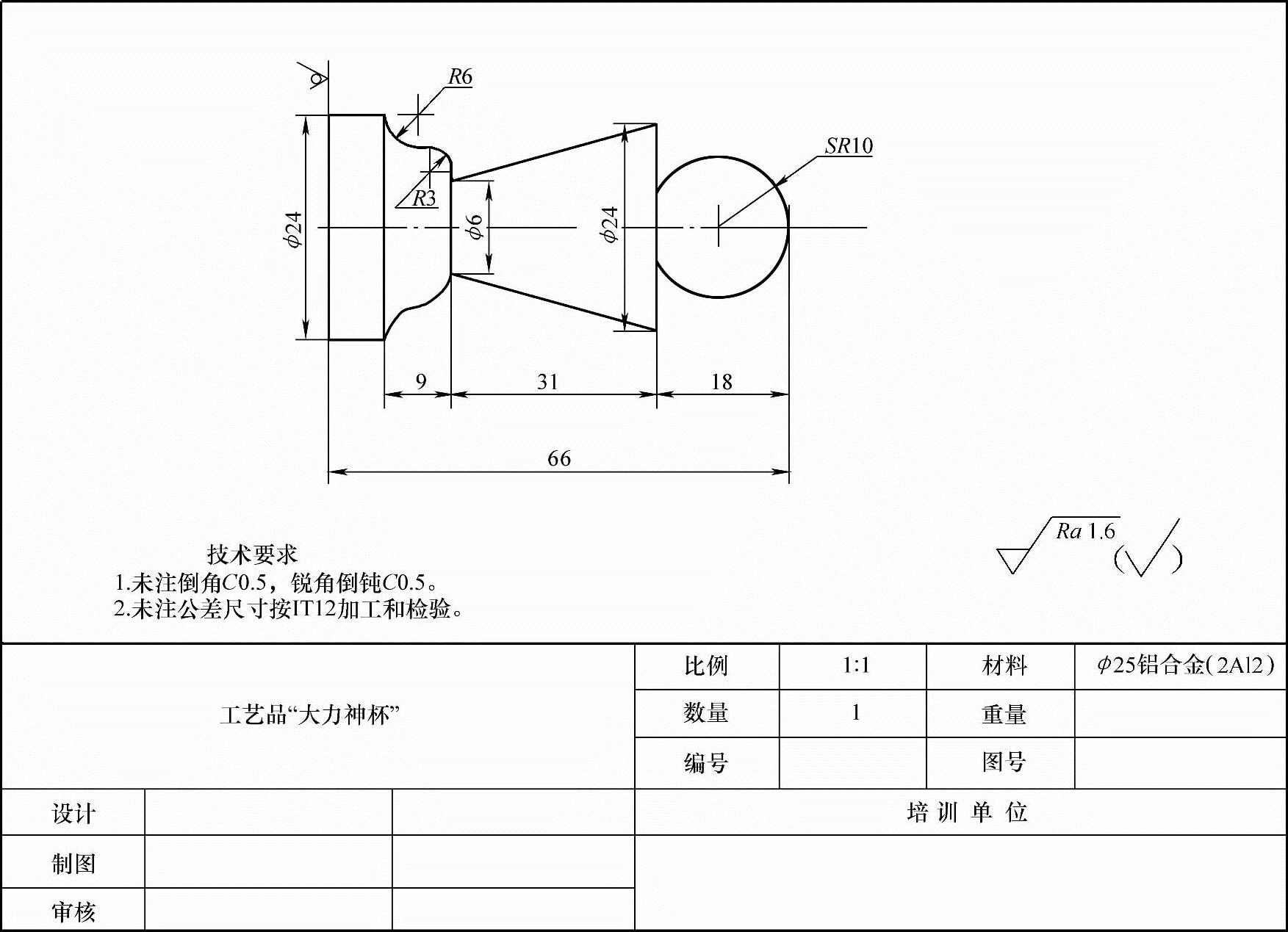
图10-8 工艺品“大力神杯”
(2)加工工艺
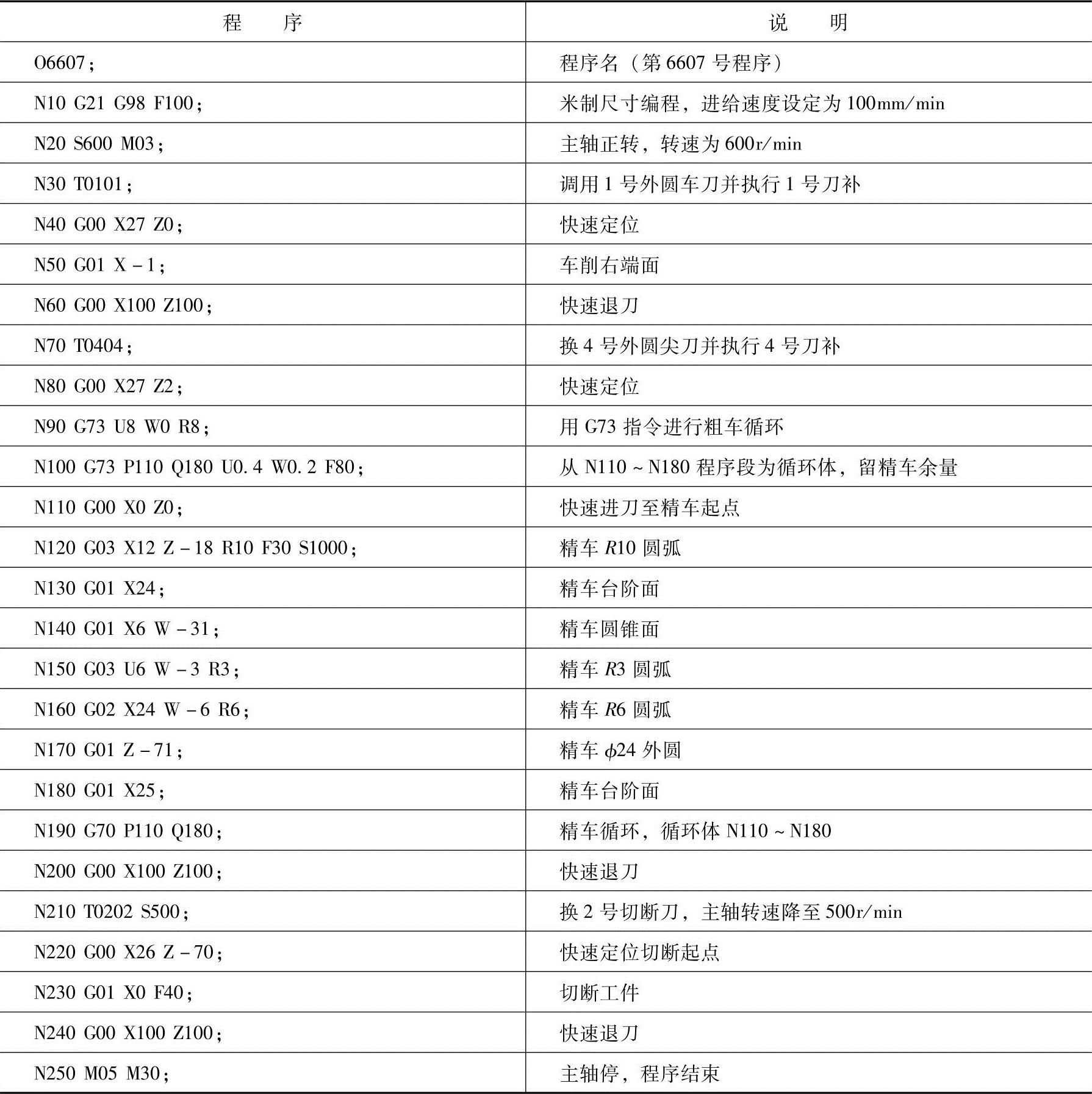
1)毛坯伸长90mm,首先用T0101即90°外圆车刀车削端面。
2)换T0404右偏尖刀,从右向左用G73、G70指令粗、精车外轮廓。
3)换T0202切断刀(刀宽为4mm),切断工件。
(3)程序编制加工程序及其说明见表10-7。
表10-7 “大力神杯”的加工程序及其说明
2.白塔
