



【摘要】:与FANUC系统一样,SI-NUMERIK 802S/C系统的准备功能也用地址符G和后面的数宇表示。表5-1 SINUMERIK 802S/C系统的G功能代码2.辅助功能(M功能)辅助功能也称M功能,它是控制机床或系统的开关功能的一种命令,如打开与关闭切削液。表5-2SINUMERIK 802S/C系统的M功能代码(续)3.SINUMERIK 802S/C系统的功能代码SINUMERIK 802S/C系统的功能代码见表5-3。
1.准备功能(G功能)
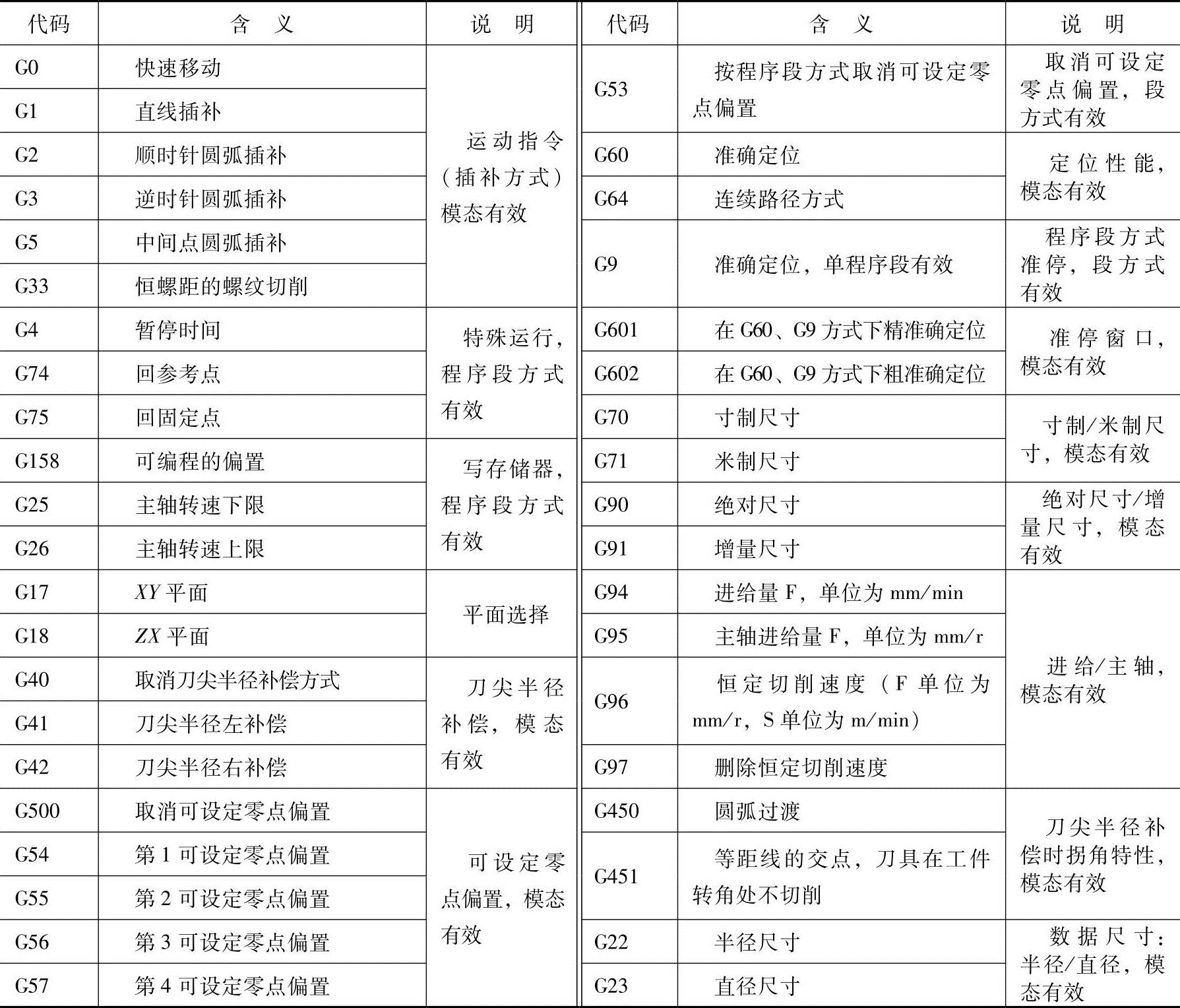
