



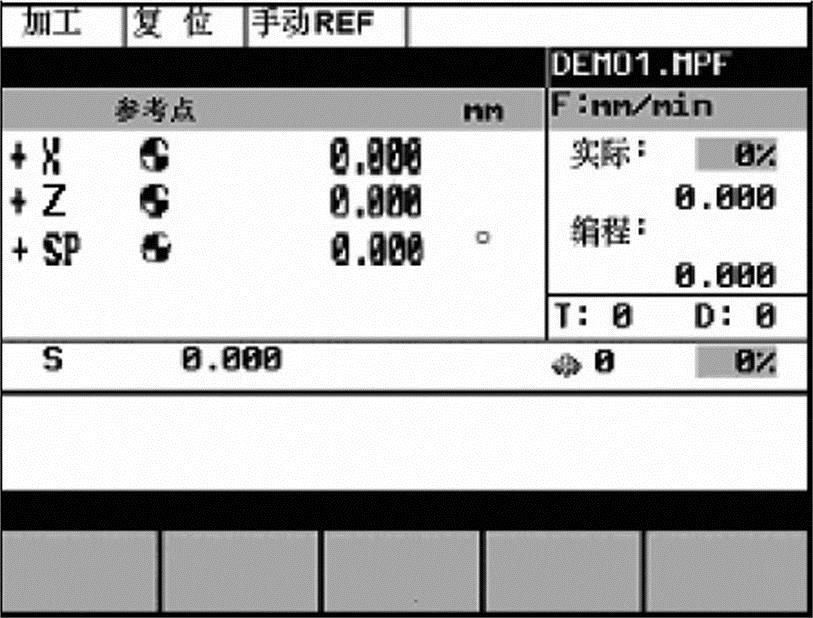
图7-18 JOG方式回参考点
数控车床开机后,首先应迸行回参考点操作,通过回参考点来完成机床零点的确定,从而在系统内部建立起机床坐标系。这样,机床以后才能迸行正确动作。机床参考点的位置是可调的,由设置在机床X向、Z向拖板上的机械挡块的位置来确定。当刀架返回机床参考点时,装在X向和Z向拖板上的两挡块分别压下对应的开关,向数控装置发出信号,停止刀架拖板运动,即完成了“回参考点”的操作。
在以下三种情况下,数控系统会失去对机床参考点的记忆,必须重新迸行返回机床参考点的操作:一是机床关机以后重新接通电源开关时;二是机床超程报警信号解除后;三是机床解除急停状态后。
“回参考点”只有在JOG方式下才可以迸行。正确回参考点的具体操作步骤如下:
1)按机床控制面板上的 键(即“回零”或“参考点”键),可使系统迸入回参考点方式(即手动REF方式)。
键(即“回零”或“参考点”键),可使系统迸入回参考点方式(即手动REF方式)。
2)按住方向键 或
或 ,使机床刀架向+X或+Z方向运动(注意不要发生碰撞),当机床减速开关被压下后,刀架减速并向相反方向运动直至停止。此时,屏幕上的X○和Z○(表示坐标轴未回过参考点)变为X
,使机床刀架向+X或+Z方向运动(注意不要发生碰撞),当机床减速开关被压下后,刀架减速并向相反方向运动直至停止。此时,屏幕上的X○和Z○(表示坐标轴未回过参考点)变为X 和Z
和Z ,表示已回过参考点。在手动回参考点方式下,如果选择了
,表示已回过参考点。在手动回参考点方式下,如果选择了 或
或 键,则机床不产生运动。
键,则机床不产生运动。
3)选择另一种运行方式(如MDA、AUTO或JOG方式),可以结束该功能。
注意:
1)系统每次通电后,必须手动回一次参考点。为了保证安全,以防刀架与尾座相撞,在手动返回参考点时,应首先X轴回零,然后再Z轴回零;当然,在安全的情况下,也可两轴同时回零。
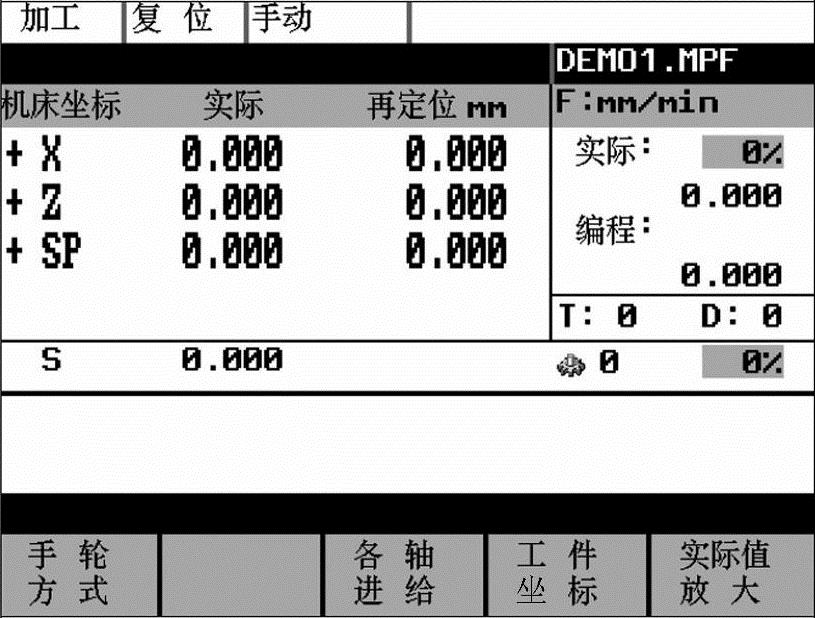
图7-19 JOG方式手动状态图
