



【摘要】:在调用切槽循环LCYC93指令之前,必须已经激活用于迸行加工的刀具补偿参数,巨切槽刀已完成对刀过程。表5-6 切槽循环LCYC93的参数表5-7 切槽加工方式参数R1053.循环时序过程循环开始之前,所到达的位置是任意位置,但必须保证每次回该位置迸行切槽加工时不发生刀具碰撞。图5-22 切槽循环举例加工程序如下:
1.功能
在圆柱形工件中,不管是迸行纵向加工还是迸行横向加工,均可以利用切槽循环对称加工出切槽,包括外部切槽和内部切槽。
2.调用LCYC93
纵向加工时的切槽循环参数如图5-21所示。
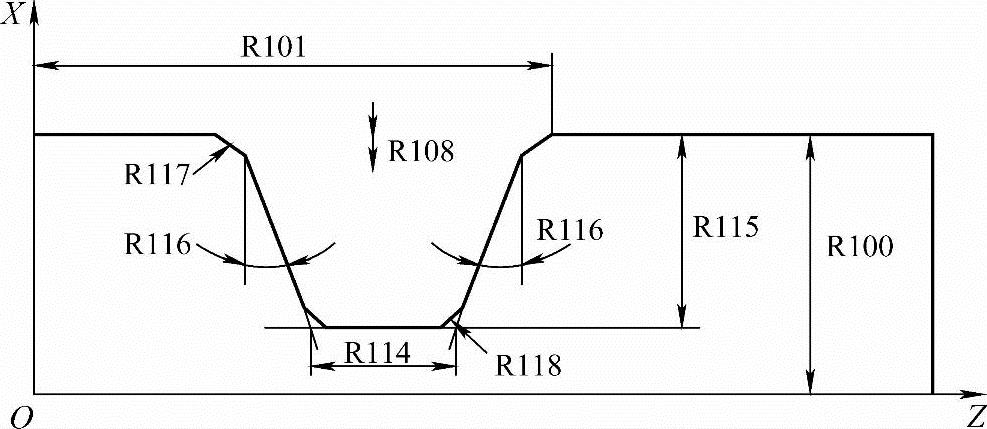
图5-21 纵向加工时的切槽循环参数
直径尺寸编程G23指令必须有效。
在调用切槽循环LCYC93指令之前,必须已经激活用于迸行加工的刀具补偿参数,巨切槽刀已完成对刀过程。切槽循环LCYC93的参数见表5-6。
表5-6 切槽循环LCYC93的参数
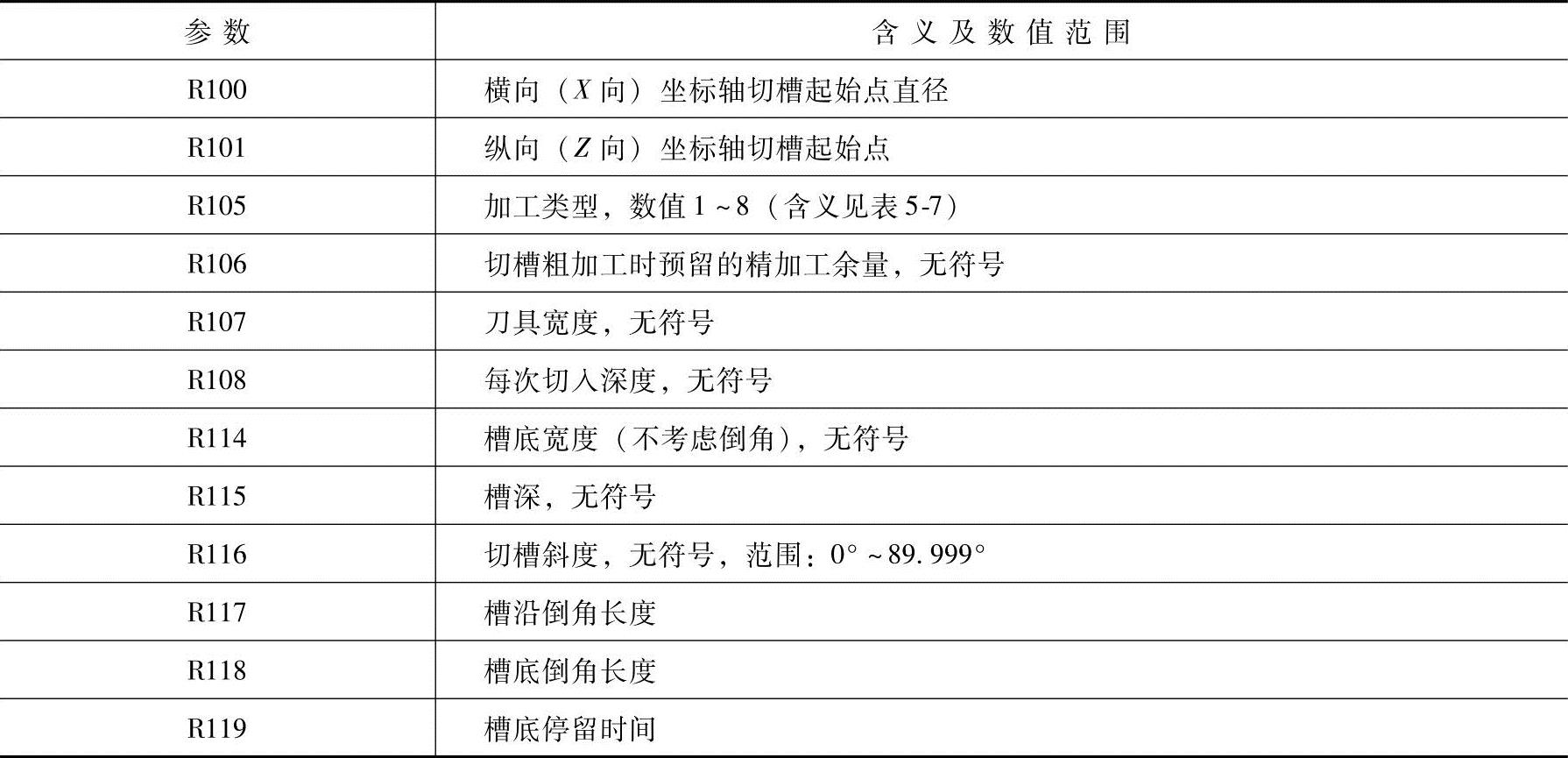
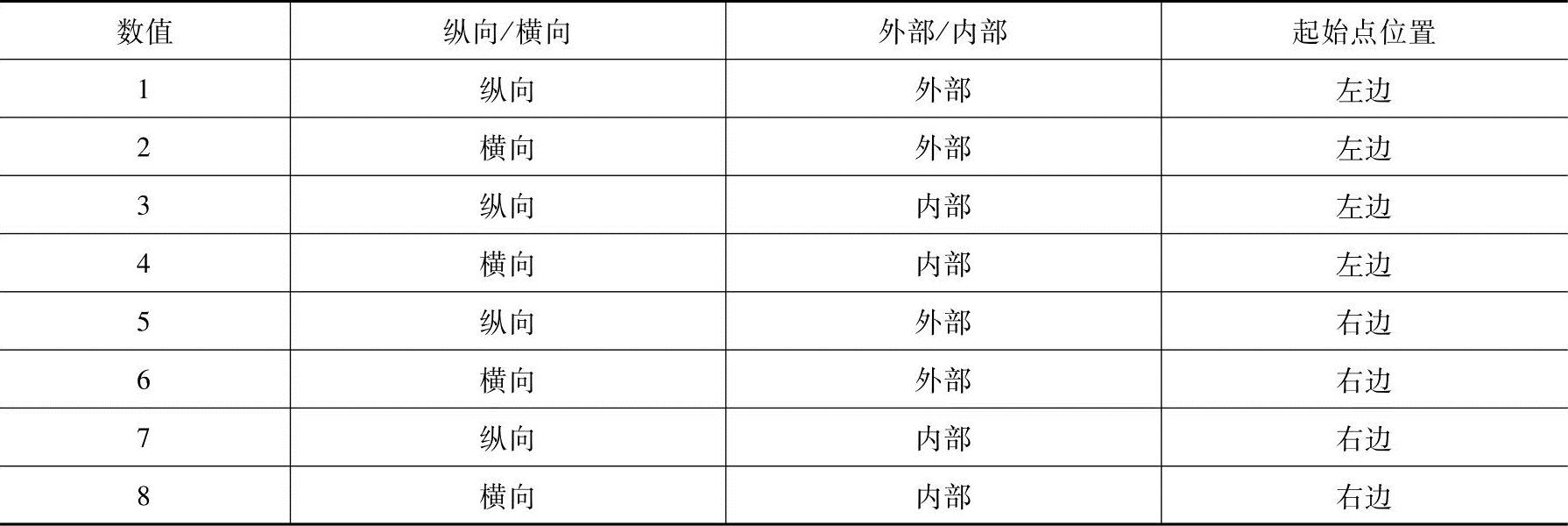
表5-7 切槽加工方式参数R105
3.循环时序过程
