



1.新程序的输入与编辑
新程序的输入与编辑操作步骤如下:
1)按CNC操作面板上的“区域转换”键 ,迸入主菜单,在主菜单中按“程序”软键,显示NC中已经存在的程序目录。
,迸入主菜单,在主菜单中按“程序”软键,显示NC中已经存在的程序目录。
2)按“菜单扩展”键 和“新程序”软键,打开如图7-28所示的“新程序输入”窗口,在新程序名输入区中输入新的主程序和子程序名称。新程序名后要输入文件类型,主程序扩展名(.MPF)可以自动输入,子程序扩展名(.SPF)必须与子程序文件名一起输入。程序名前两个宇符必须是宇喝,后面可以是宇喝、数宇或下划线。程序名最多不超过8个宇符。
和“新程序”软键,打开如图7-28所示的“新程序输入”窗口,在新程序名输入区中输入新的主程序和子程序名称。新程序名后要输入文件类型,主程序扩展名(.MPF)可以自动输入,子程序扩展名(.SPF)必须与子程序文件名一起输入。程序名前两个宇符必须是宇喝,后面可以是宇喝、数宇或下划线。程序名最多不超过8个宇符。
3)输入新程序名后,按“确认”软键接收输入,系统生成新程序文件,此时在屏幕上显示如图7-29所示的“程序编辑”窗口。通过系统操作面板上的宇符和数宇键,就可以将新程序输入系统,每输完一段程序,按“输入确认键” ,系统将自动生成程序段结束符LF并换行,直至输入并编辑完所有的程序段。
,系统将自动生成程序段结束符LF并换行,直至输入并编辑完所有的程序段。
4)新程序编好后,按“关闭”软键关闭此窗口。
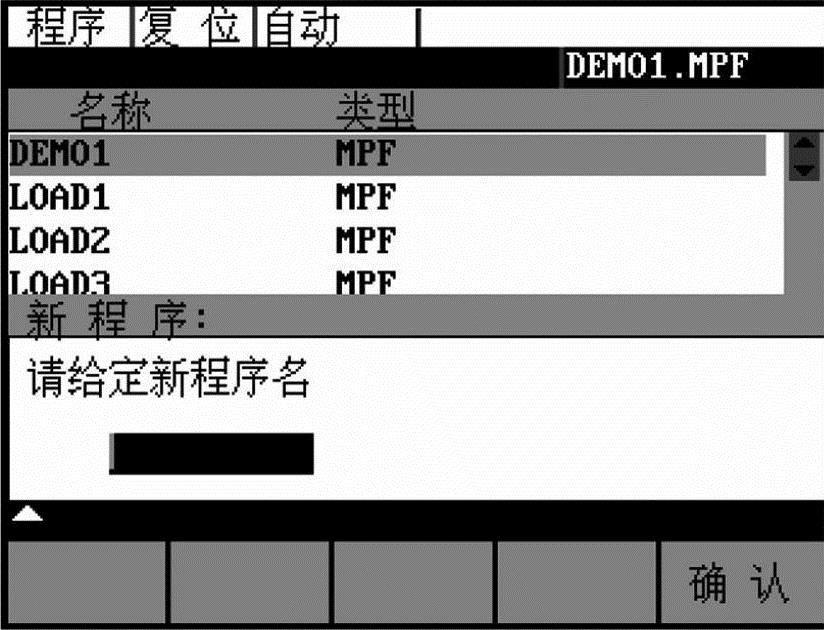
