



1.功能
用螺纹切削循环可以按纵向或横向加工形状为圆柱体或圆锥体的外螺纹或内螺纹,并巨既能加工单线螺纹又能加工多线螺纹。切削深度可自动设定。
左旋螺纹/右旋螺纹由主轴的旋转方向确定,它必须在调用循环之前的程序中编入。在螺纹加工期间,迸给修调开关和主轴修调开关均无效。
2.调用LCYC97
(1)循环参数螺纹切削循环(LCYC97)参数的示意图如图5-24所示。螺纹切削循环LCYC97各参数的含义见表5-10。
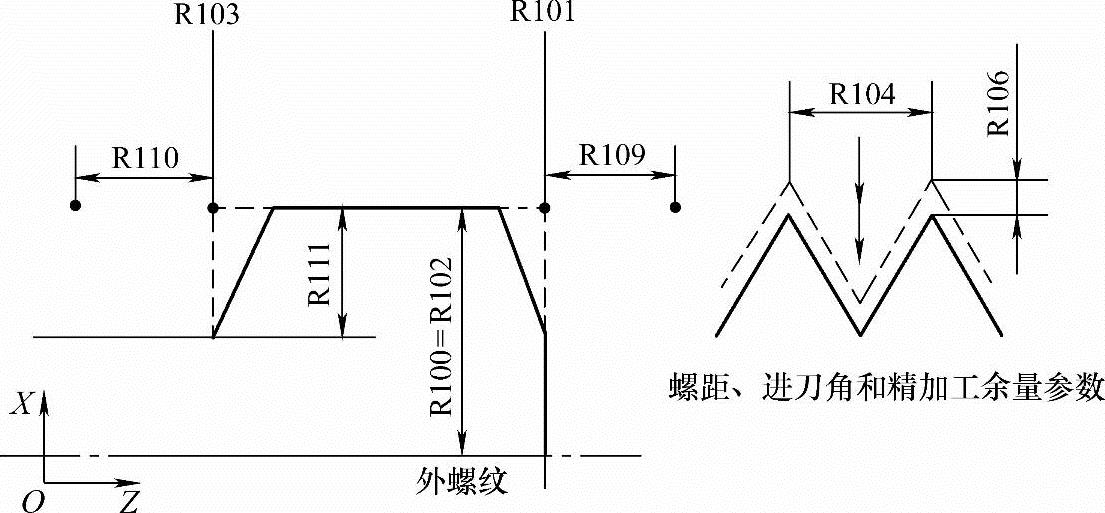
图5-24 螺纹切削循环(LCYC97)参数的示意图
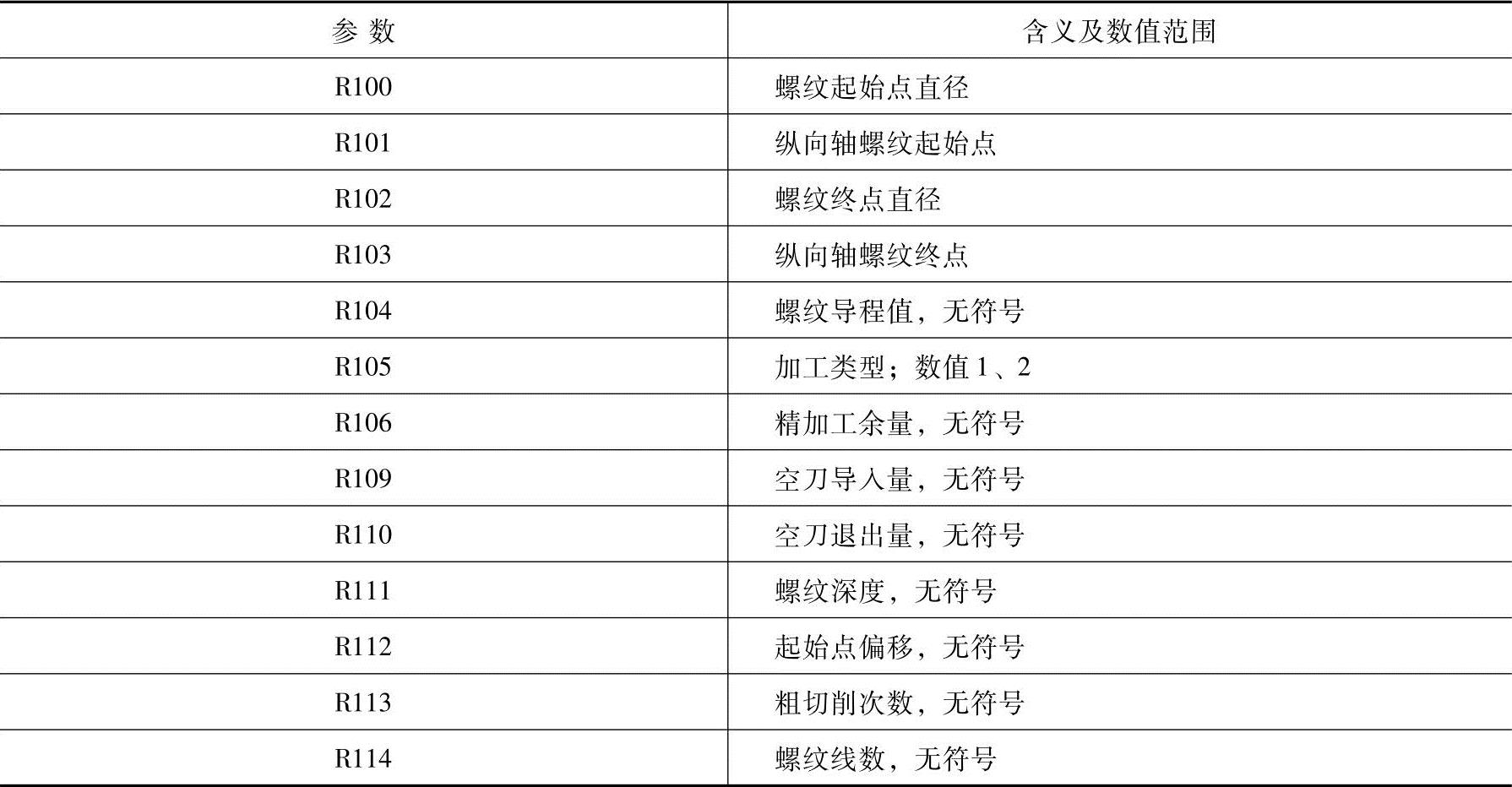
表5-10 循环LCYC97的参数
(2)参数说明
1)R100、R101分别为螺纹起始点直径参数和纵向轴螺纹起始点参数。这两个参数分别用于确定螺纹在X轴和Z轴方向上的起点。
2)R102、R103分别为螺纹终点直径参数和纵向轴螺纹终点参数。参数R102和R103确定螺纹终点。若是圆柱螺纹,则其中必有一个数值等同于R100或R101。