在数控车床上加工图10-9所示工艺品“白塔”,毛坯为φ40mm棒料,材料为铝合金(2Al2)。请编写其加工程序并在机床上操作,加工出该零件。
(1)零件图 如图10-9所示。
(2)加工工艺
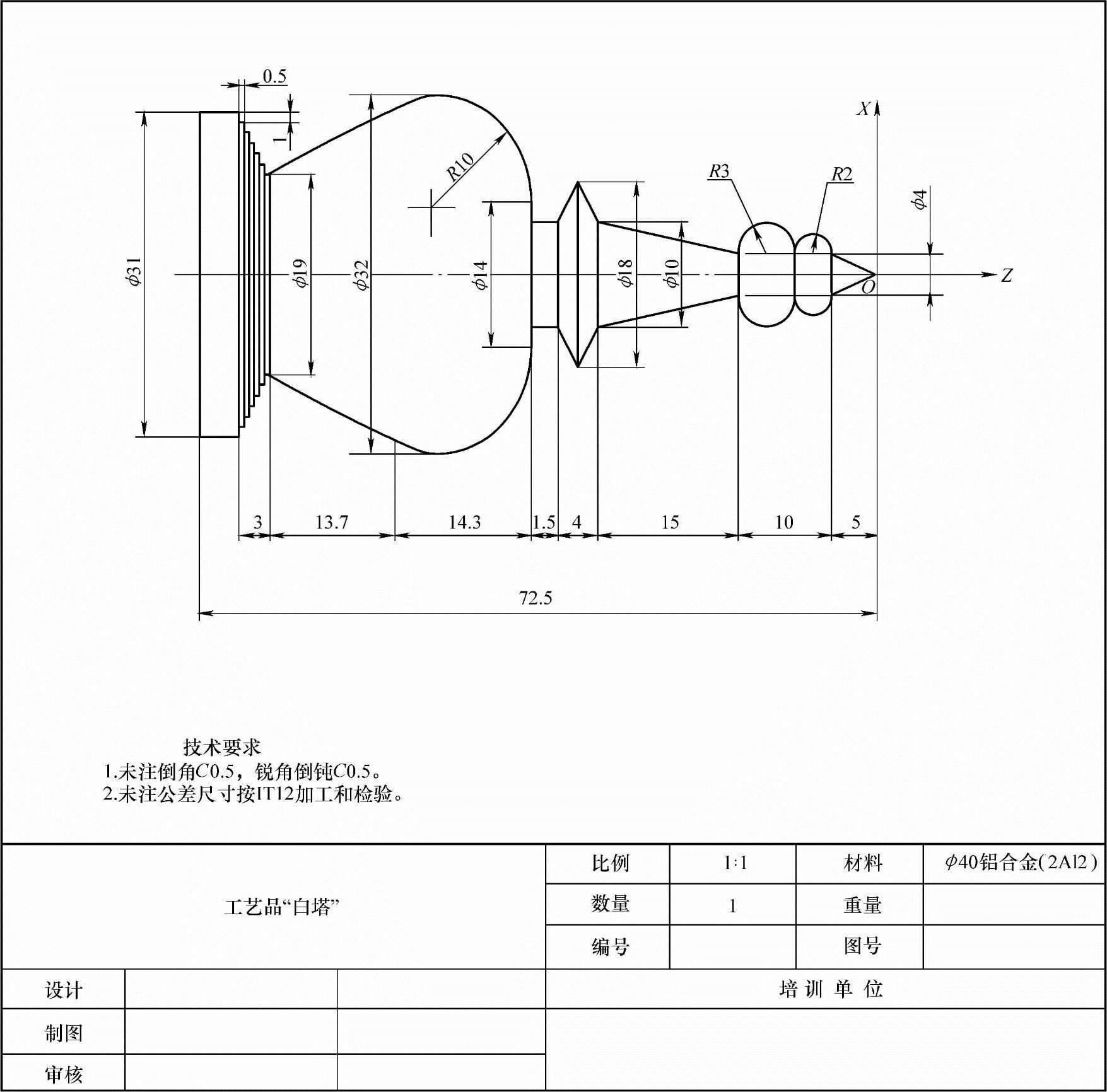
图10-9 工艺品“白塔”
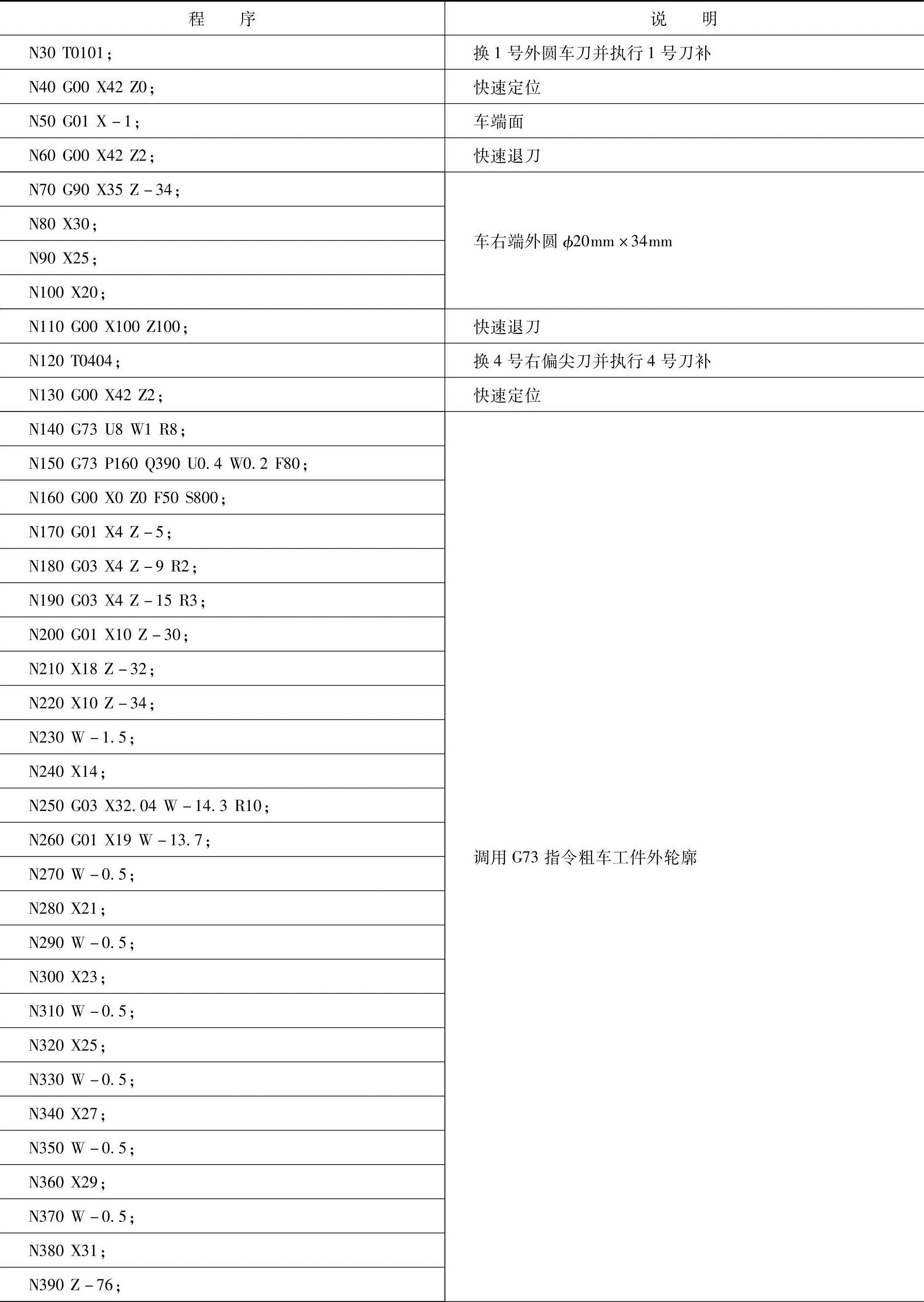
1)毛坯伸长90mm,首先用T0101即90°外圆车刀车端面,车外圆。
2)换T0404右偏尖刀,从右向左用G73、G70指令粗、精车外轮廓。
