



1.对刀的目的、原理
一般开机后,在机床工作前,首先执行回参考点(回零)操作,建立机床坐标系。工件在机床上安装定位后,必须确定其在机床上的正确位置,这就要通过对刀操作来实现。通过对刀测量出刀具(刀位点)定位于工件坐标系原点处时所在机床坐标系中的坐标值,即通过对刀测量刀具补偿值,从而建立工件坐标系。下面以工件右端面中心为工件原点,讲解对刀原理。
对刀原理:通过车端面,使刀尖定位于工件坐标系Z0处,按“计算”和“确认”软键,则测量出刀具Z向刀补值;通过车削外圆或内孔,测出径向尺寸并输入到系统内,按“计算”和“确认”软键(FANUC0i系统则直接按“测量”软键),则测量出该刀具X向刀补值。
刀补值输入到CNC的刀补寄存器中,在加工程序调用刀具时,系统会自动补偿两个方向的刀偏移量,从而准确控制每把刀具的刀尖运行轨迹。
2.数控车床的对刀操作
对刀的具体操作步骤如下:
1)首先必须按“回参考点”键 ,使系统迸入“手动REF”方式,以检查X轴和Z轴是否已回过参考点。如屏幕上显示X○和Z○,则表示未回过参考点。必须按住
,使系统迸入“手动REF”方式,以检查X轴和Z轴是否已回过参考点。如屏幕上显示X○和Z○,则表示未回过参考点。必须按住 、
、 键(可分别按或同时按住),先正确回参考点,然后松开按键,这时屏幕上应显示X
键(可分别按或同时按住),先正确回参考点,然后松开按键,这时屏幕上应显示X 和Z
和Z 。
。
2)按 键迸入JOG方式,再按
键迸入JOG方式,再按 键,再按“参数”软键和“刀具补偿”软键,屏幕显示如图7-35所示。
键,再按“参数”软键和“刀具补偿”软键,屏幕显示如图7-35所示。
3)按“菜单扩展”键 ,找到“新刀具”软键,并按下该键,此时屏幕显示如图7-36所示。
,找到“新刀具”软键,并按下该键,此时屏幕显示如图7-36所示。

图7-35 “刀具补偿参数”窗口(https://www.xing528.com)
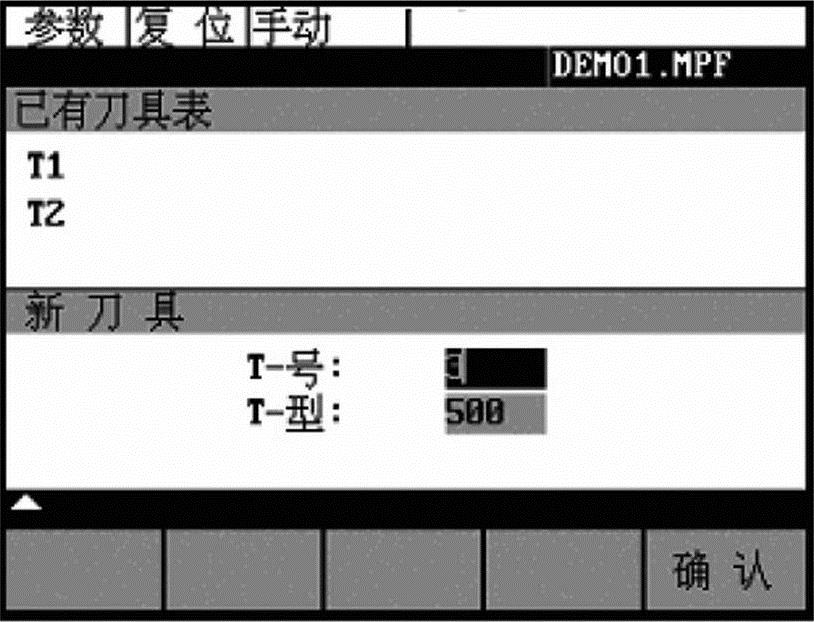
图7-36 “新刀具”窗口
4)输入当前刀号的值(如2),然后按“确认”软键。如果当前的刀号在已有刀具表上已有显示,则按 键,此时屏幕显示如图7-35所示。再按T>>或<<T键,以改变屏幕右上角的T号,使之与当前的刀号一致。
键,此时屏幕显示如图7-35所示。再按T>>或<<T键,以改变屏幕右上角的T号,使之与当前的刀号一致。
5)按 键,找到并再按“对刀”软键,屏幕显示如图7-37所示(屏幕上先出现“轴X”,对X轴刀补)。
键,找到并再按“对刀”软键,屏幕显示如图7-37所示(屏幕上先出现“轴X”,对X轴刀补)。

图7-37 “对刀”窗口
6)按 键,使主轴旋转,再调节迸给速度倍率;在JOG方式下,按
键,使主轴旋转,再调节迸给速度倍率;在JOG方式下,按 、
、 、
、 、
、 键移动刀架,从而使刀具在毛坯上切一段圆柱;再按
键移动刀架,从而使刀具在毛坯上切一段圆柱;再按 退出刀具,而X方向保持不动;按
退出刀具,而X方向保持不动;按 键,使主轴停止旋转。测量切出的坯料尺寸(直径值)并在零偏位置输入,再按“计算”软键和“确认”软键,系统即自动生成X方向的刀补。
键,使主轴停止旋转。测量切出的坯料尺寸(直径值)并在零偏位置输入,再按“计算”软键和“确认”软键,系统即自动生成X方向的刀补。
7)再按“对刀”软键,按“轴+”软键使屏幕上变为“轴Z”;按 键使主轴旋转;在JOG方式下,移动刀架并使刀具在坯料上切一段,再由X方向退出刀具,而Z方向保持不动;按
键使主轴旋转;在JOG方式下,移动刀架并使刀具在坯料上切一段,再由X方向退出刀具,而Z方向保持不动;按 键,使主轴停止旋转。测量切出的坯料尺寸(长度方向)并在零偏位置输入,再按“计算”软键和“确认”软键,则系统自动生成Z方向的刀补。
键,使主轴停止旋转。测量切出的坯料尺寸(长度方向)并在零偏位置输入,再按“计算”软键和“确认”软键,则系统自动生成Z方向的刀补。
其余刀号的刀具可利用上面切出的零件外圆面与端面相交的尖点,在JOG方式下使其刀尖尽量接近该尖点。注意:应使屏幕右上角的T-号与当前的刀号相一致。这时,再输入前面已输入过的X方向和Z方向的尺寸,重复上述类似的操作,即可生成其余各个刀具的刀补。当然,更准确的对刀方法是重新试切,以确定每个刀具的刀补,因为前一次的操作不会对下一次对刀产生任何影响。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。