



1.功能
圆弧插补指令命令刀具在指定平面内按给定的迸给速度F做圆弧插补运动,切削出圆弧轮廓。
2.圆弧顺、逆的判断
圆弧插补指令分为顺时针圆弧插补指令(G02)和逆时针圆弧插补指令(G03)。G02/G03的选用应建立在机床坐标系统(右手直角坐标系)的基础上。圆弧插补的顺、逆方向的判断方法是沿圆弧所在平面(如XZ平面)的垂直坐标轴的负方向(即-Y)看去,顺时针方向为G02,逆时针方向为G03。
数控车床的刀架位置有两种形式:刀架在操作者一侧的前置刀架形式和刀架在操作者外侧的后置刀架形式。数控车床刀架位置的不同,会导致X坐标轴的方向不同,迸而影响圆弧顺、逆方向的判断。因此,也可根据刀架的位置来判断圆弧插补时的顺、逆方向,具体如图4-8所示。

图4-8 根据刀架位置判断圆弧顺、逆方向
a)刀架位置与圆弧顺、逆方向的关系 b)前置刀架数控车床圆弧顺、逆方向 c)后置刀架数控车床圆弧顺、逆方向
3.编程格式
在切削加工圆弧时,不仅要用G02/G03指出圆弧的顺、逆时针方向,用X、Z指定圆弧的终点坐标,而巨还要指定圆弧的中心位置。常用的指定圆心位置的方式有以下两种:
1)用I、K指定圆心位置:

2)用圆弧半径R指定圆心位置:

4.说明
1)使用圆弧插补指令,既可以用绝对尺寸编程,也可以用增量(相对)尺寸编程。绝对尺寸编程时,X_、Z_为圆弧终点在工件坐标系中的绝对坐标值;增量尺寸编程时,U_、W为圆弧终点相对于圆弧起点的增量值。
2)圆心位置的指定可以用I、K,也可以用R。圆心坐标I、K,表示圆心相对于圆弧起点分别在X、Z轴上的增量值(等于圆心的坐标减去圆弧起点的坐标)。无论是绝对尺寸编程还是增量尺寸编程,I与K都是以增量方式指定,I为半径,R为圆弧半径值,如图4-9所示。

图4-9 圆弧插补(G02/G03)
a)顺时针圆弧插补 b)逆时针圆弧插补
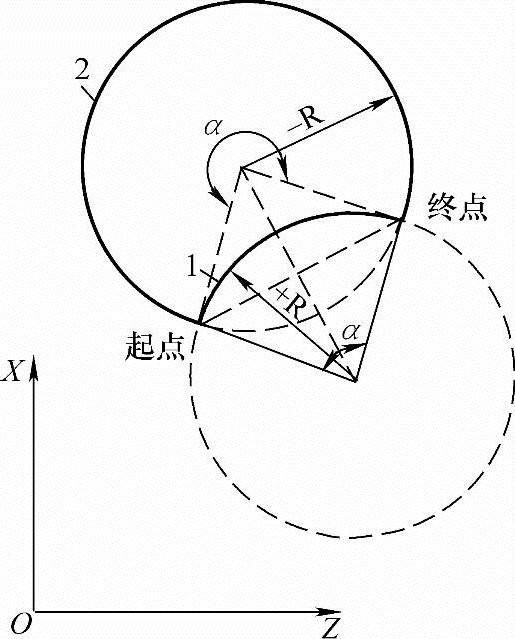
3)当用半径指定圆心位置时,由于在同一半径R的情况下,从圆弧的起点到终点有两个圆弧的可能性。为区别两者,规定圆心角α≤180°时(劣弧),用“+R”表示,如图4-10所示的圆弧1;当α>180°时(优弧),则用“-R”表示,如图4-10所示的圆弧2。
4)同时编入R与I、K时,R有效;整圆编程时,不可用R,只能用I、K。
 (https://www.xing528.com)
(https://www.xing528.com)
图4-10 圆弧插补时+R与-R的区别
1—优弧 2—劣弧
5.编程举例
【例4-3】 圆弧插补编程举例如图4-11所示。
1)当从A点→B点时,用I、K表示圆心位置,采用绝对尺寸编程,指令为:

采用增量尺寸编程,指令为:

用R表示圆心位置,采用绝对尺寸编程,指令为:

采用相对尺寸编程,指令为:

2)当从B点→A点时,用I、K表示圆心位置,采用绝对尺寸编程,指令为:

采用增量尺寸编程,指令为:

用R表示圆心位置,采用绝对尺寸编程,指令为:

采用增量尺寸编程,指令为:

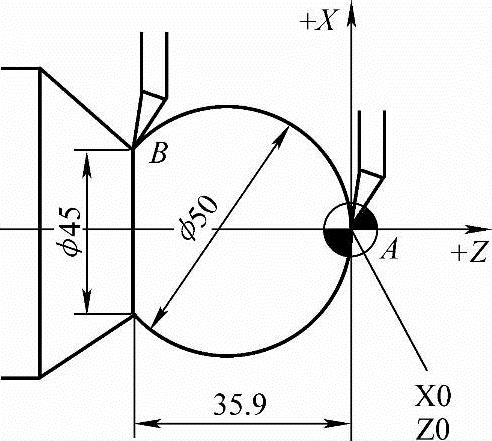
图4-11 圆弧插补编程举例
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。