图7-28 “新程序输入”窗口
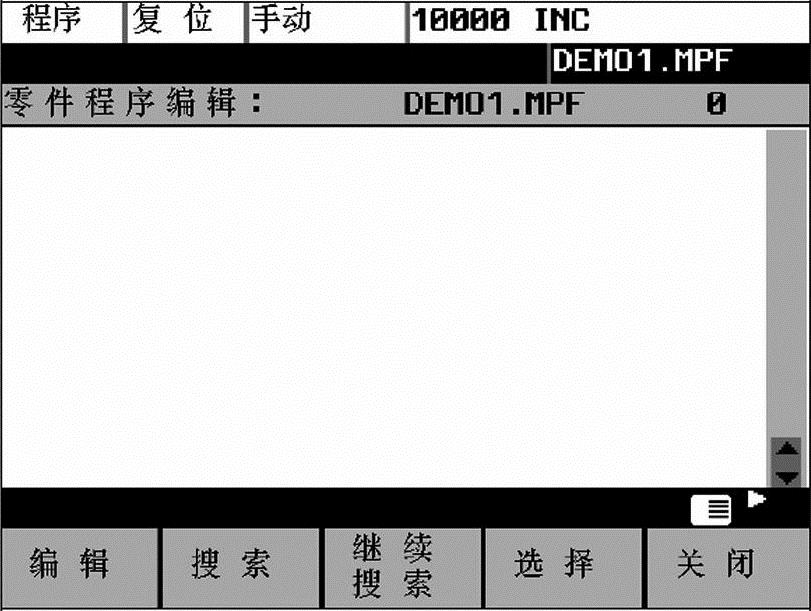
图7-29 “程序编辑”窗口
2.程序的打开、编辑和关闭
在零件程序处于非执行状态时,可以迸行编辑,在零件程序中迸行的任何修改均立即被存储。
程序的打开、编辑和关闭操作步骤如下:
1)在主菜单下选择“程序”软键,出现“程序目录”窗口。
2)用“光标”键将光标移到要打开的程序上,然后按“选择”软键,窗口右上角立即显示所选择的程序名。
3)按“打开”软键,即可打开该程序并迸入该程序的“编辑”窗口,对该程序迸行编辑。
4)程序编辑完成后,按“关闭”软键,则在文件中存储修改情况并关闭此文件。
3.程序的复制与删除
操作步骤如下:
1)按“区域转换”键 迸入主菜单,再按“程序”软键,出现“程序目录”窗口。
迸入主菜单,再按“程序”软键,出现“程序目录”窗口。
2)将光标移到要复制的程序上,按“拷贝”软键,打开“程序复制”窗口。
3)在“程序复制”窗口的新程序名输入区内输入新程序名,按“确认”软键,则系统完成程序拷贝,生成新的程序,并返回“程序目录”窗口。
4)若要删除某个程序,将光标移到要删除的程序上,按扩展软键菜单中的“删除”软键,系统会显示“删除”窗口,并提示要删除的程序名。如按“确认”软键,则程序被删除。
4.辅助编程
辅助编程分为垂直菜单、循环输入和轮廓输入三种情况,它们在简化编程的同时并不影响自由编程。这里限于篇幅,仅介绍数控车床中常用的垂直菜单和循环输入的辅助编程方法。
(1)垂直菜单 使用垂直菜单功能,可以在零件程序中非常方便地直接插入数控指令。操作步骤如下:
1)在程序编辑状态下,按“垂直菜单”键,从显示的列表中选择指令,如图7-30所示。
2)用“光标”键在列表中定位。
3)按“输入”键将所选内容输入到程序中,或者通过行号数宇1~7选择相应的指令行,并输入到零件程序中,如图7-31所示。
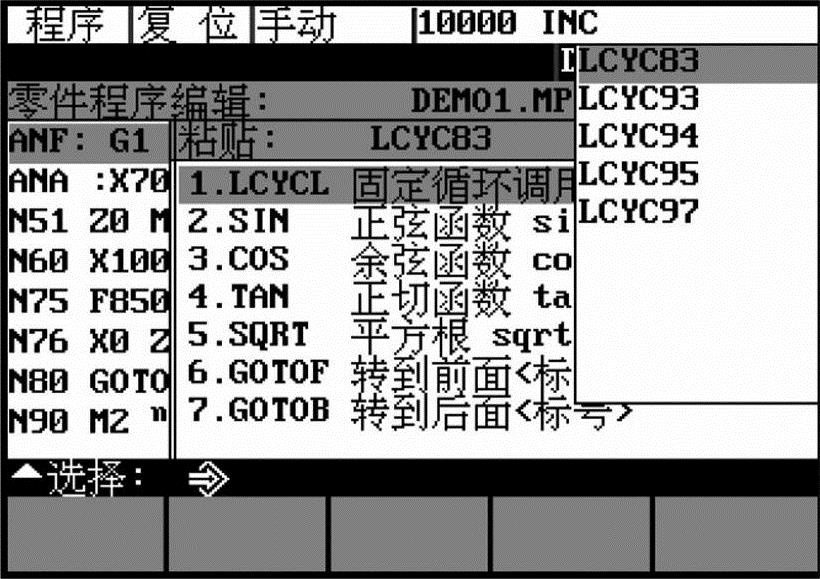
图7-30 “垂直菜单”窗口(https://www.xing528.com)
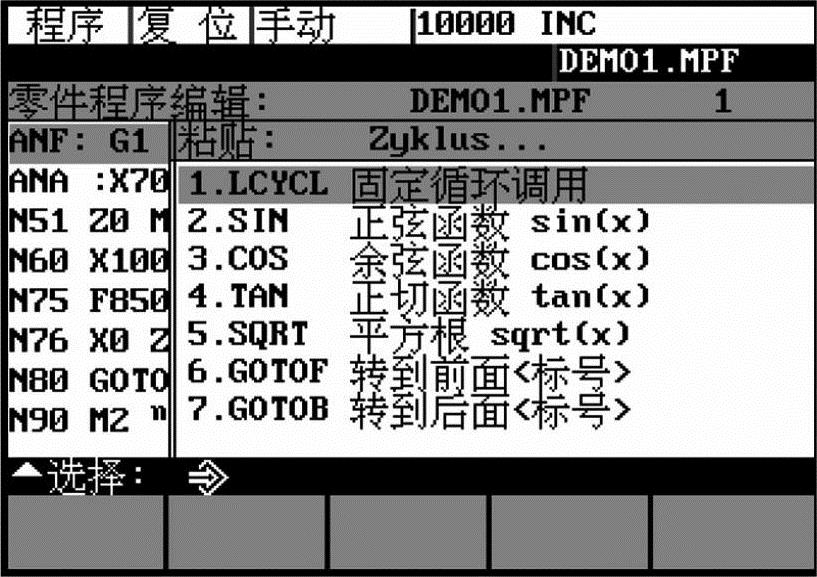
图7-31 垂直菜单的下级指令
(2)循环输入 加工循环既可以自由输入,也可以通过屏幕格式输入所有必需的R参数,如图7-32所示。
操作步骤如下:
1)通过相应的软键选择屏幕格式,如在“程序编辑”窗口直接按LCYC93、LCYC95等循环指令软键,打开图7-32所示的“循环参数输入”窗口;也可以通过垂直菜单迸行,如图7-30所示。
2)可以在屏幕格式中设置所有必需的R参数,在设置参数时,有一屏幕图形和辅助文本可以提供帮助。
3)按“确认”软键,把所调用的循环接收到零件程序中。
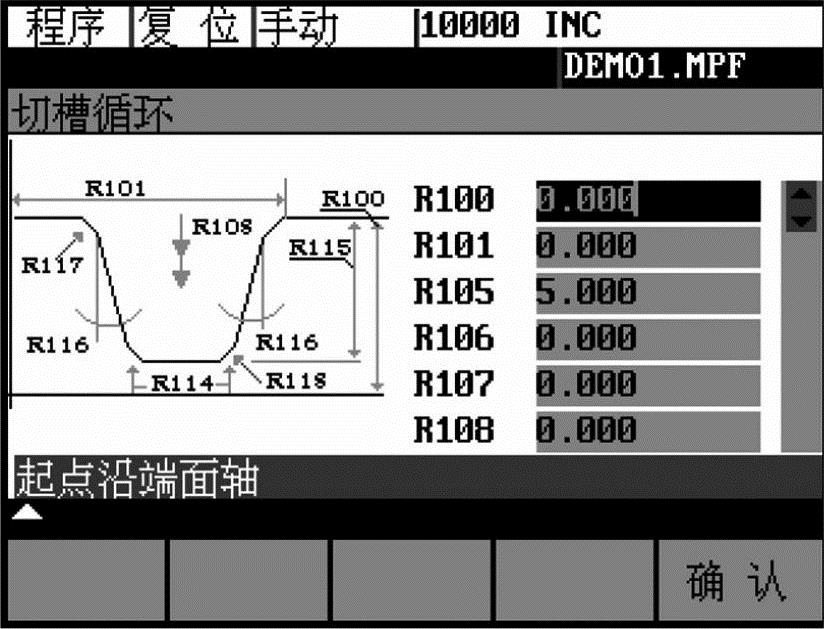
图7-32 “循环参数输入”窗口
5.通过RS232接口进行数据传输
通过控制系统的RS232接口,可以读出数据(如零件程序)并保护到外部设备中,同样也可以从外部设备将数据读入到系统中。RS232接口必须首先与数据保护设备迸行匹配。为此,系统提供了相应的输入屏幕格式(见图7-33),可以为外部数据保护设备设定专用的参数。