3)换T0202切断刀(刀宽为4mm),切断工件。
(3)程序编制 加工程序及其说明见表10-8。
表10-8 “白塔”的加工程序及其说明

(续)
(续)
3.酒杯
在数控车床上加工图10-10所示工艺品“酒杯”,毛坯为φ50mm棒料,材料为铝合金(2Al2)。根据加工要求,钻出相应直径和深度的预孔,请编写其加工程序并在机床上操作,加工出该零件。
(1)零件图 如图10-10所示。
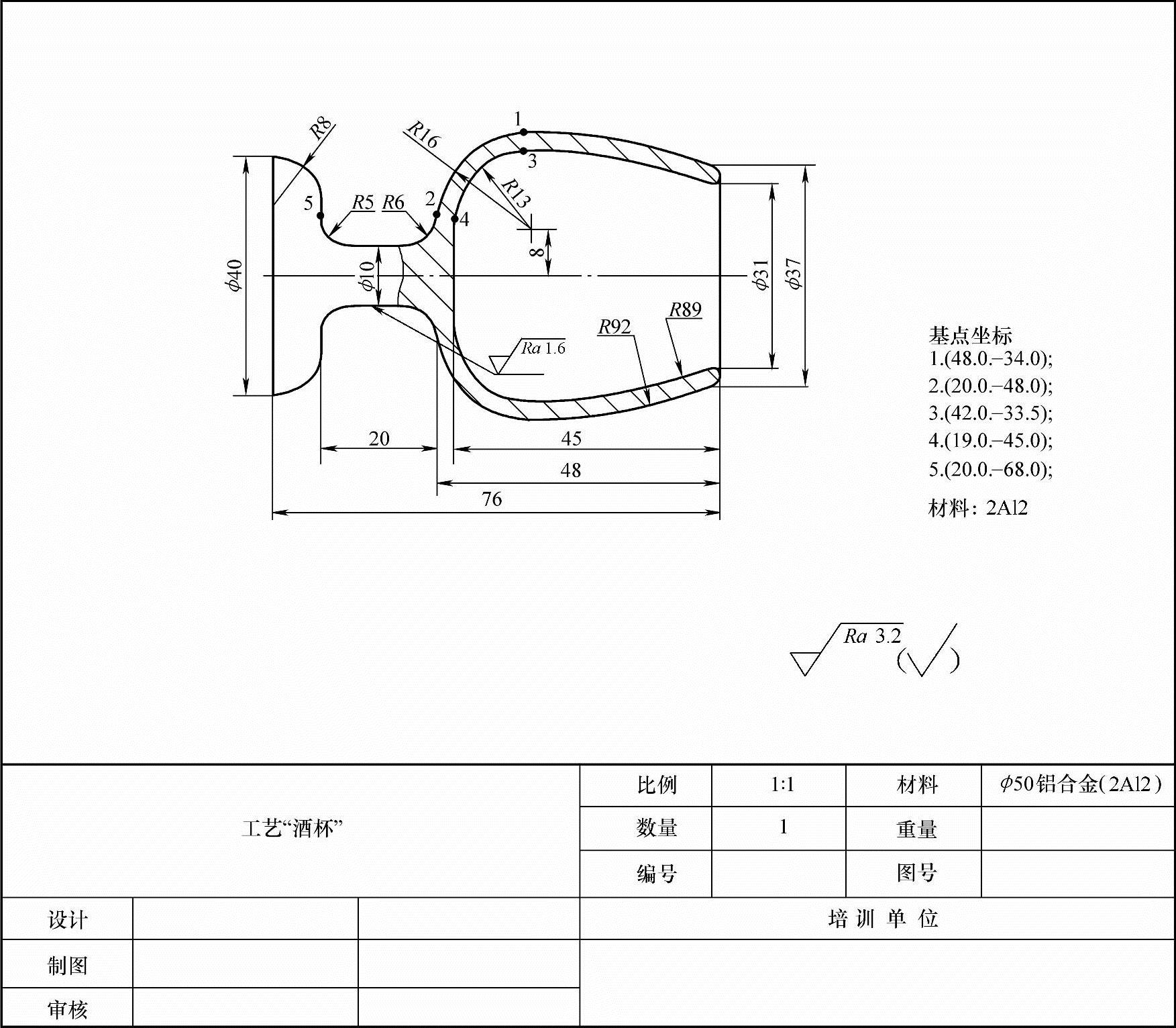
图10-10 工艺“酒杯”
(2)加工工艺