准备功能主要用来指令机床或数控系统建立起某种加工方式。与FANUC系统一样,SI-NUMERIK 802S/C系统的准备功能也用地址符G和后面的数宇表示。编程时,G指令中的第一位数宇“0”可省略,如G00、G01、G02、G03等可简写为G0、G1、G2、G3。G功能指令按功能组划分,一个程序段中只能有一个G功能组中的一个G功能指令。G功能按模态有效(直到段同组中其他功能替代),或者以程序段方式有效。SINUMERIK 802S/C系统的G功能代码见表5-1。
表5-1 SINUMERIK 802S/C系统的G功能代码
2.辅助功能(M功能)
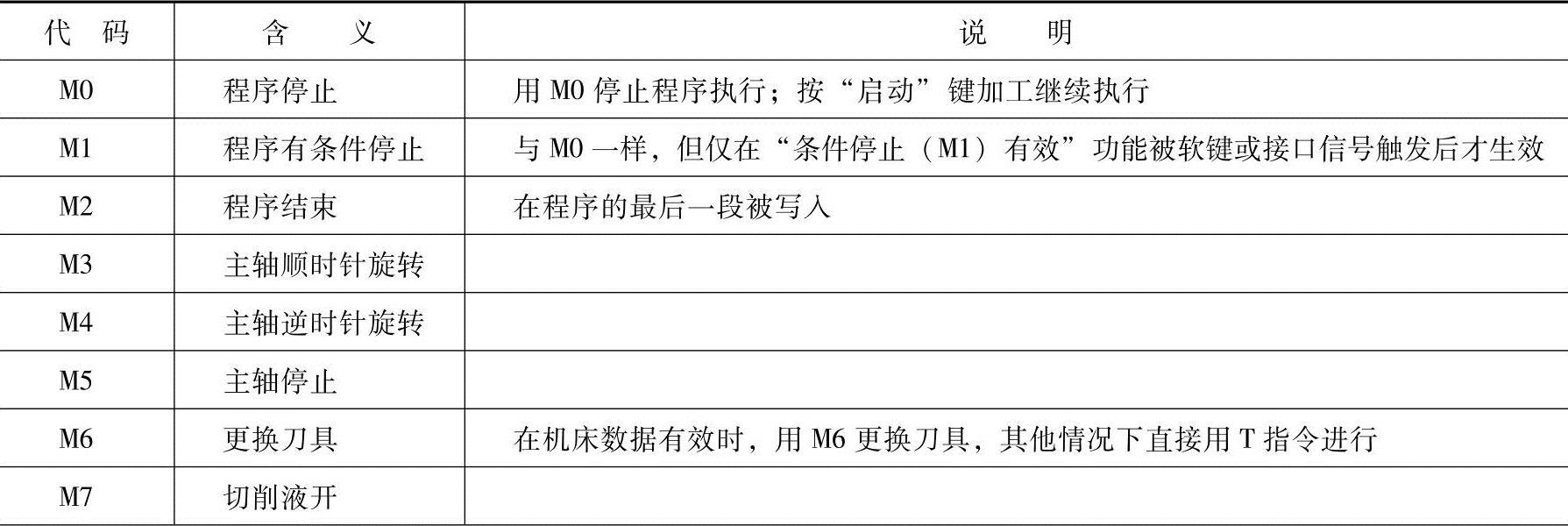
辅助功能也称M功能,它是控制机床或系统的开关功能的一种命令,如打开与关闭切削液。一个程序段中最多有5个M功能。SINUMERIK 802S/C系统的M功能代码见表5-2。
表5-2SINUMERIK 802S/C系统的M功能代码
(续)

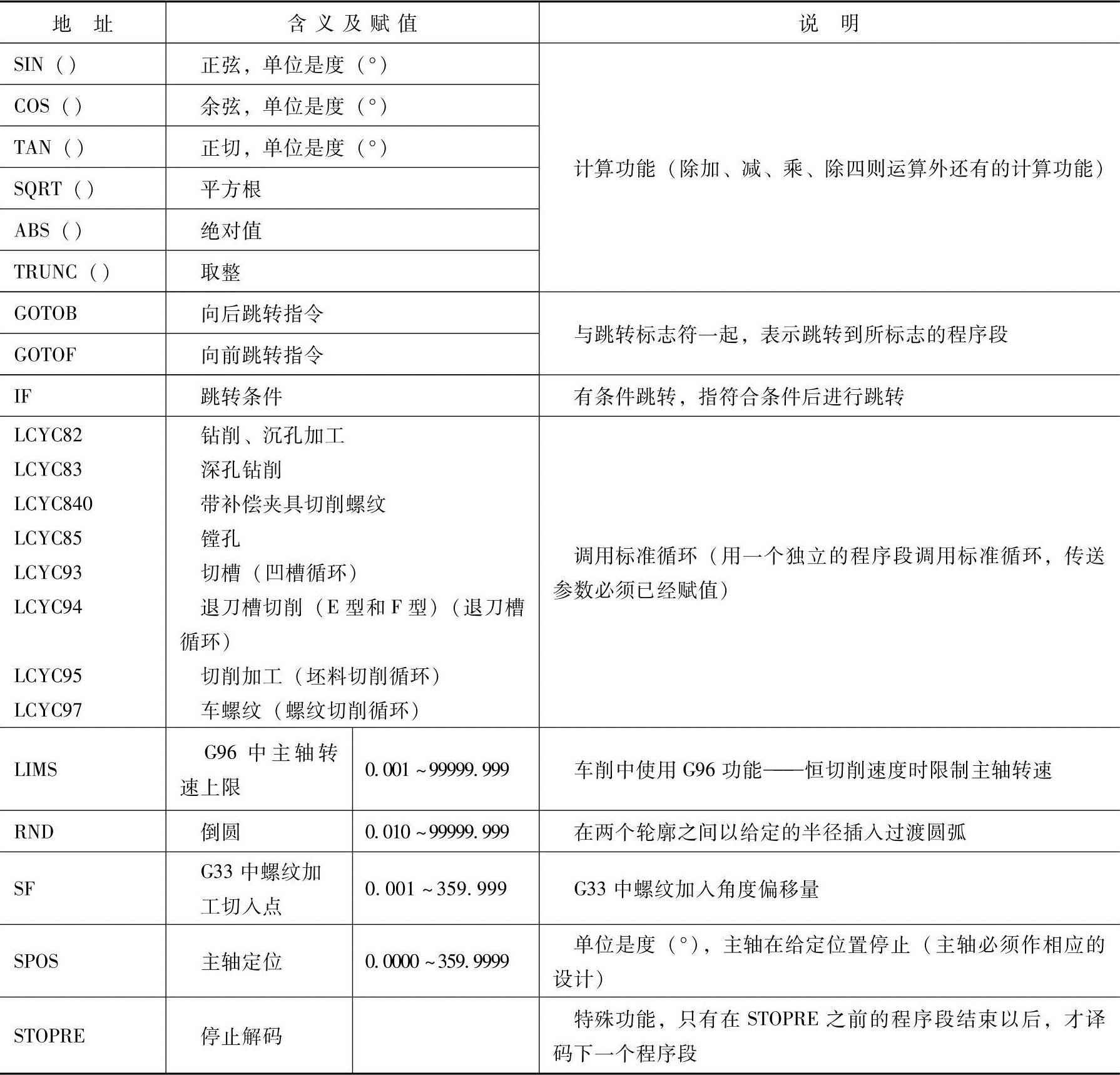
3.SINUMERIK 802S/C系统的功能代码(https://www.xing528.com)