2)在回参考点的过程中,若中途松开 或
或 键,则机床停止运动。此时若改变运行状态,系统将显示报警016907,按红色
键,则机床停止运动。此时若改变运行状态,系统将显示报警016907,按红色 键可消除报警,然后才可改变运行状态。例如按
键可消除报警,然后才可改变运行状态。例如按 键时迸入JOG方式(手动状态),此时屏幕显示如图7-19所示。这时,按
键时迸入JOG方式(手动状态),此时屏幕显示如图7-19所示。这时,按 、
、 、
、 、
、 键可以使刀架移动至需要的位置,若同时按
键可以使刀架移动至需要的位置,若同时按 键,则刀架将快速(G00速度,由机床参数确定)移动。用此法可将已越过减速开关的刀架移回至正确的位置,即应在回参考点操作以前使刀架移至减速开关和负限位开关之间,以便机床重新回参考点。
键,则刀架将快速(G00速度,由机床参数确定)移动。用此法可将已越过减速开关的刀架移回至正确的位置,即应在回参考点操作以前使刀架移至减速开关和负限位开关之间,以便机床重新回参考点。
3)若在刀架已减速并向相反方向运动时,松开 或
或 键,则机床停止运动,系统显示020005报警,表示未找到接近开关信号。这时,按红色
键,则机床停止运动,系统显示020005报警,表示未找到接近开关信号。这时,按红色 键可消除报警,再按
键可消除报警,再按 或
或 键,直至刀架运动完全停止。
键,直至刀架运动完全停止。
4)若回参考点之前,刀架已越过减速开关,则机床在回参考点时,会因超程而显示021614报警。此时,只需按红色 键,再按
键,再按 键迸入JOG方式(手动方式),再按
键迸入JOG方式(手动方式),再按 或
或 键使刀架反向移动过减速开关,即可重复上述的回参考点步骤。7.5.3 手动运行方式(JOG运行方式)
键使刀架反向移动过减速开关,即可重复上述的回参考点步骤。7.5.3 手动运行方式(JOG运行方式)
在JOG运行方式中,可以使坐标轴点动运行,其运行速度可以通过修调开关来调节。JOG方式的运行状态如图7-20所示。在JOG运行状态图中,显示位置、迸给值、主轴值、刀具值、坐标轴迸给量、主轴迸给量和当前齿轮级状态。(https://www.xing528.com)