1)毛坯伸长90mm,首先采用T0404不通孔键刀,用G73、G70指令粗、精加工孔。
2)换T0101外圆车刀,用G71、G70指令粗、精车R92mm圆弧。(https://www.xing528.com)
3)换T0202切槽刀(刀宽为3mm),先粗、精加工右半槽,再用G72、G70指令粗、精加工左半槽。注意:切槽刀去除大部分余量后,再用切槽刀的两个切削刃分别迸行精加工切削。
4)最后切断工件。
(3)程序编制 加工程序及其说明见表10-9和表10-10。
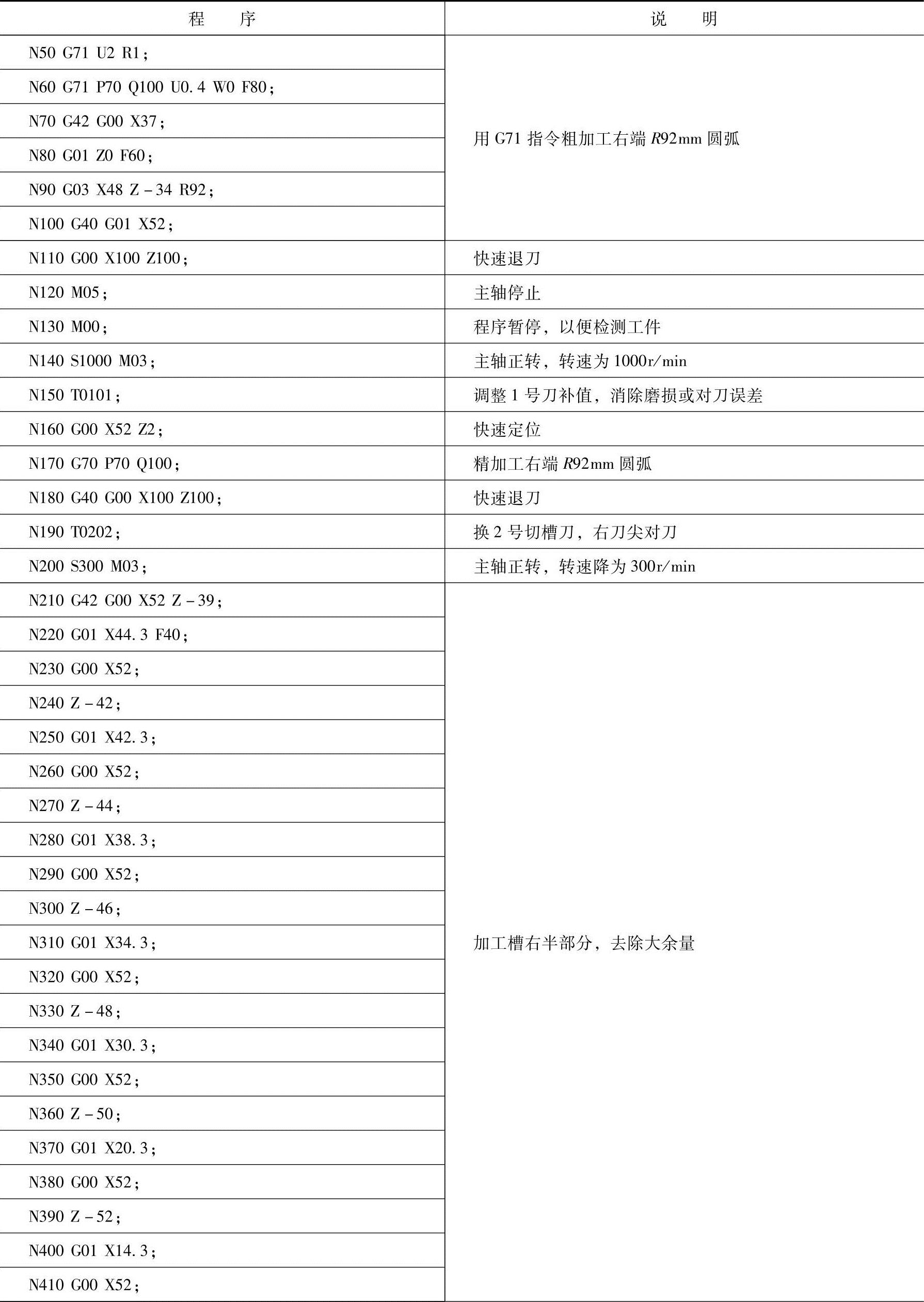