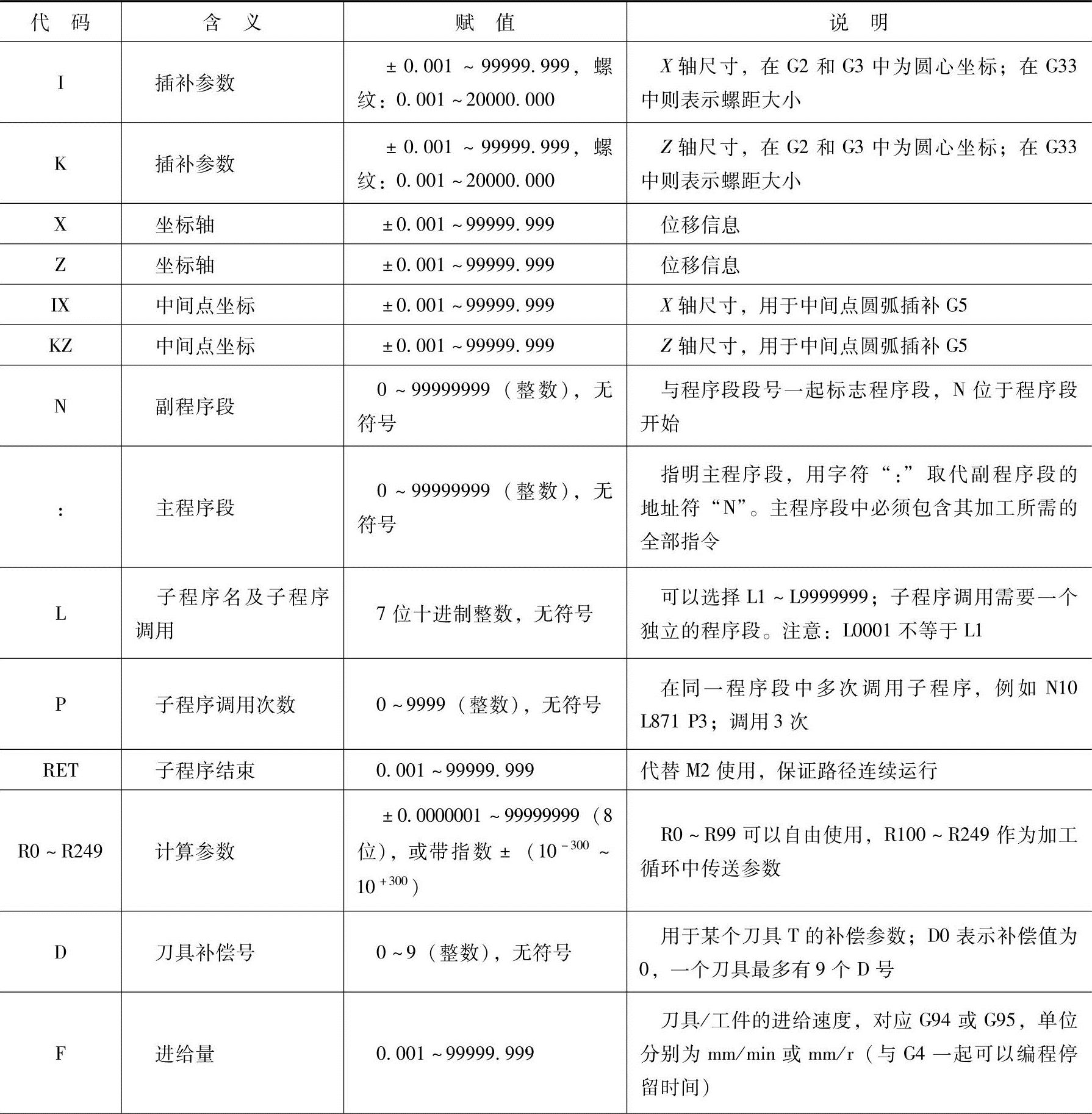
SINUMERIK 802S/C系统的功能代码见表5-3。
表5-3 SINUMERIK 802S/C系统的功能代码
(续)
4.SINUMERIK 802S/C系统的其他功能代码
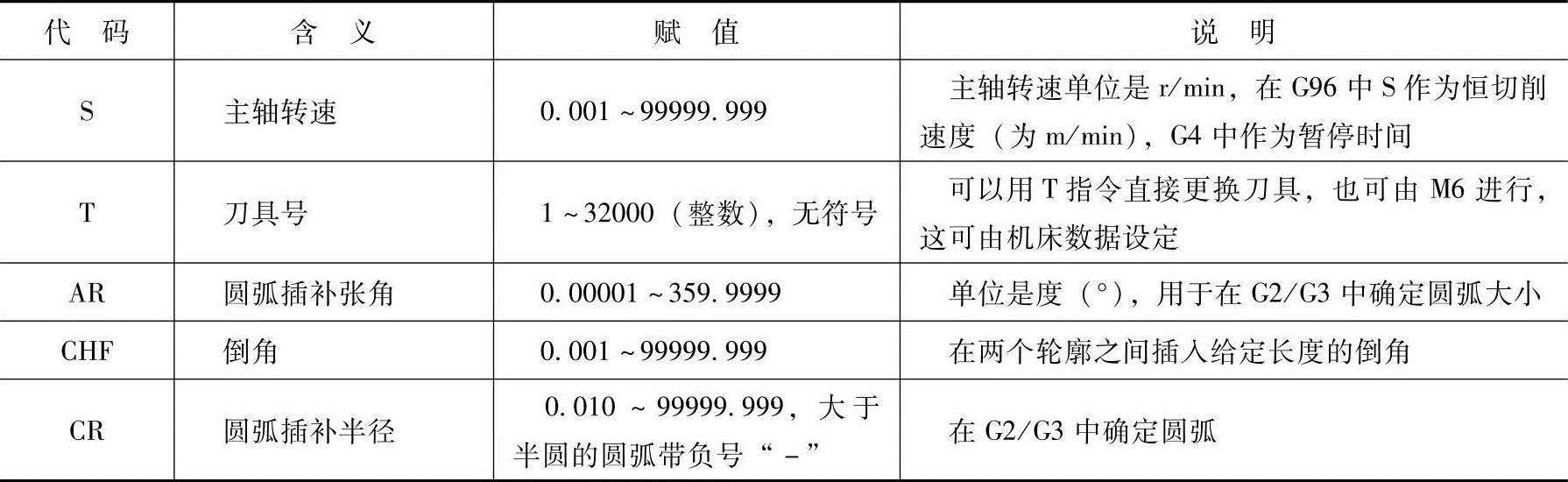
SINUMERIK 802S/C系统的其他功能代码见表5-4。
表5-4 SINUMERIK 802S/C系统的其他功能代码
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。