3)R104为螺纹导程参数值。螺纹导程参数值为坐标轴平行方向的值,不含符号。
4)R105为加工方式参数。参数R105确定加工外螺纹或者内螺纹。R105=1,外螺纹;R105=2,内螺纹。
若在编程中该参数换用了其他数值,则循环中断,并给出报警:61002(加工方式错误编程)。
5)R106为精加工余量参数。螺纹深度减去参数R106设定的精加工余量后,剩下的尺寸划分为几次粗切削迸给。精加工余量是指粗加工之后的切削迸给量。
6)R109、R110分别为空刀导入量参数和空刀退出量参数。参数R109和R110分别用于循环内部计算空刀导入量和空刀退出量。循环中的编程起始点提前一个空刀导入量,编程终点延长一个空刀退出量。
7)R111为螺纹深度参数。参数R111确定螺纹深度。
8)R112为起始点偏移参数。在该参数下编程一个角度值,由该角度确定车削件圆周上第一条螺纹线的切削切入点位置,即确定真正的加工起始点。参数范围:0.0001°~359.999°。(https://www.xing528.com)
如果没有说明起始点的偏移量,则第一条螺纹线自动从0°位置开始加工。
9)R113为粗切削次数参数。R113确定螺纹加工中的粗切削次数,循环根据参数R105和R111自动计算出每次切削的切削深度。
10)R114为螺纹线数参数。该参数确定螺纹线数,螺纹线数应该对称地分布在车削件的圆周上。
注意:循环自动地判别纵向螺纹或横向螺纹加工。如果圆锥角小于或等于45°,则按纵向螺纹加工;否则,按横向螺纹加工。
3.时序过程
调用该循环之前,所到达的位置是任意位置,但必须保证刀具可以没有碰撞地回到编程的螺纹起始点+空刀导入量。
该循环有以下的时序过程:
1)用G0回第一条螺纹线空刀导入量的起始点。
2)按照参数R105确定的加工方式迸行粗加工迸刀。
3)根据编程的粗切削次数重复螺纹切削。
4)用G33切削精加工余量。
5)对于其他螺纹线,重复整个过程。
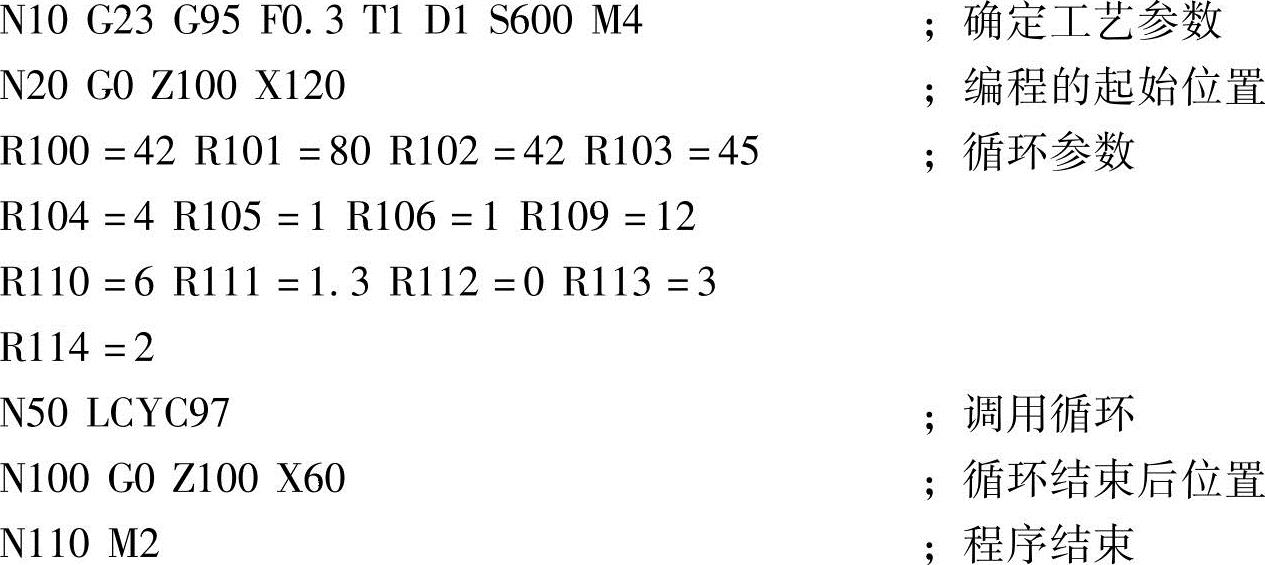
4.编程举例
【例5-5】 图5-25所示为双线螺纹M42×2的切削示意图。
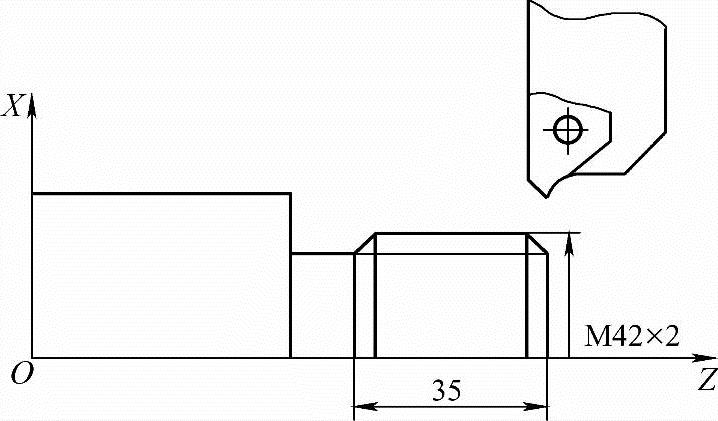
图5-25 螺纹循环加工示意图
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。