表10-9 工艺“酒杯”内轮廓的加工程序及其说明
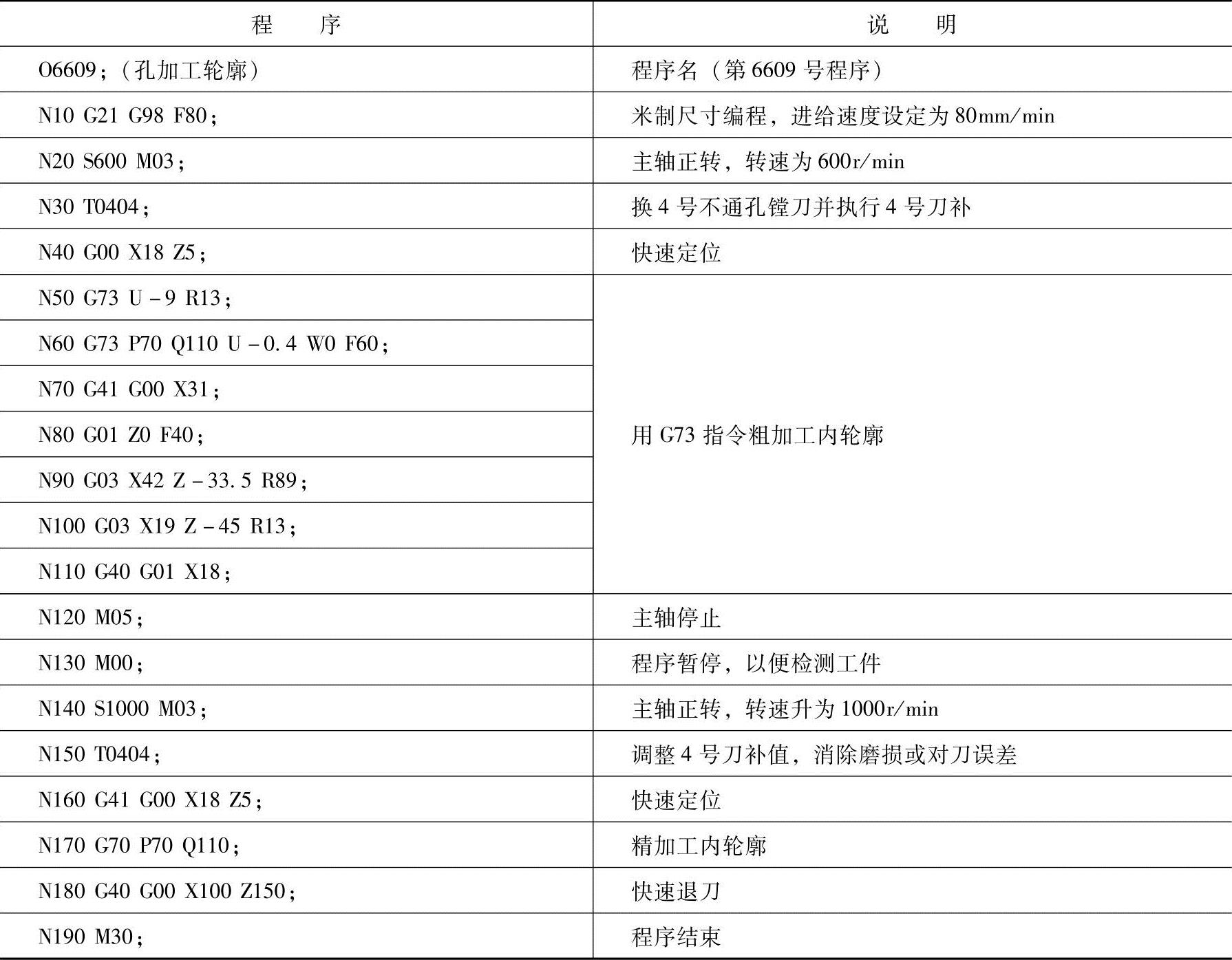
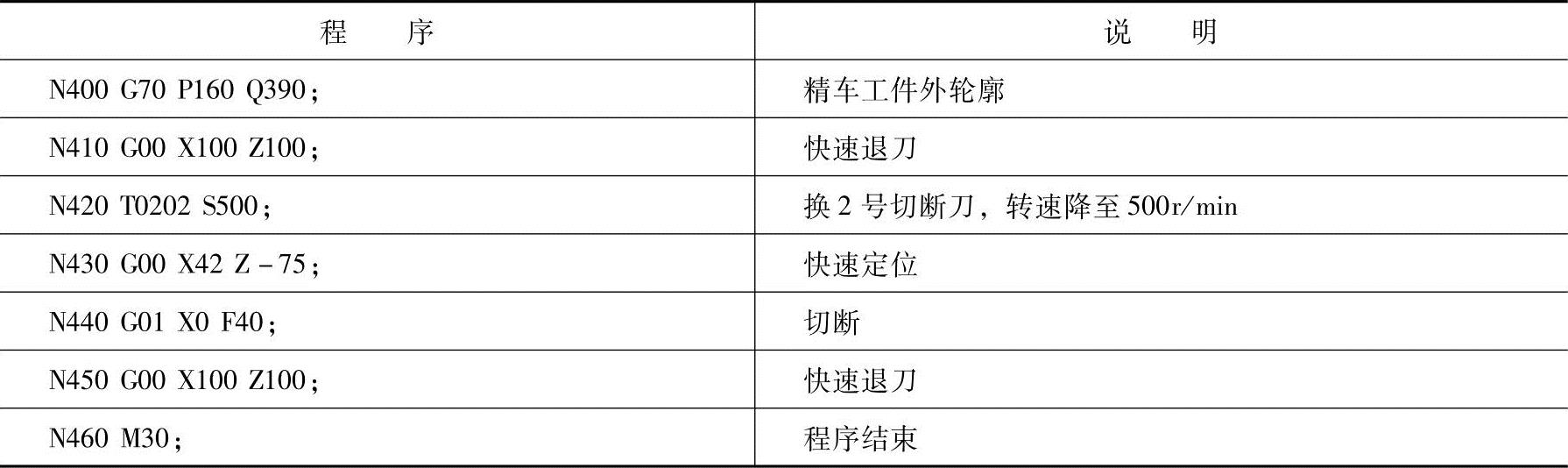
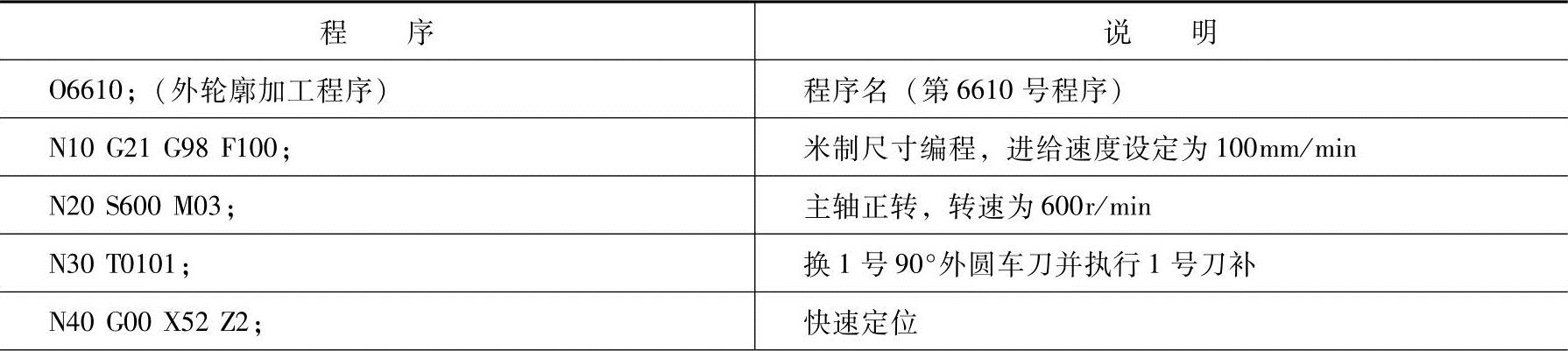
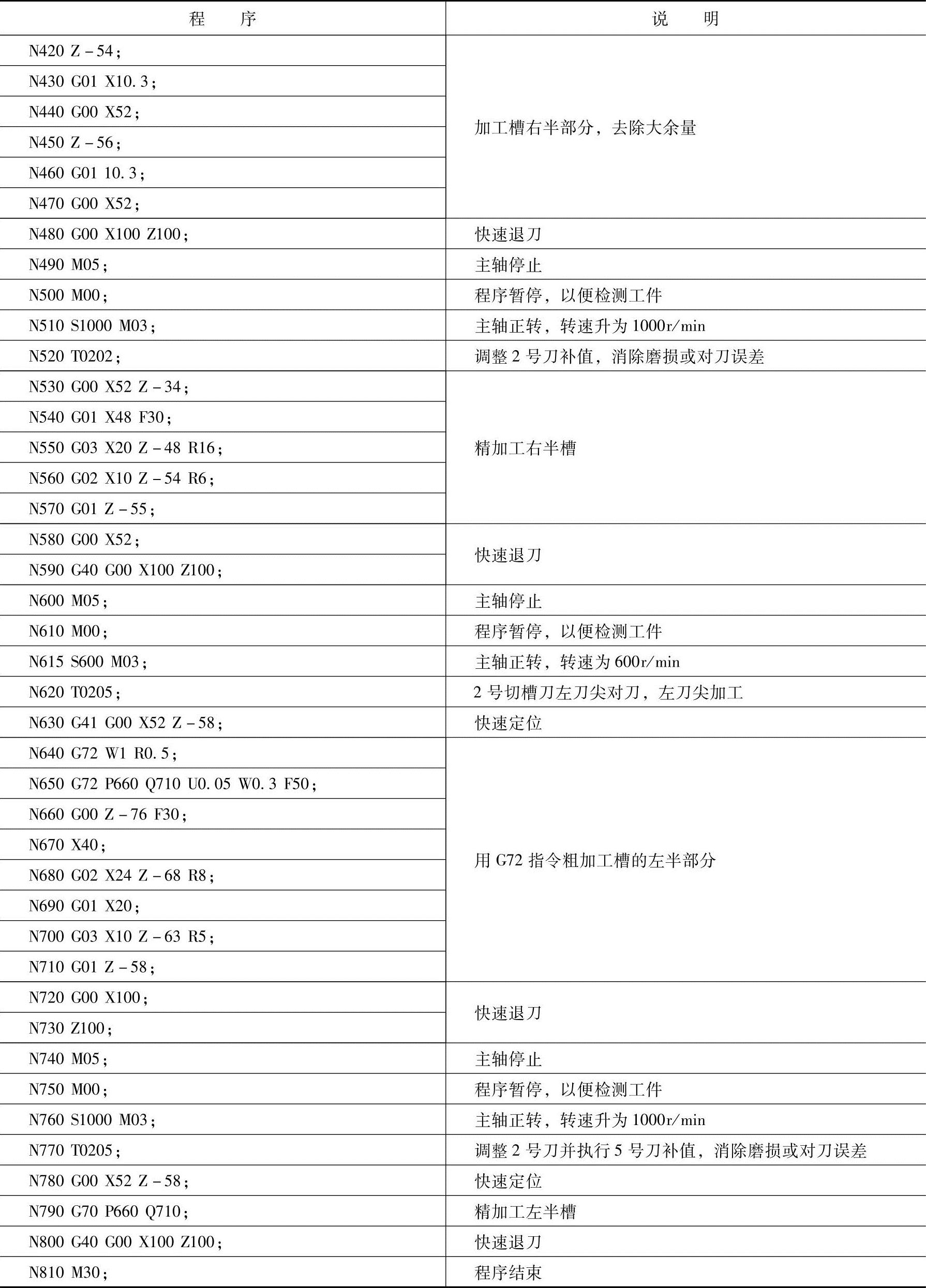
表10-10 工艺“酒杯”外轮廓的加工程序及其说明
(续)
(续)
4.三潭映月
在数控车床上加工图10-11所示工艺品零件“三潭映月”,毛坯为φ66mm棒料,材料为代木。请编写其加工程序并在机床上操作,加工出该零件。
