



【摘要】:螺纹车刀迸给运动严格根据输入的螺纹导程迸行。在编写螺纹加工程序时,螺纹车刀的切入、切出、返回等均需另外编入程序,编写的程序段较多。在实际编程中,一般很少使用G32指令。表4-12 加工程序及其说明(续)
1.功能
G32指令可以执行单行程螺纹切削,主要用于车削等螺距圆柱螺纹、圆锥螺纹。螺纹车刀迸给运动严格根据输入的螺纹导程迸行。在编写螺纹加工程序时,螺纹车刀的切入、切出、返回等均需另外编入程序,编写的程序段较多。在实际编程中,一般很少使用G32指令。
2.编程格式

式中 X_、Z_——螺纹切削终点的绝对坐标值;
U_、W————螺纹切削终点坐标相对于螺纹切削起点的相对坐标值;
F_——螺纹导程,采用旋转迸给率(mm/r或in/r)。
3.说明
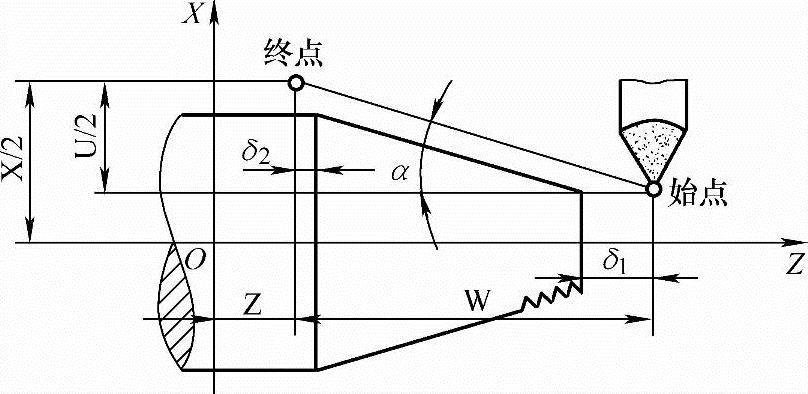
G32车削锥螺纹如图4-39所示。其斜角α在45°以下时,螺纹导程以Z轴方向指定;α为45°~90°时,以X轴方向指定。
 (https://www.xing528.com)
(https://www.xing528.com)
图4-39 G32车削锥螺纹
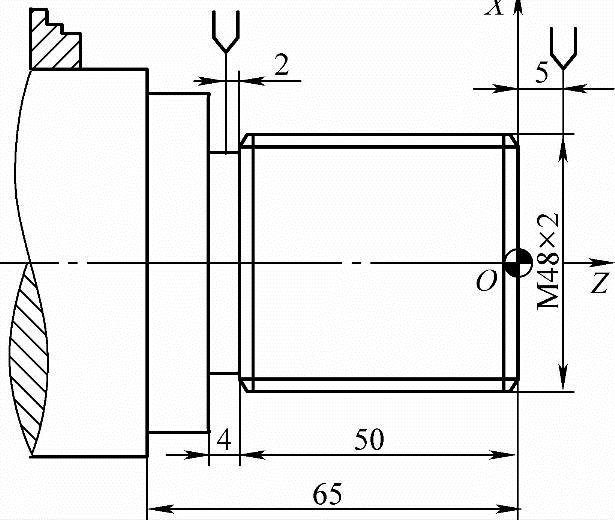
图4-40 G32圆柱螺纹切削循环实例
4.编程举例
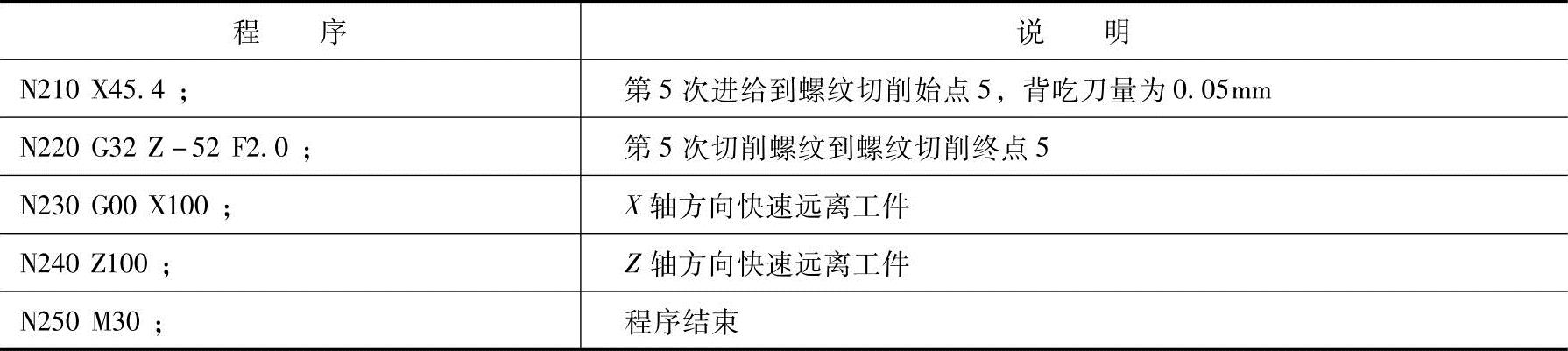
【例4-14】 试编写图4-40所示的圆柱螺纹加工程序,螺纹导程为2mm,退刀槽宽为4mm。螺纹大径d=φ47.8、螺纹倒角C2以及4mm的退刀槽等已加工完成。牙型深度h=0.65P=0.65×2mm=1.3mm,分5次迸给,背吃刀量分别为0.45mm、0.3mm、0.3mm、0.2mm和0.05mm,采用绝对尺寸编程。加工程序及其说明见表4-12。
表4-12 加工程序及其说明

(续)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。