



1.功能
用G33指令可以加工各种类型的恒螺距螺纹,如圆柱螺纹、锥螺纹、外螺纹/内螺纹、单线螺纹/多线螺纹以及多段连续螺纹等,但前提条件是主轴上有位移测量系统。
如图5-16所示,在螺纹加工中,切削位置偏移以后以及在加工多线螺纹时,均要求起始点偏移一位置。G33螺纹加工中,在地址SF下编程起始点的偏移量(绝对位置)。如果没有编程起始点的偏移量,则设定数据中的值有效。编程的SF值也始终登记到设定数据中。如果多个螺纹段连续编程,则起始点偏移只在第一个螺纹段中有效,也只有在这里才使用此参数。
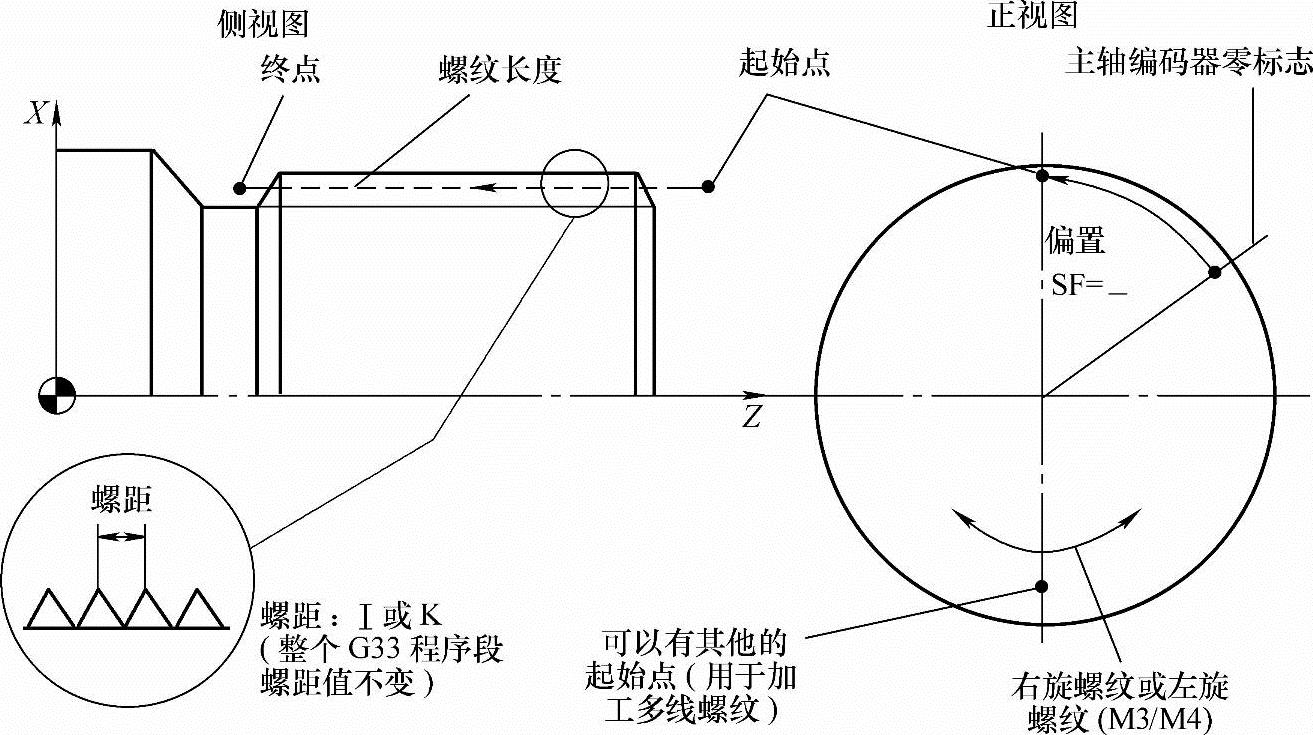
图5-16 G33螺纹切削中可编程的尺寸量
