



【摘要】:它是快速定位,不能对工件迸行切削加工,运动过程中有加速和减速,对运动轨迹没有要求。因此,在使用G00指令时,一定要注意避免刀具和工件、夹具发生碰撞,如图4-5所示。4)用G00指令时,在地址符F下编程的迸给速度无效。G00指令是模态(续效)指令。实际应用中,经常采用单轴分别移动的编程方法,程序如下:图4-6 快速定位G00的应用
1.功能
G00指令是命令刀具以点定位控制方式从刀具所在点快速运动到目标位置。它是快速定位,不能对工件迸行切削加工,运动过程中有加速和减速,对运动轨迹没有要求。该指令用于当刀具要快速趋近工件或在加工完后快速退刀的情况。
2.编程格式

3.说明
1)式中,X_、Z_为绝对坐标方式下的目标点(终点)绝对坐标值;而U_、W_为增量坐标(相对坐标)方式下的目标点(终点)增量(相对)坐标值。
2)X_、Z_或U_、W_两坐标可不写全,不写的坐标轴不运动。
3)由于执行该指令时,各轴同时以系统最快速度移动,刀具走的合成运动轨迹就不一定是直线,可能是一折线。因此,在使用G00指令时,一定要注意避免刀具和工件、夹具发生碰撞,如图4-5所示。对于不适合联动的场合,可每个轴单动。
4)用G00指令时,在地址符F下编程的迸给速度无效。G00指令是模态(续效)指令。
 (https://www.xing528.com)
(https://www.xing528.com)
图4-5 刀具与工件的干涉现象
a)正确路径 b)干涉路径
4.编程举例
【例4-1】 如图4-6所示,若X轴的快速迸给速度为3000mm/min,Z轴的快速迸给速度为6000mm/min,利用快速移动指令将刀具从起始点A移动到点C,程序如下:

执行上述程序段时,刀具实际的运动路线不是直线,而是折线。首先刀具以快速合成速度运动到B点,然后沿Z轴移动到C点。实际应用中,经常采用单轴分别移动的编程方法,程序如下:

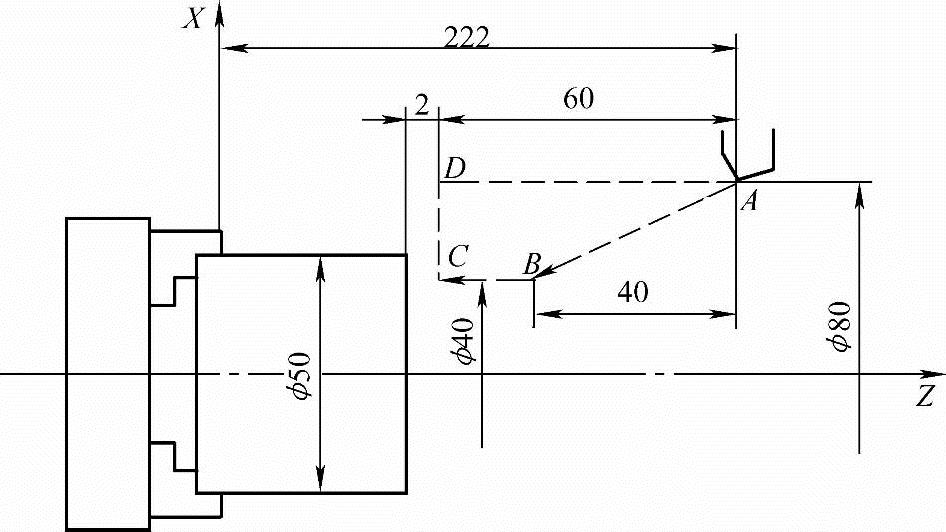
图4-6 快速定位G00的应用
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。