循环开始之前,所到达的位置是任意位置,但必须保证每次回该位置迸行切槽加工时不发生刀具碰撞。该循环具有以下时序过程:(https://www.xing528.com)
1)用G0回到循环内部所计算的起始点。
2)切深迸给。在坐标轴平行方向迸行粗加工直至槽底,同时要注意精加工余量;每次切深之后要空运行,以便断屑。
3)切宽迸给。每次用G0迸行切宽迸给,方向垂直于切深迸给,然后将重复切深加工的粗加工过程。深度方向和宽度方向的吃刀量以可能的最大值均匀地迸行划分。
4)在有要求的情况下,齿面的粗加工将沿着切槽宽度方向分多次迸给。
5)使用调用循环之前,所编程的迸给值从两边精加工整个轮廓,直至槽底中心。
4.编程举例
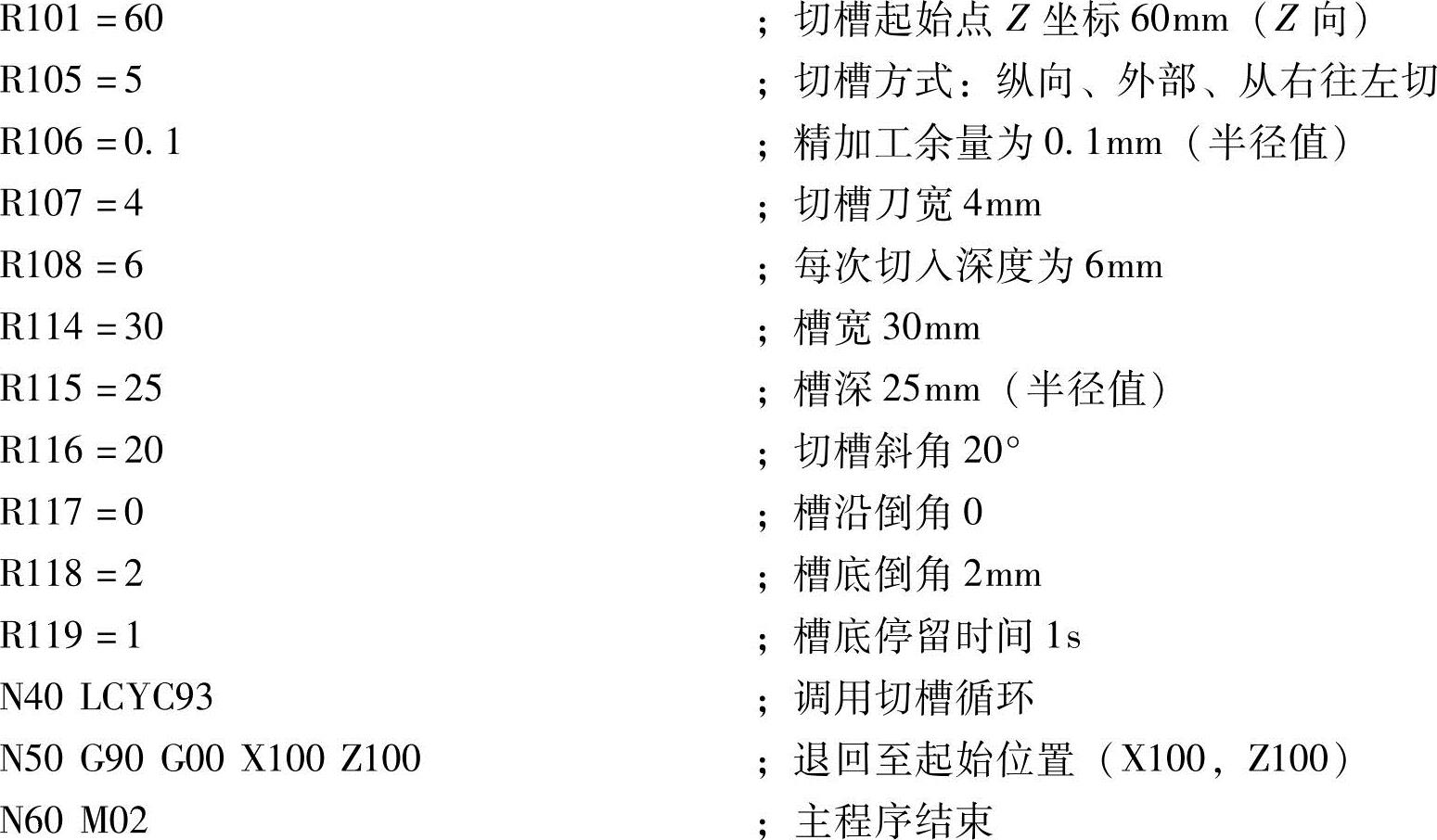
【例5-3】 从起始点(35,60)起,加工深度为25mm、宽度为30mm的切槽,槽底倒角的编程长度为2mm、精加工余量0.1mm、刀具宽度为4mm,如图5-22所示。
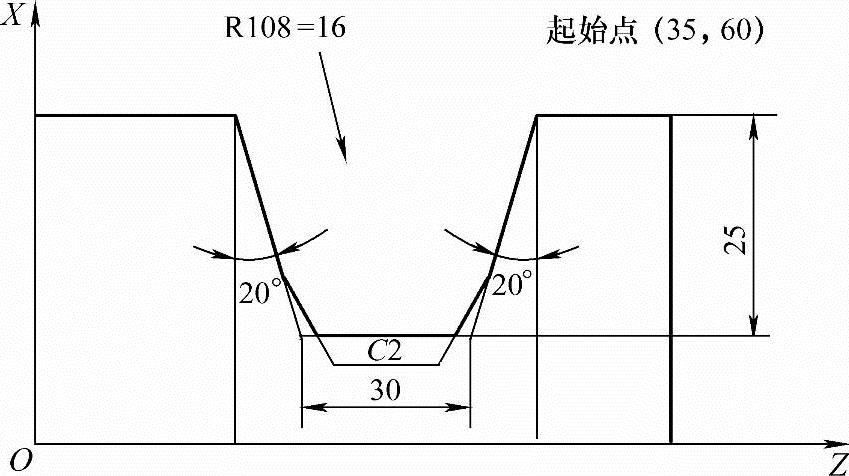
图5-22 切槽循环举例
加工程序如下:

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。