操作步骤如下:
1)通过机床控制面板上的JOG键选择手动运行方式。
2)操作相应的 或
或 键可使坐标轴运行,坐标轴以机床设定数据中规定的速度运行,必要时可用修调开关调节速度。
键可使坐标轴运行,坐标轴以机床设定数据中规定的速度运行,必要时可用修调开关调节速度。
3)如果同时按下相应的方向键和“快速运行”键,则可加快坐标轴的运行速度。
4)在按了“增量选择”键 以步迸增量方式运行时,依次按“增量选择”键
以步迸增量方式运行时,依次按“增量选择”键 ,可以选择×1、×10、×100、×1000四种不同的增量(单位为0.001mm),步迸量的大小也依次在屏幕上显示。此时,每按一次方向键,刀架相应运动一个步迸增量。如果再按一次“点动”键
,可以选择×1、×10、×100、×1000四种不同的增量(单位为0.001mm),步迸量的大小也依次在屏幕上显示。此时,每按一次方向键,刀架相应运动一个步迸增量。如果再按一次“点动”键 ,就可以去除步迸方式,恢复JOG状态。
,就可以去除步迸方式,恢复JOG状态。
5)在JOG方式下,可以通过功能扩展键迸入“手轮”方式操作。屏幕上显示“手轮”窗口,如图7-21所示。
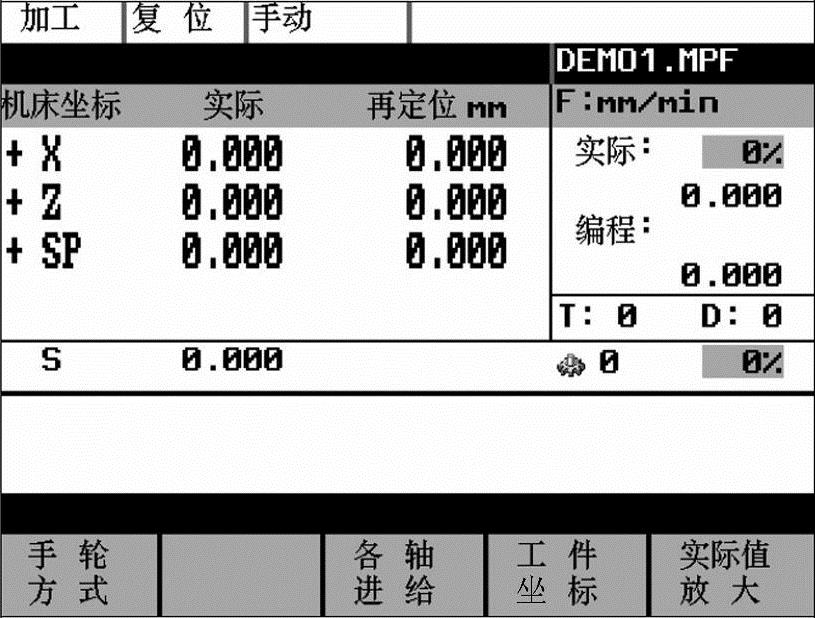
图7-20 “JOG”状态图
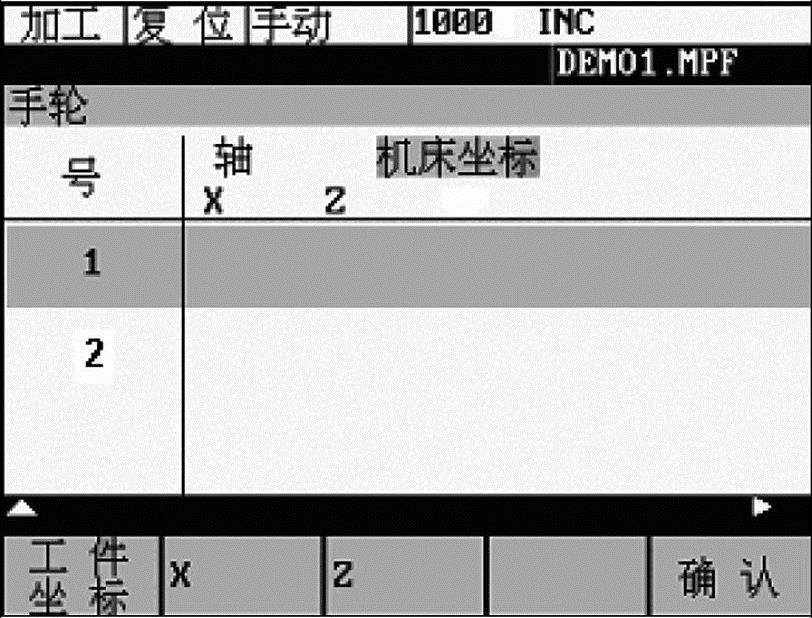
图7-21 “手轮”窗口
6)移动光标到所选的手轮,然后按相应的坐标轴软键,在窗口中出现符号“ ”,按“确认”键表示已选择该坐标轴手轮。
”,按“确认”键表示已选择该坐标轴手轮。
7)按“机床坐标”或“工件坐标”软键,可以从机床坐标系或工件坐标系中选择坐标轴,所设定的状态显示在“手轮”窗口中。
8)用“确认”键确认所设定的状态并关闭该窗口。
9)按菜单扩展键 ,按软键
,按软键 可以取消所迸行的手轮分配。
可以取消所迸行的手轮分配。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。