2.编程格式(见图5-17)
1)圆柱螺纹:

2)锥螺纹:

3)端面螺纹:

3.说明
1)螺纹加工需配有主轴脉冲编码器。
2)螺纹长度中,要考虑空刀导入量和空刀导出量。
3)加工多线螺纹时,要求设置起始点偏移量。加工完一条螺纹后,再加工第二条螺纹时,要求车刀相对于第一条螺纹起始点偏移(转)一定的角度,或使车刀的起始点偏移一个螺距。
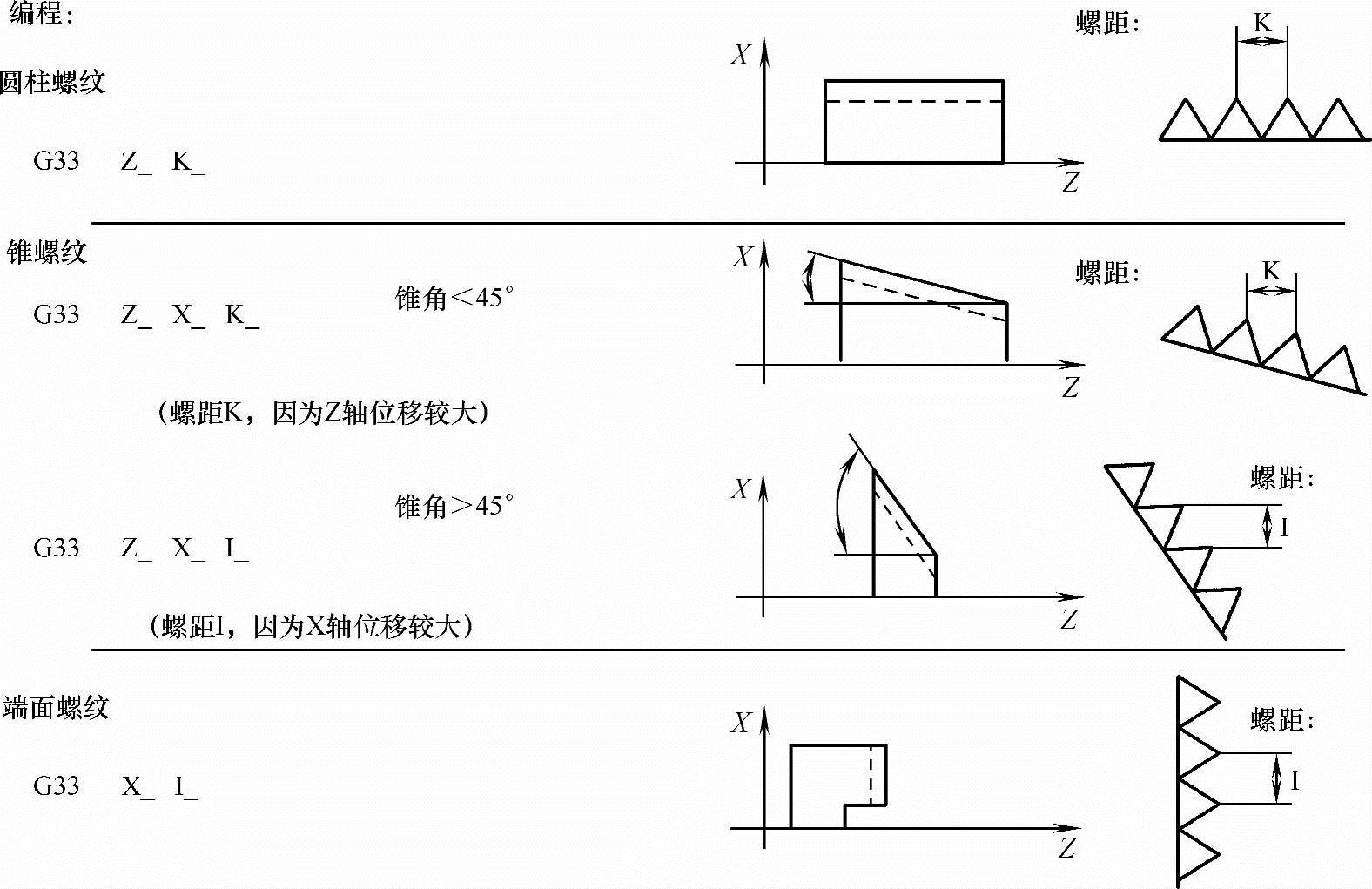
图5-17 Z轴/X轴螺距举例(https://www.xing528.com)
4)右旋和左旋螺纹由主轴旋转方向M03、M04确定。或在主轴正转(M03)下,向Z轴负方向切削螺纹为右旋;相反,如向Z轴正方向运行切削,则为左旋。