(1)零件图 如图10-11所示,实物图如图10-12所示。
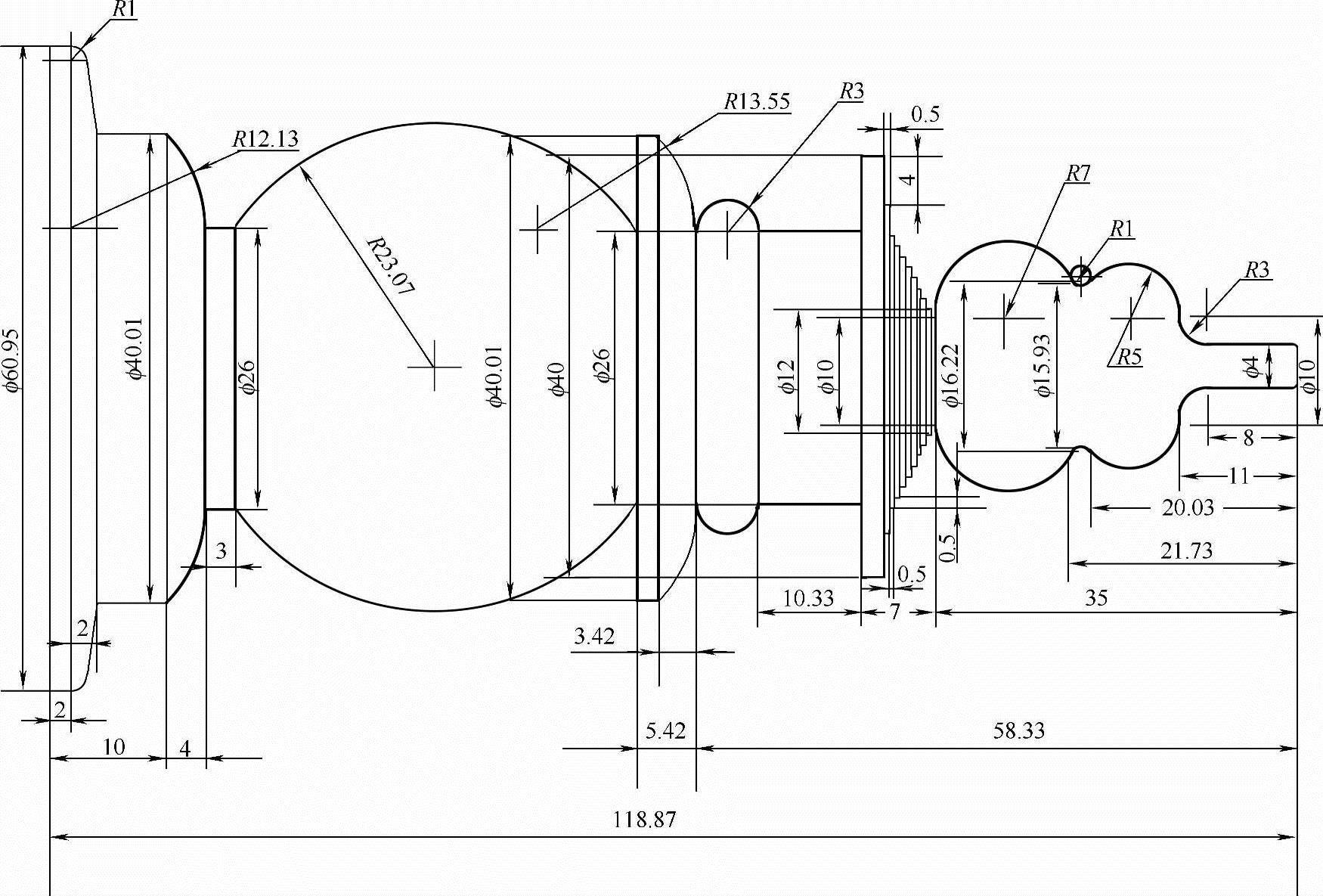
图10-11 工艺品“三潭映月”零件图

图10-12 工艺品“三潭映月”
(2)加工工艺
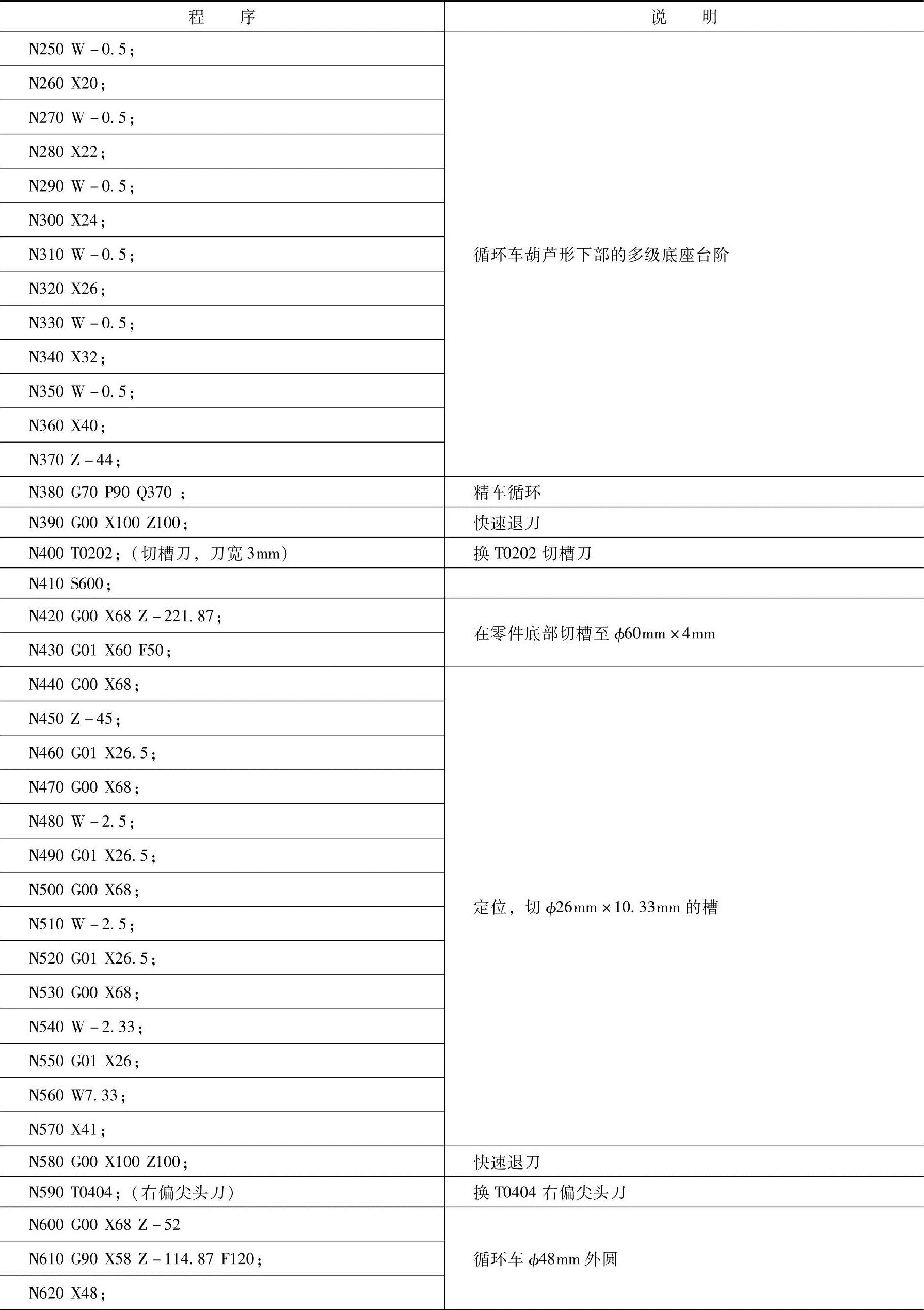
1)毛坯伸长约140mm,首先用T0404即右偏尖头刀车端面,再从右向左用G73、G70指令粗、精车“三潭映月”的上部42mm葫芦形及底座部分。
