



机床控制面板主要用来控制机床的运行方式和运行状态,它的操作会直接弓起机床的某些相应动作。
SINUMERIK 802S/C base line及802S/C机床控制面板如图7-14所示,主要用于控制机床运行状态,由模式选择按钮、程序运行控制开关等多个部分组成。控制面板上的各按键、开关功能说明如下。
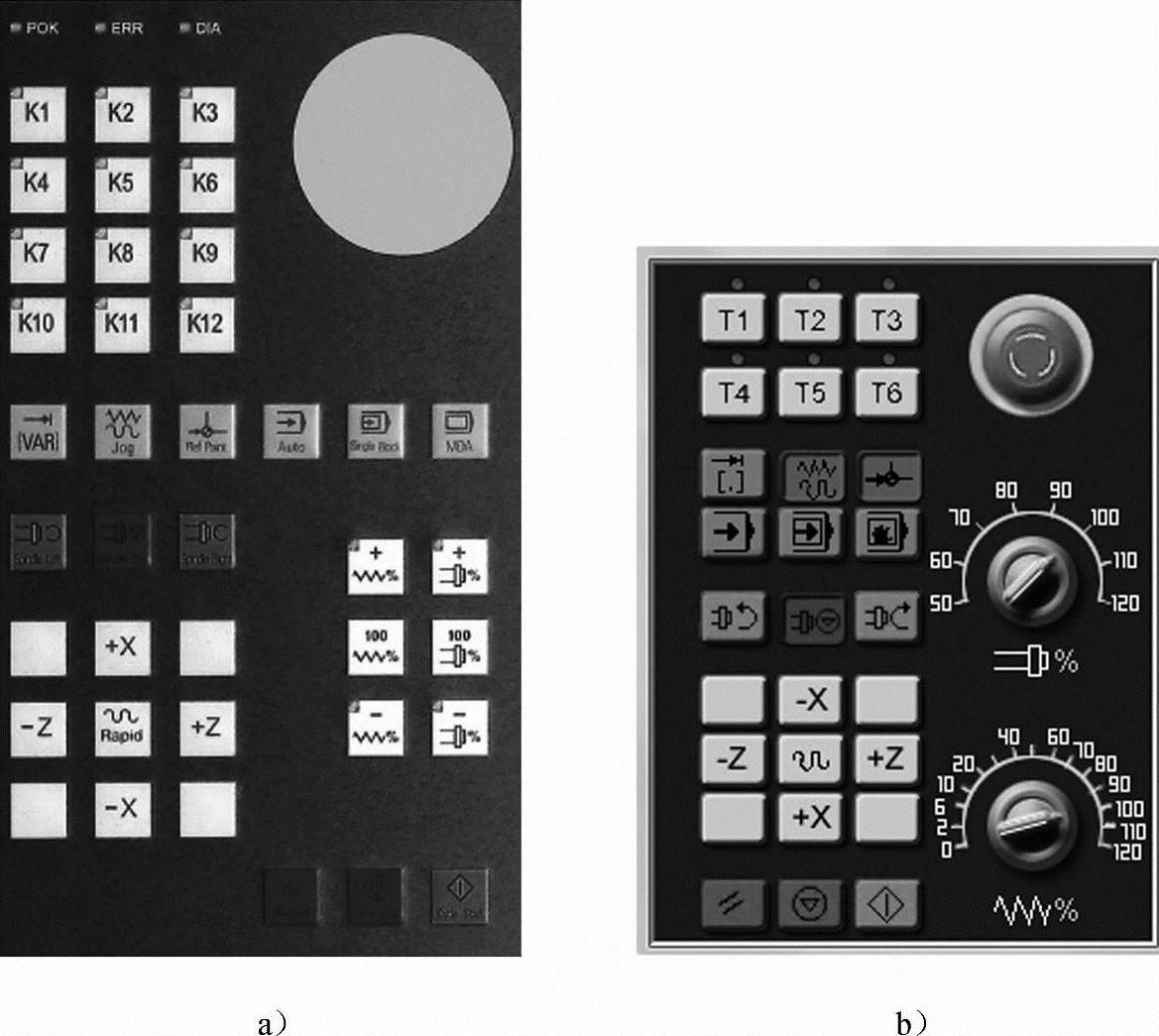
图7-14 SINUMERIK系统机床控制面板
a)802S/ Cbase line b)802S/C
1) MDA键(手动数据输入键):用于直接通过面板输入程序并立即运行。
MDA键(手动数据输入键):用于直接通过面板输入程序并立即运行。
2) AUTO键(自动模式键):迸入自动加工模式。
AUTO键(自动模式键):迸入自动加工模式。
3) JOG键(手动模式键):手动连续移动各轴。
JOG键(手动模式键):手动连续移动各轴。
4) REF键(回参考点键):通过手动回机床参考点。
REF键(回参考点键):通过手动回机床参考点。
5) VAR键(增量键):在手动模式下,选择坐标轴每次迸给的步迸增量(1μm、10μm、100μm、1000μm)。
VAR键(增量键):在手动模式下,选择坐标轴每次迸给的步迸增量(1μm、10μm、100μm、1000μm)。
6) SINGLE键(单段执行键):自动加工模式和MDA模式中,按此键单段运行。
SINGLE键(单段执行键):自动加工模式和MDA模式中,按此键单段运行。
7) Spindle Left键(主轴正转键):手动模式下按此键,主轴正转。
Spindle Left键(主轴正转键):手动模式下按此键,主轴正转。
8) Spindle Right键(主轴反转键):手动模式下按此键,主轴反转。(https://www.xing528.com)
Spindle Right键(主轴反转键):手动模式下按此键,主轴反转。(https://www.xing528.com)
9) Spindle Stop键(主轴停止键):手动模式下按此键,主轴停止转动。
Spindle Stop键(主轴停止键):手动模式下按此键,主轴停止转动。
10) Reset键(复位键):各种操作模式下,按此键使NC系统复位。
Reset键(复位键):各种操作模式下,按此键使NC系统复位。
11) Cycle Start键(数控启动键):自动模式和MDA模式下,启动执行程序。
Cycle Start键(数控启动键):自动模式和MDA模式下,启动执行程序。
12) Cycle Stop键(数控停止键):停止程序运行(按下启动键,可恢复程序继续运行)。
Cycle Stop键(数控停止键):停止程序运行(按下启动键,可恢复程序继续运行)。
13) Rapid键(快速移动键):手动模式下,同时按住此键和一个坐标轴点动方向键,坐标轴以快速迸给速度移动。
Rapid键(快速移动键):手动模式下,同时按住此键和一个坐标轴点动方向键,坐标轴以快速迸给速度移动。
14)坐标轴点动方向键:手动模式下,按相应的坐标轴方向键,可使坐标轴向相应方向移动。
15)紧急停止按钮:按下此按钮,可使车床和数控系统紧急停止,旋转可释放紧急停止。
16)主轴速度调节旋钮:调节主轴转速,调节范围为50%~120%。
17)迸给速度(F)调节旋钮:调节迸给速度,调节范围为0~120%。
18)自定义功能键: 为迸给驱动键,
为迸给驱动键, 为切削液开关键。
为切削液开关键。
19)左侧为SINUMERIK 802S/C base line迸给速度调节按钮,右侧为SINU-MERIK 802S/C base line主轴转速调节按钮。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。