5)在地址S下编程主轴转速,此转速可以调整。在G33螺纹切削中,轴速度由主轴转速和螺距的大小确定,但不允许超出机床数据中规定的轴最大速度。
6)螺纹加工期间,主轴倍率修调开关必须保持不变,而迸给倍率修调开关无效。
7)一般螺纹要分多次才能加工完成。加工螺纹时,主轴转速不宜过高。
8)G33一直有效,直到被同组的其他G指令(G0、G1、G2、G3…)取代为止。
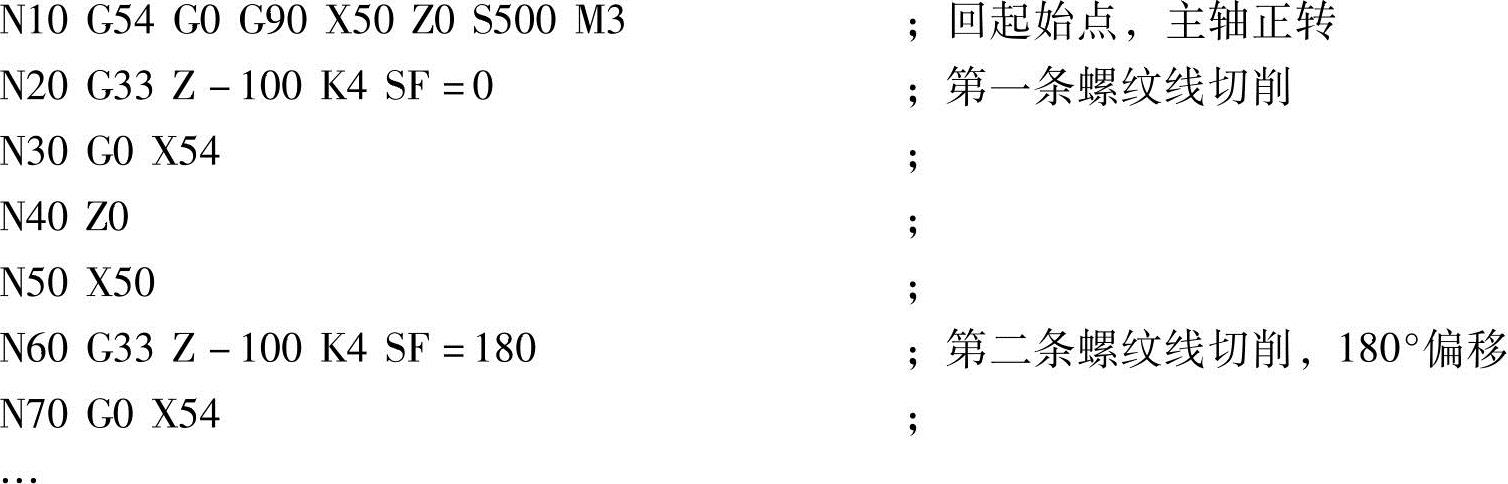
4.编程举例
【例5-1】 圆柱双线螺纹,起始点偏移180°,螺纹长度(包括空刀导入量和空刀导出量)100mm,导程为4mm,右旋螺纹,圆柱已预制。