2)换T0202切槽刀(刀宽为3mm,巨以左侧刀尖为刀位点),先在零件底部切槽至φ60mm×3mm;然后定位,再切φ26mm×10.33mm的槽。
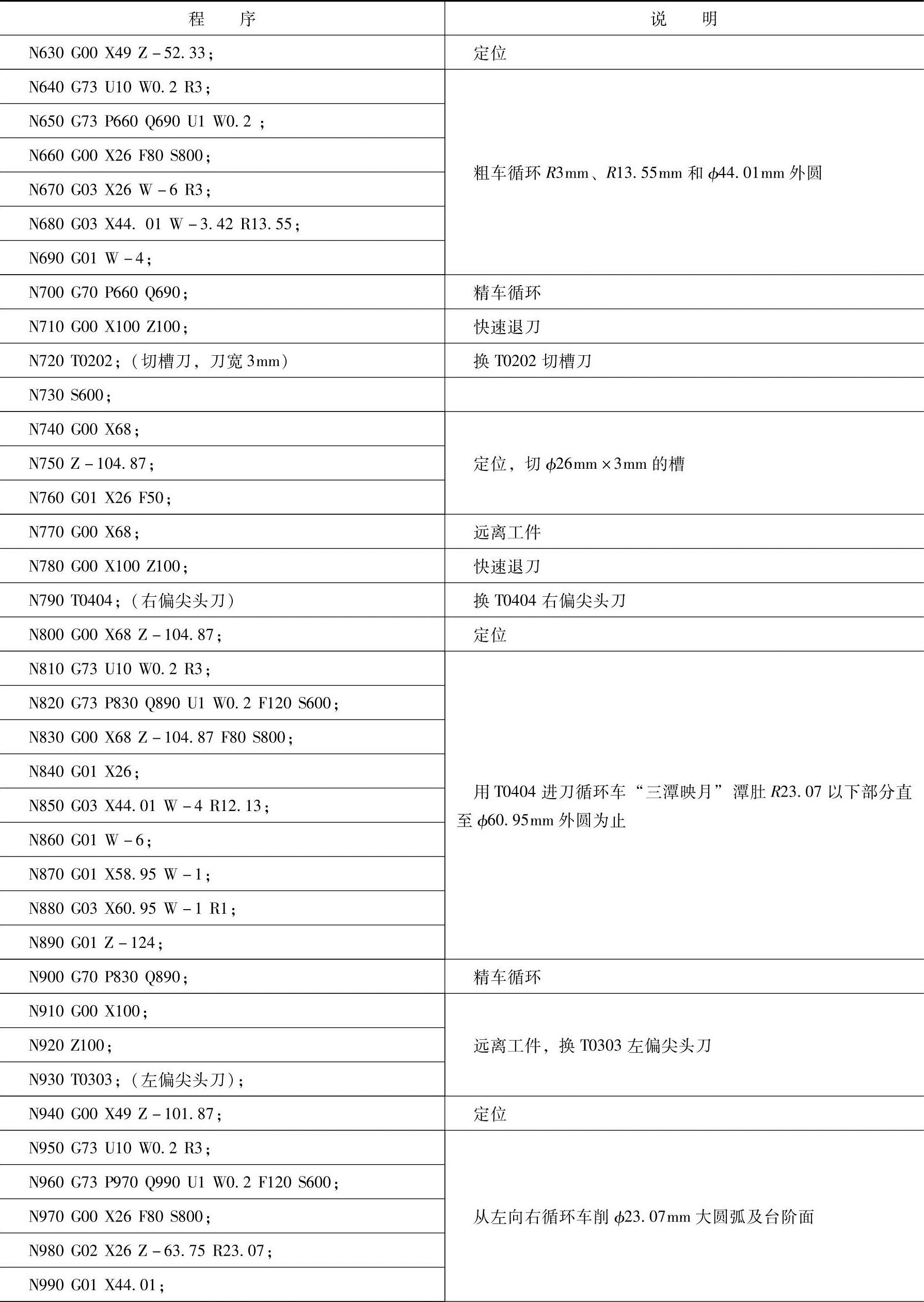
3)换T0404右偏尖头刀,先循环车R3mm、R13.55mm和φ44.01mm外圆。
4)换T0202切槽刀,定位切φ26mm×3mm的槽;然后用T0404迸刀循环车“三潭映月”潭肚R23.07以下部分直至φ60.95mm外圆为止。
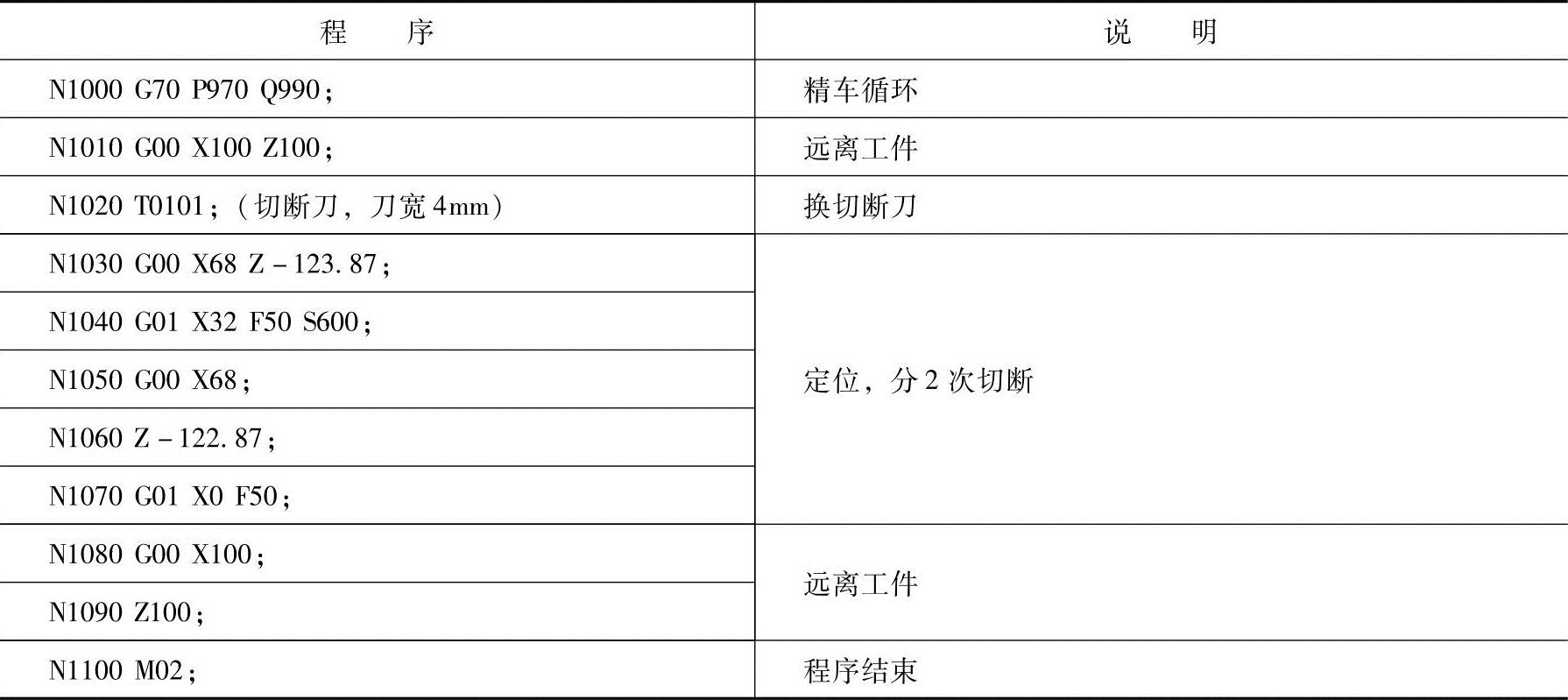