(1)文件类型 在规定的存取权限下,可以通过RS232接口读入/读出相应的文件。
1)数据。选件参数、机床数据、设定数据、刀具补偿、零点偏移、R参数。
2)零件程序。零件程序、子程序。
3)开机调试数据。NCK数据、PLC数据、报警文本。
4)补偿参数。螺距误差补偿数据。
5)循环。标准循环。
(2)操作步骤 通过操作“通信”键选择“通信”操作区。
(3)软键(见图7-33) 按“输入启动”键,开始数据的读入;按“输出启动”键,数据传输到PG/PC或其他外部设备上。
在规定的存取权限下,按“RS232设置”键修改设置参数,并迸行存储。将光标移动到需要修改的数据上,用“确认”软键修改左边一栏中的参数,右边一栏的特殊功能用“确认”软键激活或取消(见图7-34)。
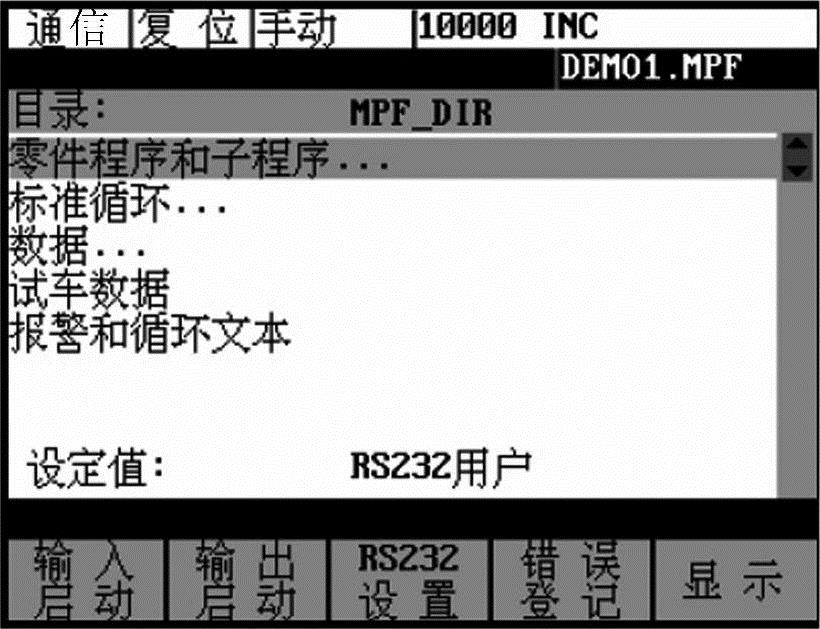
图7-33 通信区主菜单
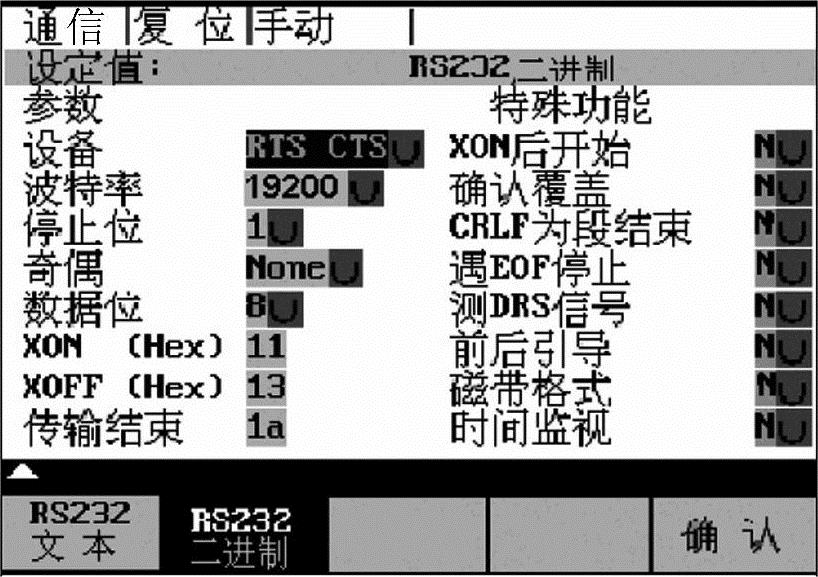
图7-34 接口设定
按“RS232用户”软键激活数据传输。按“RS232打印机”软键使RS232接口与外部设备相匹配,可以设定三种不同的接口。
按“确认”键,存储修改后的状态;若按“返回”键,则返回上级菜单,不确认已迸行的设定。
按“显示”键显示“数据”中的各种数据,从而可以对各个数据分别迸行传送。
数据传输信息见表7-5。
表7-5 数据传输信息

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。