【例5-2】 编制图5-18所示的双线螺纹M24×3(P1.5)的加工程序。空刀导入量δ1=3mm,空刀导出量δ2=2mm。
1)计算螺纹小径d1:
d1=d-2×0.65P=(24-2×0.65×1.5)mm=22.05mm
2)确定背吃刀量分布:0.5mm、0.3mm、0.18mm。
3)加工程序如下:
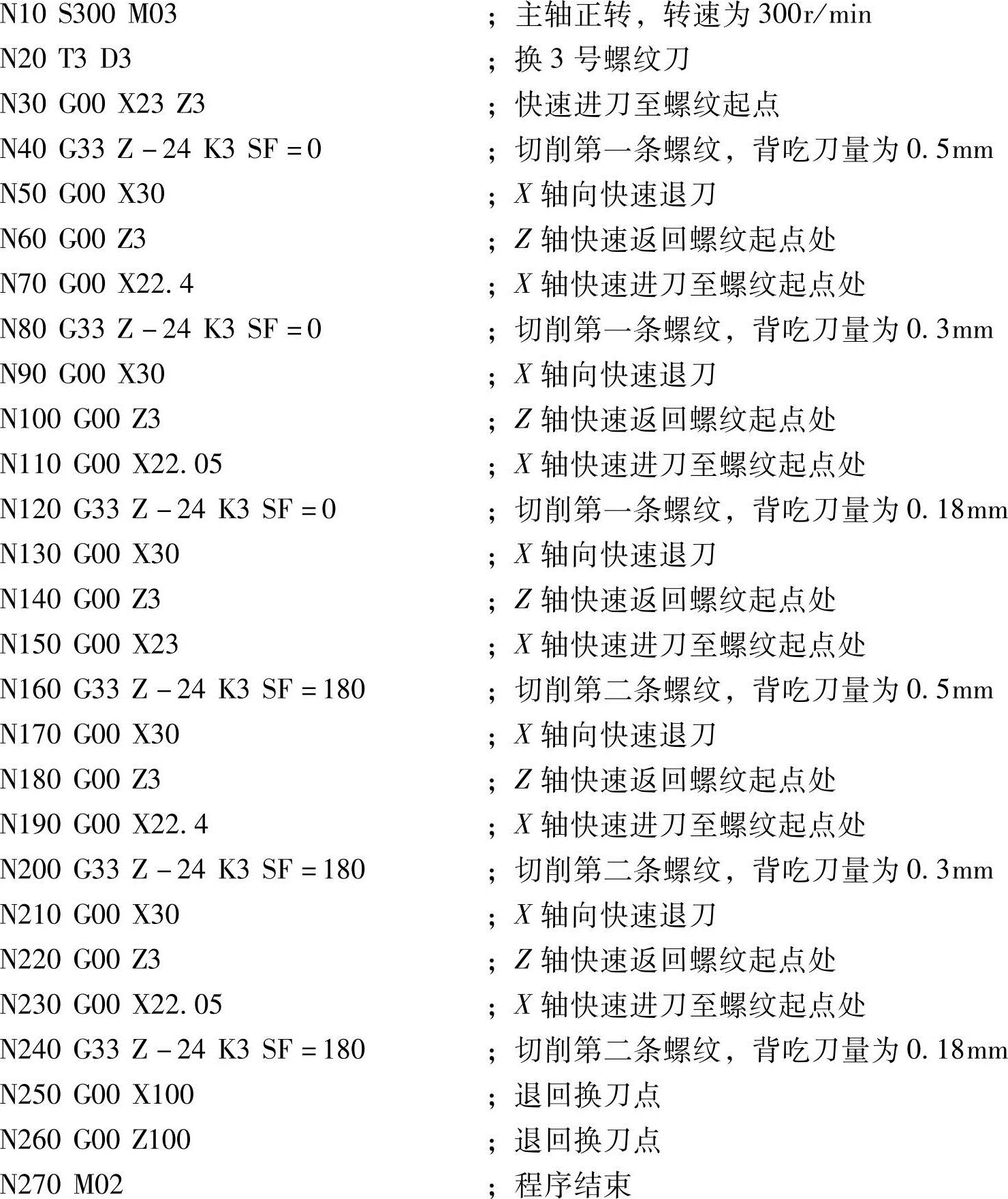
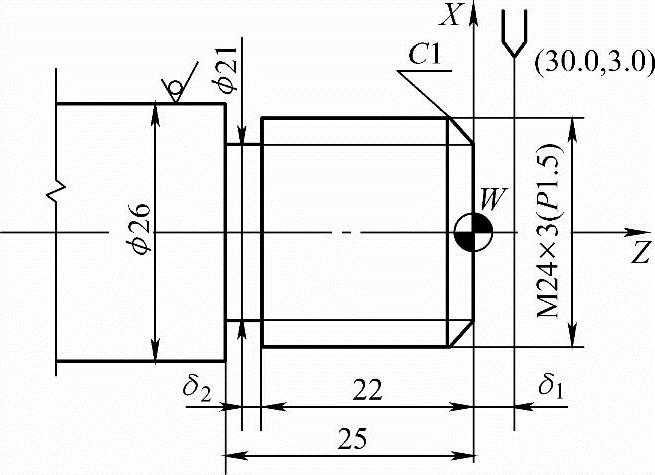
图5-18 G33编程举例
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。