5)换T0303左偏尖头刀,从左向右循环车削φ23.07mm大圆弧及台阶面。
6)换T0101长切断刀(刀宽4mm)定位,切断工件。
7)最后,把车削好的工件拿到台钻上固定,划线后迸行钻孔,完成零件加工。
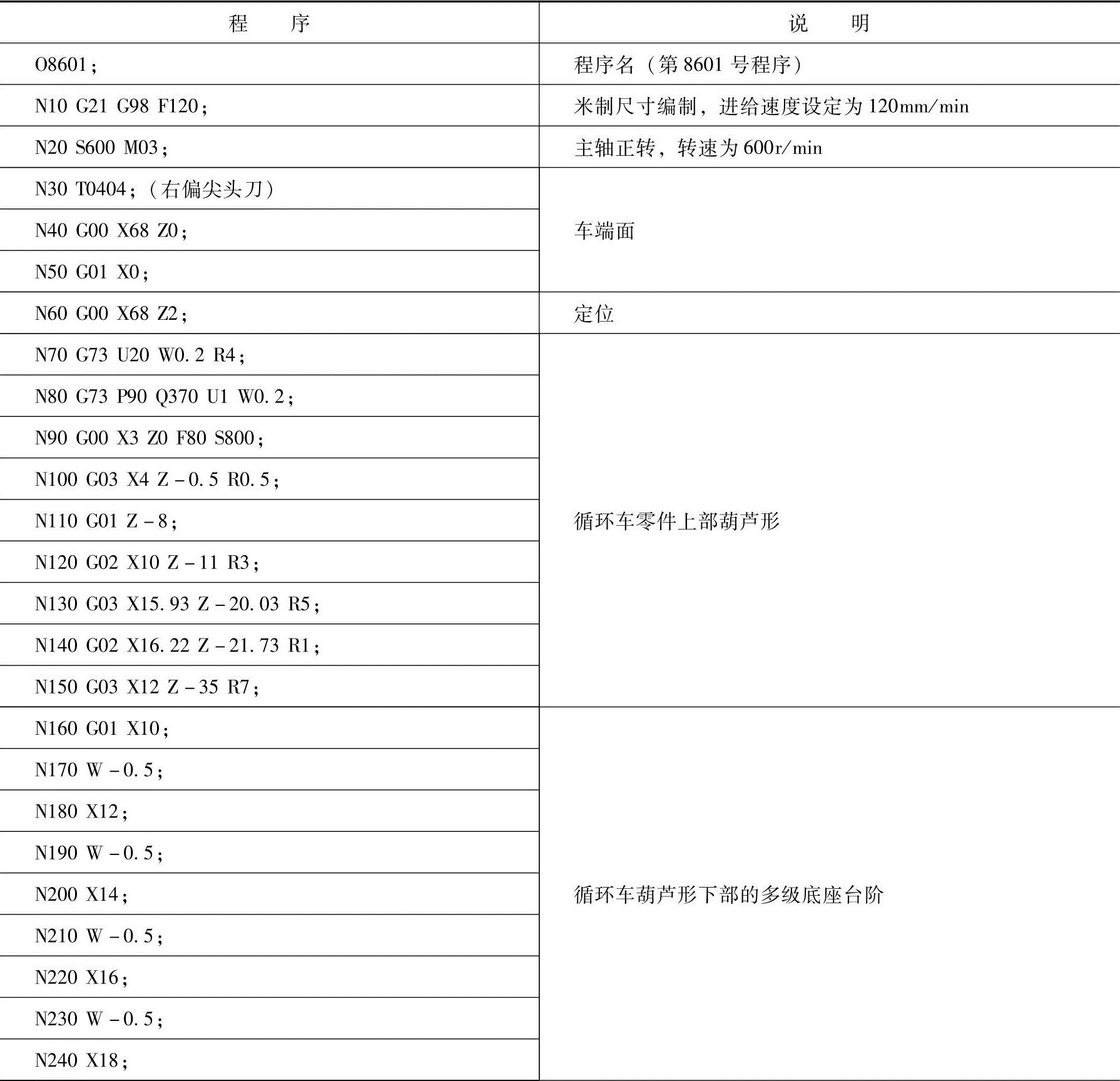
(3)程序编制 加工程序及其说明见表10-11。
表10-11 “三潭映月”的加工程序及其说明
(续)
(续)
(续)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。